
指尖陀螺的设计与制作
2020-11-10 07:01陈康玮高媛媛
中国设备工程 2020年21期
陈康玮,高媛媛
(江苏省徐州技师学院机械工程学院,江苏 徐州 221000)
指尖陀螺作为一种玩具,受到了广大的欢迎。不论大人、小孩都可以在闲暇之余放松一下。技工院校的学生的喜欢学习一些通过机械、手工制作的物品,结合一体化课程改革,本文将从指尖陀螺的设计、加工工艺、装配等方面介绍整体的过程。
1 指尖陀螺的结构

图1 平面图
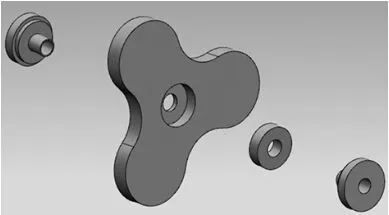
图2 爆炸图
指尖陀螺结构主要由陀螺本体、轴承、端盖、螺栓四部分组成,如图1所示,图2是装配后的爆炸图。
2 主要零件的加工工艺
主要介绍指尖陀螺本体的加工工艺,如图3所示。
图中双点划线为毛坯,毛坯尺寸为90×90×10mm,从图形形状可以看到,第二面的余量去除时不容易装夹,那么可以用到“落料”的工艺方法。
2.1 定位基准的选择
该零件采用平口钳装夹,利用平口钳钳口、垫块及钳口开口位置的限位块来限制工件的6个自由度,如图4所示。

图3 指尖陀螺本体平面图

图4 工件装夹示意图
2.2 加工阶段的划分
可以分为粗加工、半精加工、精加工、超精加工四部分,本例中只需前面三部分即可。
粗加工主要是快速地去除多余余量,消除毛坯表面的残留。半精加工主要是进一步消除毛坯的误差复映的影响,使精加工余量均匀化。精加工主要是为了达到工件加工精度的要求、配合的要求,还要达到表面质量的要求。
2.3 正面形状的加工工艺
2.3.1 机床的选择
选用三轴加工中心,型号:VMC600,机床最高转速8000r/min。X/Y/Z轴行程为600/400/500。
2.3.2 刀具的选用
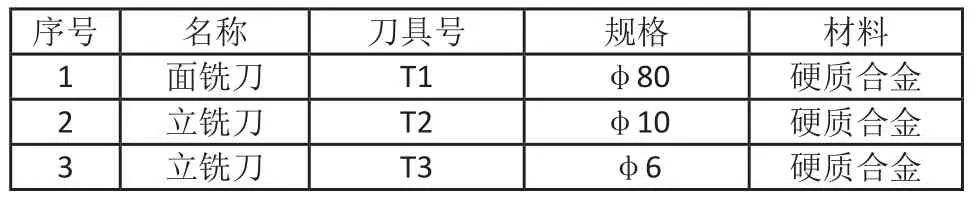
表1 刀具卡
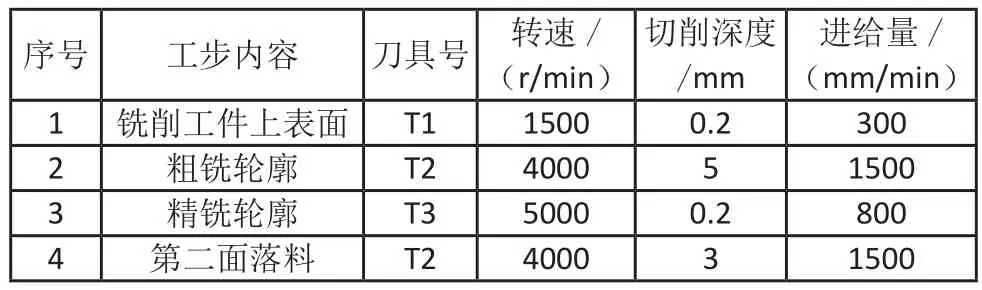
表2 工步表
2.3.3 轴承的选用与配合
轴承选用深沟球轴承697微型轴承。如图5所示。外圈直径17,内圈直径7,厚度5。

图5 深沟球轴承697
采用基轴制过度配合,确定陀螺本体轴承孔公差为φ17K7/h6,即上偏差为0.017,下偏差为-0.012。
2.3.4 落料加工工艺
落料工艺通常用在冲压件上,用压力机将材料从母材中分离出来的一种加工工艺。那么,在数控铣削加工中如何用的呢?
(1)首先,夹持工件底部毛坯,加工出指尖陀螺内外轮廓。如图6所示。
(2)利用落料原理,加工工件反面余量。见图7所示。

图6 指尖陀螺外形加工

图7 加工反面余量
(3)指尖陀螺实物图,见图8所示。
3 加工质量检验
机械加工中,零件的几何参数的形成取决于工件和刀具在切削过程中相互位置的关系,而工件和刀具又安装在夹具和机床上面,并受其约束,因此,机床、夹具、刀具和工件所组成的统一体称为“工艺系统”。
工艺系统的误差是“因”,加工误差是“果”。所以,工艺系统误差为原始误差。
原始误差可分为几何误差、受力变形引起的误差、受热变形引起的误差及工件内应力引起的误差。
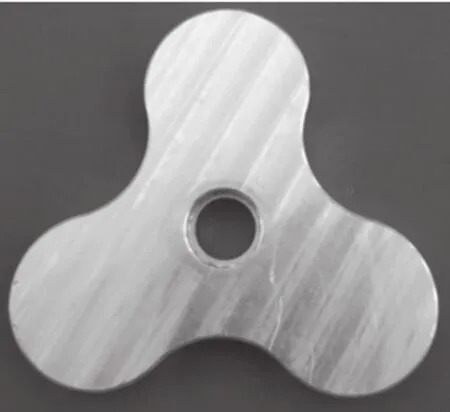
图8 指尖陀螺实物图
3.1 误差的性质
误差的性质可分为系统性误差、随机性误差两种。
(1)系统性误差的特点。系统误差的主要特点是可重复性、单向性和可测性、易减少和消除。如原理误差,刀具、机床、量具和夹具的制造误差,调整误差,工艺系统的受力变形等都属于常值系统性误差,与加工时间(加工顺序)没有关系。刀具磨损和刀具的受热变形是随加工时间(加工顺序)有规律地变化,属于变值系统性误差。
(2)随机性误差的特点。随机误差的主要特点是大小和方向都不固定,其绝对值不可预知,也无法进行精确的测量。但是,随机误差随着测定次数的增加,正负误差可以相互抵偿,误差的平均值将逐渐趋向于零,所以具备抵偿性和有界性。
3.2 尺寸精度检验
主要测量与轴承配合的内孔直径,可以通过三点内径千分尺进行测量。
3.3 减小表面粗糙度的措施
(1)选择合理的切削用量:①适当减小进给量;②选择适当的切削速度;③选择适当的切削深度。
(2)选择适当的刀具几何参数。
①增大刃倾角对减小表面粗糙度值有利。
②减少刀具的主偏角,副偏角,增大刀尖圆弧半径,可以减少切削残留面积,使其表面粗糙度值减少。
③改善工件材料的性能。
④选择合适的切削液。
铝合金专用切削液分四种:一种纯油性叫切削油;三种水性,兑水使用,分别为乳化液,半合成切削液,全合成切削液。
切削油:纯油性,直接使用,润滑冷却防锈性能极佳,但不易清洗。
乳化液:50%的含油量,润滑冷却防锈性能仅次于切削油,但稳定性不好,寿命短易发臭。
半合成切削液:30%的含油量左右,综合性能最好。
全合成切削液:不含基础油,由各种添加剂组合而出,冷却性能,清洗性能极佳,润滑防锈性一般。
⑤选择合适的刀具。
⑥防止或减少工艺系统的振动。
4 装配
4.1 深沟球轴承与指尖陀螺的装配
本例中,轴承的外圈与指尖陀螺本体配合较紧,内圈与轴颈的配合较松,所以,应先将轴承压入指尖陀螺孔里。轴承的装配一般可以用以下几种方法:
(1)当配合过盈量较小时,可用压入法压入轴承。如套筒压入法、用铜棒对称地在轴承内外圈断面均匀敲入。
(2)当配合过盈量较大时,可用压力机械压入。如螺旋式或杠杆齿条式压力机。如果压力不能满足,可以采用油压机装配。
(3)当配合过盈量很大时,可用温差法装配。小型轴承,可以挂在油中加热;对于较大的轴承,可以将轴承放在油箱内网格上加热,可以避免轴承局部过热。加热到80~100℃,即可装配。
本文中的指尖陀螺采用过度配合,装配时,采用锤击法即可。要注意不要损伤工件表面。装配完成后,如图9所示。

图9 装配完成后的指尖陀螺
猜你喜欢
当代陕西(2022年6期)2022-04-19
金属加工(冷加工)(2022年1期)2022-01-25
热带农业工程(2021年5期)2021-12-06
哈尔滨轴承(2021年2期)2021-08-12
湖北农机化(2020年15期)2020-10-13
学生天地(2020年22期)2020-06-09
现代苏州(2019年16期)2019-09-27
教练机(2018年1期)2018-05-09
凿岩机械气动工具(2017年3期)2017-11-22
科学与财富(2017年27期)2017-10-17
