优化航煤加氢装置操作提质降耗
2020-11-06 01:29冯志宏王莉娟
中国化工贸易·中旬刊 2020年5期
冯志宏 王莉娟


摘 要:兰州石化分公司60万t/a航煤加氢装置经过长周期运行装置能耗增加。通过对装置能耗和产品质量的分析,阐述造成装置能耗增高和质量不稳定的原因,并通过优化操作降低装置能耗、提高产品质量。
关键词:节能;氢油比;加热炉;燃料气;抗氧剂;提质
兰州石化公司第二套航煤加氢装置由中石油工程建设公司华东设计分公司设计,采用石油化工科学研究院开发的RGO-1保护剂、RSS-2直馏航煤加氢精制催化剂,以直馏航煤为原料,生产3#喷气发动起燃料,或以重煤油为原料,生产精制航煤。装置包括原料预处理系统、反应系统、分馏系统、辅助系统及公用工程系统。
1 装置能耗分析
2 燃料气消耗增高的分析
来自常减压装置的原料经反冲洗过滤器过滤后经加氢进料泵(P-01A/B)加压,与氢气混合,经反应流出物/混氢原料油换热器(E-101/A,B,C管程)与反应产物换热,经过加氢进料加热炉(F-101)加热后,进入反应器(R-101),在催化剂作用下发生脱硫、脱氧、脱金属、脱氮、烃类的加氢饱和等反应。经反应器发生反应后,反应物经反应流出物/混氢原料油换热器(E-101/A,B,C壳程)换热,经反应流出物空冷器(A-101)冷却至50℃一下,进入高压分离器(D-102)。为防止反应产物中铵盐在低温部位结晶,通过注水泵P-06将除盐水注入反应流出物空冷(A-01)前,以溶解铵盐。
图2为混氢油在相同处理量相同系统压力下在换热器壳程入出口温度。从图2中可以看出,2018年12月E-101/C壳程入口温度在48℃左右,E-101/A壳程出口温度在239℃左右;2019年10月E-101/C壳程入口温度在50℃左右,E-101/A壳程出口温度在234℃左右。随着装置长周期运行,换热器换热效果变差,加热炉热负荷随之增大。燃料气耗量增大。
分析原因,由于E-101内铵盐结晶,换热效果差,E-101A壳程出口温度低,经炉子加热后达不到所需温度。由于原料中含有氯离子,经过加氢反应会生成氯化氢,氯化氢与加氢脱氮产生的反应NH3生成NH4Cl;而加氢脱硫后产生的H2S会与NH3反应生成NH4HS与(NH4)2S。加氢工艺条件下NH4Cl结晶温度是180-200℃,NH4HS与(NH4)2S结晶温度是150℃左右。结晶温度不同,晶体在设备中析出的部位也不同。E-101/A管程入口温度270℃左右,故E-101/A管束内不会有铵盐析出;E-101/B管程入口温度210℃左右,故E-101/B管束内不会有铵盐析出;E-101/C管程入口温度170℃左右,故E-101/C管束内有NH4Cl析出。
2.1 改进措施
①将注水由空冷前改至E-101/C管程入口,减少E-101/C铵盐的沉积,提高E-101/C换热效率;②提高上游装置原料进料温度。E-101/C壳程入口温度已由先前的45℃左右提高到54℃,E-101/A壳程出口温度已由239℃左右提高到261℃左右;提高加热炉入口温度降低了加热炉的负荷,减少燃料气的耗量。
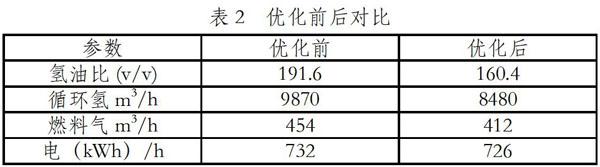
2.2 优化装置氢油比,降低反应加热炉和高压空冷的负荷
氢油比是加氢工艺重要参数,它影响着加氢反应的过程,影响催化剂的寿命。过高的氢油比将增加装置的操作费用。航煤装置的氢油比平均值在190(体积比)左右。航煤加氢装置原料性质比较好,原料硫含量设计值为600mg/kg實际为250-350mg/kg,氮含量设计值60mg/kg实际为7-10mg/kg。可以根据加工量将氢油比按指标下线卡边控制(150-335),既可以保证产品的质量又可以降低氢损耗,一方面可以降低压缩机的负荷达到节电的效果。另一方面可以通过循环氢量的降低减少混氢油的流量,在反应器入口温度不变的前提下,降低反应加热炉的负荷,减少燃料气的用量,循环氢量的减少还降低进入高压空冷的物料流量,节约电量。
3 分馏塔顶全回流,减少重化物外排,降低加工损失
第二套航煤加氢装置设计为分馏塔顶全回流,但在实际操作中由于原料组分变化分馏塔底温度过高,造成回流罐液位过高部分作为重化物外排,造成物料的损失。采取的措施,优化分馏塔操作,根据原料组分的变化将重沸炉出口温度控制在258±1℃,避免过高的塔底温度造成回流罐的液位过高。
4 及时调节抗氧化剂加注量,保证产品100%合格
为了提高精制航煤产品的氧化安定性,避免在储运过程中精制航煤燃料与空气直接接触氧发生作用生成胶质,所以在以加氢精制工艺生产的喷气燃料中加入T-501抗氧剂。采用在装置馏出口加氢聚结器脱水后注入T-501抗氧剂。使用加注泵在馏出口按规定行程连续注入抗氧剂溶液,精制航煤产品抗氧剂含量要求在17-24mg/L。在2017-2019年的精制航煤产品质量统计中发现每年都出现过1-2次满罐抗氧化剂分析不合格的现象,产品降级处理经济损失较大。出现这个现象原因是:①抗氧剂加注操作调节不及时;②抗氧剂配置浓度有偏差。
针对这个现象:①制定了<抗氧剂加注操作法>,全面具体的做出了操作规范和操作标准;②优化配置操作,按要求的油剂比例配置抗氧化剂加注罐母液,保证浓度稳定;③根据加工量变化及时调节抗氧化剂泵行程;④加强操作监管。采取措施后精制航煤产品抗氧化剂满罐分析100%合格,同时为了节能降耗,控制操作裕量将产品抗氧剂含量控制在18-20mg/L减少抗氧化剂的用量。
猜你喜欢
江苏科技报·E教中国(2022年5期)2022-05-11
河南教育·职成教(2022年5期)2022-05-06
党的生活(黑龙江)(2022年4期)2022-04-25
石油研究(2019年2期)2019-09-10
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
科技视界(2016年20期)2016-09-29
读与写·教育教学版(2015年9期)2015-09-23