
氨氮超标煤气化废水处理
2020-11-16 06:59于鑫龙高真万强
装饰装修天地 2020年21期
于鑫龙 高真 万强
摘 要:为解决短期内中高浓度氨氮处理的问题, 结合天津临港胜科水务有限公司现有的条件,提出了利用折点氯化法对某电厂中高浓度氨氮的废水进行预处理,通过前期预处理,从而减少进水氨氮的浓度。改造后,使得水厂日处理水量提高了25%,并且系统运行稳定,不仅解决了系统超负荷运行的问题,还提高了收益,具有十分显著的经济效益和实践效益。
关键词:折点氯化法;氨氮;废水处理
1 引言
整体煤气化联合循环(integrated gasification combined cycle , IGCC)发电技术是目前国际上被验证的、能够工业化的最洁净、最具发展前景的高效燃煤发电技术。它是将煤气化技术和高效燃气一蒸汽联合循环发电系统集成的一种洁净煤发电技术。煤气化废水、含硫废水是IGCC电厂气化、净化和硫回收单元所产生的特有废水,污染性较强,处理难度较大。
天津某家IGCC电厂配备一套自己废水处理系统,但由于设计进、出水水质与实际情况偏差较大,工艺路线不合理。导致每日产生约1000m?中高浓度(200mg/L~600mg/L)的氨氮废水。该厂计划在2021年建设一套新的污水处理工艺,在新的污水处理系统投入使用之前,或污水处理系统故障期间,工厂产生的高氨氮煤气化废水直接排放到污水处理厂。
天津临港胜科水务有限公司进水氨氮的设计负荷为35mg/L,总氮为70mg/L,日处理量为10000m?/d。但受该废水的影响,污水处理受到严重影响,因此,需要寻求一种简单方便有效的处理方案,来解决短期内中高浓度氨氮废水处理问题。
常用的氨氮前处理方法有吹脱法,吸附法,沉淀法以及离子渗析交换法等。然而这些方法往往需要占用较大的场地,添加额外的设备,甚至产生一些沉淀,影响后续处理。为此,本文提出一套新的氨氮预处理方案,采用折点氯化法去除氨氮,对预处理系统进行技术改造,并对预处理系统改造前后的运行实效进行对比和说明。
2 预处理系统改造前后工艺流程
改造前,来自电厂的中高浓度氨氮废水进入储水池,由储水池再进入均质池,被其他低浓度氨氮的废水稀释后进入水解酸化池。这种情况下,水厂每天只能处理600m?的中高浓度氨氮废水,由于平均进水氨氮浓度由18mg/L提高到40mg/L,导致系统运行超负荷,整体处理水量由每日10000m?下降到8000m?,并且乙酸钠的投加量增加。
改造后,将一个800m?的储水池用作预处理反应池,电厂废水与次氯酸钠溶液经过混合装置,平均以40m?/h的流速进入反应池,经过3.5h的停留反应,废水氨氮浓度可以降至50mg/L以下。然后进入均质池,与其他工业废水进行混合,再进入水解酸化池进行下一步处理。
3 预处理系统改造后运行实效
本次预处理系统改造投资少,充分利用现有的储水池、管道、电器等配套工程;工期短,从改造施工到试运行仅仅用了一周。从预处理改造后的运行情况来看,达到了预期效果,主要体现在以下几个方面。
3.1 系统运行恢复
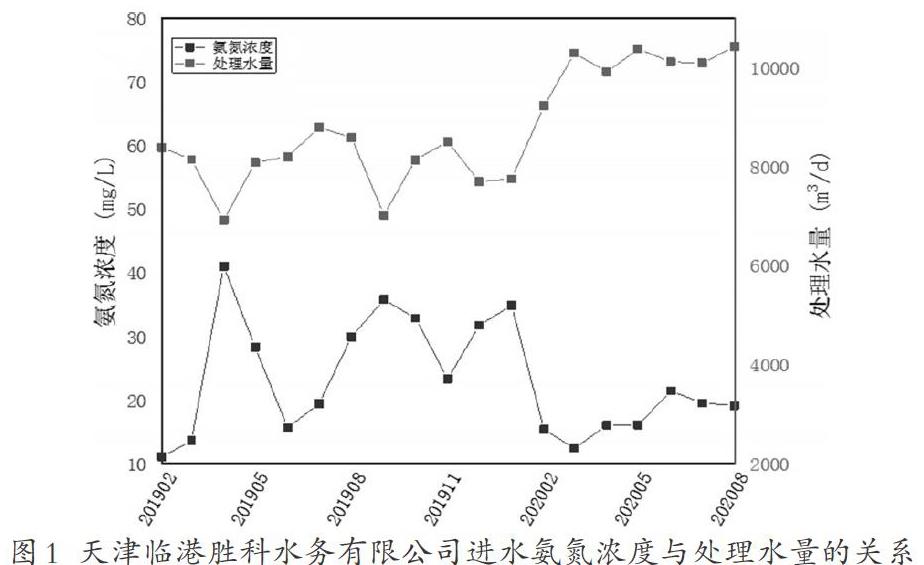
从图1可以看出,系统的污水处理能力与厂进氨氮浓度的高低密切相关。2020年2月之前,未进行预处理改造前,水厂每日处理水量最多只能达到8500m?/d,2020年2月和3月电厂停产,水厂运行系统不受高浓度氨氮的影响,处理能力恢复到10000m?/d。2020年4月到8月,电厂恢复生产,产生的废水经过预处理后,氨氮浓度和总氮浓度可以去除80%以上,系统运行可以达到最大负荷并且不会出现出水超标的情况。
3.2 能耗减少
预处理之前,为保证系统可以正常运行,高氨氮废水只能分批进入均质池,经稀释后再进入后续系统。系统在进水平均氨氮浓度35mg/L的情况下满负荷运行,为去除过量的氨氮,好氧池的耗氧量增加,3台风机需要全部开到最大以保证充足的氧气供应。反硝化过程中产生的硝氮也大幅度升高,乙酸钠投加量随之增加,乙酸钠的过量投加导致COD增大,从而臭氧氧化装置能耗提高。此时系统所能处理的最大水量也仅8000m?/d,并且各个系统都在满负荷运行,导致出水不稳定,经常出现超标情况,给水厂带来很大的损失。
经次氯酸钠预处理之后,氨氮转化为氮气,进水平均氨氮浓度在20mg/L,系统恢复稳定运转,乙酸钠用量减少,并且处理水量也提高25%,甚至更高。按照每度电0.6元,液体乙酸钠1000元/m?,次氯酸钠500元/m?,1000 m?氨氮浓度为300mg/L的废水,处理量10000m?/d计算,经预处理之后,每日污水厂可提高6000元的收益,并且系统损耗大幅度降低,可持续性更好。
4 结语
折点氯化法通常被用来处理低氨氮浓度的工业废水,与其他方法相比较,该方法具有反应速度快,脱氮效果稳定,污染小等特点。但很少有人将该方法用于中高浓度氨氮废水的处理。煤气化废水、含硫废水是IGCC电厂气化、净化和硫回收单元所产生的特有废水,污染性较强,处理難度较大。本文从实际应用出发,结合该方法,成功解决了短期内中高浓度氨氮煤气化废水处理的问题,为水厂降低了污水超标,设备高损耗的风险,并且提高了收益,为折点氯化法的应用提供了实用案例。
参考文献:
[1] 吴火强,袁国全,刘亚鹏,王相平,王璟,李相军,吴志宏.IGCC电厂水分级利用与零排放方案研究[J].中国电力,2019(2):26~33.
[2] 祁利明,赵宇,王海涛.火电厂废水处理系统氨氮超标处理浅析[J].工业用水与废水,2015(3):30~31+68.
[3] 押玉荣,王晓磊,王富民,安少锋,王伟燕,李小亚,李兴美,吴江渤,韩墨菲.污水处理厂应急加药去除氨氮的应用研究[J].中国给水排水,2019(1):107~110.
[4] 宁方敏.折点氯化法处理化工皂化污水中氨氮的实验研究[J].化工设计通讯,2020(5):227+257.
通讯作者:
万强(1993—)男,汉族,天津人,硕士,主要从事水处理研究。
作者简介:
于鑫龙(1988—)男,汉族,天津人,本科,主要从事水厂运行工艺。
高真(1987—)女,汉族,河北人,高级分析员,本科,主要从事水质检测分析。
猜你喜欢
电子乐园·中旬刊(2021年7期)2021-07-13
科学家(2021年24期)2021-04-25
科学与财富(2021年5期)2021-03-08
当代化工(2020年4期)2020-08-24
科学与财富(2020年35期)2020-03-11
中国化工贸易·下旬刊(2019年6期)2019-10-21
科技创新与应用(2016年34期)2016-12-23
科学与财富(2016年28期)2016-10-14
城市建设理论研究(2012年35期)2012-04-23
城市建设理论研究(2011年28期)2011-12-31
