
某壳体件自动识别在自动化中的应用
2020-11-12 02:14焦春林李旭立王哲马敏超
汽车实用技术 2020年19期
焦春林 李旭立 王哲 马敏超


摘 要:文章以某壳体件在自动化生产中不同状态毛坯混线加工的自动识别问题为导向,详细介绍了自动化加工过程中,对于不同毛坯状态,如何甄别不同产品特征,设计利用相对应装置进行先期识别,再提取不同毛坯状态的识别信号,与加工设备信息交互,使加工设备实现自动调用相对应零件加工程序,以此实现自动识别在自动线中的实际应用。除此之外,衍生解决了如产品为同一种毛坯,加工不同内容后形成不同成品的同类问题,文章就如何利用PLC设计及程序逻辑编程,实现“同坯多用”做了详细介绍。
关键词:壳体件;自动化生产;同坯多用
中图分类号:U461.99 文献标识码:A 文章编号:1671-7988(2020)19-197-03
Application of automatic identification of a shell in automation
Jiao Chunlin, Li Xuli, Wang Zhe, Ma Minchao
( Shaanxi HanDe Axle Co., Ltd., Shaanxi Xi'an 710201 )
Abstract: In this paper, based on the problem of automatic identification of different status blank mixed line processing in the automatic production of a shell part, this paper introduces in detail how to identify different product features for different blank states in the process of automatic processing, designs and uses the corresponding device for early identification, and then extracts the identification signals of different blank States, and interacts with the processing equipment information to make the processing equipment real Now the corresponding parts processing program is automatically called to realize the practical application of automatic identification in automatic line. In addition, derivatization solves the same kind of problems such as the same kind of blank and different finished products after processing different contents. This paper introduces in detail how to use PLC design and program logic programming to realize "multi-purpose of the same blank".
Keywords: Shell parts; Automatic production; Multi-purpose with blank
CLC NO.: U461.99 Document Code: A Article ID: 1671-7988(2020)19-197-03
引言
近年來,伴随着“中国制造2025”制造强国战略的实施,制造业作为国民经济的主体,乃“立国之本、兴国之器、强国之基”。制造业毋庸置疑应肩负起国家强盛,民族复兴的重担。传统制造业对“人口”红利的依赖,逐渐向着对“高技术人才、高科技设备”的依赖完成量变与质变的转化。AI人工智能、智能制造、自动化控制等逐渐成为制造业转变的大势所向,与此相关的自动识别、PLC控制、自动加工、在线测量、无线测量等制造业新兴技术得到空前发展。
1 背景和必要性
1.1 背景
我单位使用某桁架机器人实现自动上料、打标、机械加工、清洗、下料等制造全过程。该自动线主要设计为加工某壳体类零件,加工流程为上料---打标记---中后识别---机械加工---自动清洗---下料---入库,自动线机器人可实现产品的抓取、搬运、信息交互等,由于我单位生产的某壳体类零件有2类特点:(1)外观结构特性不同,故该处外观结构加工内容不同,加工形成两种成品;(2)同一种毛坯,加工两种状态,形成两种成品,故难点为此2项。
该壳体成品一般分为:中壳体、后壳体A、后壳体B三种;毛坯分为中壳体毛坯和后壳体毛坯两种(如下图1);中壳体毛坯加工完成后为中壳体,后壳体毛坯加工2种不同状态,形成后壳体A、后壳体B。
原加工工艺方案为根据生产需求,人工将两种状态毛坯定位装夹到加工设备上,人工目视100%确认毛坯状态及加工需求,调用相应加工程序,加工形成对应产品。
1.2 问题
自动线布局应用后,人工无法通过100%目视确认产品毛坯状态,需进行自动识别调用相应加工程序,并实现一种毛坯自动加工两种及以上产品的功能。
2 解决方案
2.1 设计中后识别机构
制作中、后识别机构,通过油缸杆伸出能否接触到工件“孔特征1”,检测毛坯“孔特征1”有无,从而发出中、后壳体毛坯识别信号。
如:中壳体毛坯时PLC信号为:“1003=1”;
后壳体毛坯时PLC信号为:“1001=1”。
2.2 PLC设计
通过设备系统PLC设计,将接收到的中后识别信号分为三种(如图2):
接收到中、后识别信号为:
(1)#1001=1时,机床“后壳体A”上电;
(2)#1003=1时,机床“中壳体”上电;
(3)#1002=1时,机床“后壳体B”上电;
在操作面板上增加“后壳体B”带选择信号特定按钮,可人工点亮或点灭,复位后信号不会消失。
逻辑过程:#1001与#1003信号为单一信号,每次识别后唯一,即#1001=1或#1003=1;
判定#1001=1时,判定#1002是否=1,如若#1002=1,則调用“后壳体B”程序;如若#1002=0,则调用“后壳体A”程序;否则,即#1001=0,判定#1003是否=1,如若#1003=1,则调用“中壳体”程序;如若#1003=0,则报警“识别错误”;从而实现了自动批量加工同坯多用桥壳的功能,解决了匹配加工问题。
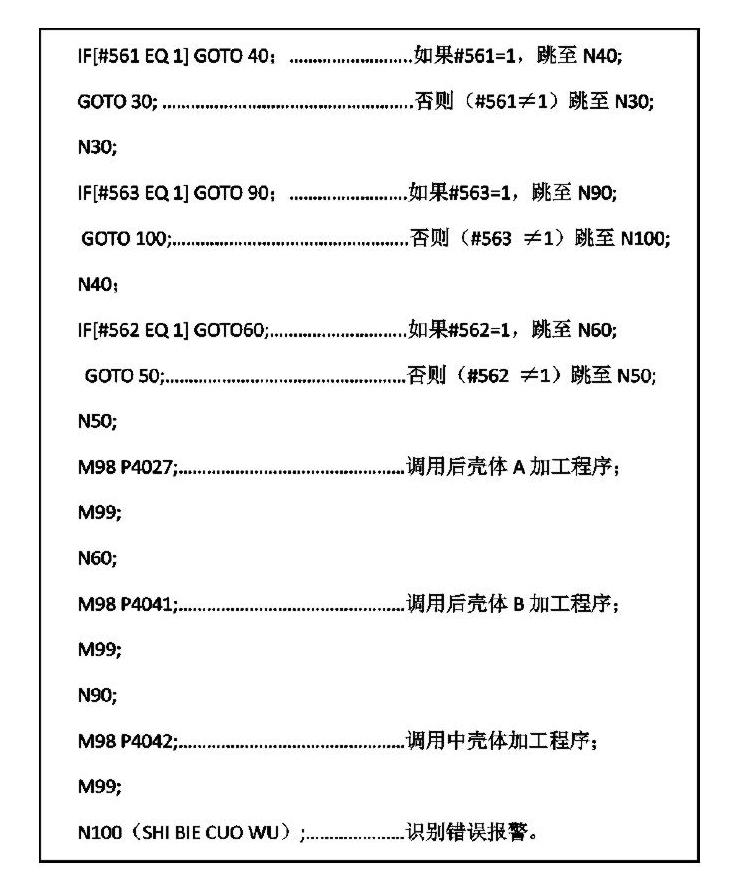
2.3 逻辑编程
将机床信号提取到宏程序中:
#561=#1001;#562=#1002;#563=#1003;
3 效果
该成果突破了自动线自动识别瓶颈,实现了不同毛坯产品自动化识别加工,为“自动识别产品特征”或“同种产品加工不同状态”均提供了一种解决问题的思路。成果应用后将操作者从设备操作面板前解放了出来,降低了人的劳动强度实现了该壳体自动化生产。成果应用以来,由于识别错误造成的撞刀、撞机及以此造成的加工致废产品发生率降为“0”。
4 结语
经实际生产中批量加工验证,该成果可作为自动化中类似识别参考案例,持续应用于各类机械行业的自动化加工识别中。
参考文献
[1] 陈宏钧.实用机械加工工艺手册(第3版)(精)[M].机械工业出版社, 2011.
[2] 方沂.数控机床编程与操作[M].北京:国防工业出版社,1999.
[3] 濮良贵,纪名刚主编.机械设计(第8版)[M].北京:高等教育出版社,2006.
[4] 史国生.电气控制与可编程控制器技术[M].化学工业出版社, 2010.
