焦炉气制甲醇合成催化剂使用分析
2020-11-17 04:54黄长胜朱仰明赵洪升张冬生
化工设计通讯 2020年11期
黄长胜,朱仰明,赵洪升,张冬生
(山东恒伟化工科技有限公司,山东巨野 274900)
1 概述
山东恒伟化工科技有限公司是山东铁雄新沙能源有限公司配套的焦炉气深加工企业,于2012年投入生产,甲醇合成由赛鼎工程设计有限公司设计,合成塔为大连金州重型机器有限公司制造的φ3 600/44.5×2×3 897×7 000管壳式合成塔,设计产能100kt/a,装填催化剂37.2m3,于2017年8月28日更换催化剂,因下游企业需求,2018年7月以甲醇弛放气为原料供应变压吸附提氢生产氢气,到2020年5月2日合成停车,累计运行927d,生产甲醇约312.1kt,折合每立方催化剂生产甲醇8 390.27t。
设计生产氢气是利用焦炉煤气经过脱油脱萘、有机硫加氢、脱硫脱碳、冷箱等工艺生产LNG 后的富氢气去PSA 提氢,有两级压缩,均为蒸汽拖动,根据市场变化,权衡使用蒸汽生产LNG 和发电的效益差距较大,LNG 停车后无法生产氢气,后经过技术人员讨论,利用甲醇合成的干净驰放气直接去提氢,LNG 提氢前工序均不需要开车,总体运行可靠性和经济性较好。
2 工艺简介
来自压缩的合成气(压力5.4MPa、温度60℃、总硫小于0.1×10-6),经两个串联的气气换热器与出塔热气换热到220℃以上,进入甲醇合成塔顶部;甲醇合成塔为立式管壳式反应器,管内装有合成催化剂,当合成气进入催化剂床层,CO、CO2与H2反应生成甲醇和水,通过调节汽包压力来控制催化剂床层温度,出塔气经气气换热器换热,气体温度降至97℃,再经蒸发冷却到40℃后进入水洗塔底部气液分离,气体进入洗醇塔上部,与塔顶喷淋的水逆流吸收气体中的甲醇,形成烯醇水从塔中部排出,水洗塔底部出来的粗甲醇经液位调节阀减压至0.46MPa 后送入闪蒸槽,粗甲醇中的溶解气用作转化系统的燃料气,粗甲醇送往甲醇精馏。
出水洗塔气体大部分作为循环气去合成气压缩机增压;为了防止合成系统中惰性气体的积累,要连续排放少量的循环气体作为弛放气,从水洗塔顶出来的驰放气经过洗涤塔和调节阀减压至2.70MPa 左右,外供至LNG 车间进行PSA 提氢或并入燃料气管网,合成系统压力由出水洗塔放空气和弛放气压力调节阀来控制。
原设计的LNG 生产流程,利用深冷把焦炉煤气中的甲烷冷却后生产LNG,分离LNG 之后的富氢气进入PSA 生产氢气供用户使用,主要压缩机组设计采用蒸汽拖动,蒸汽发电效益远好于LNG 生产,能否在LNG 前系统不运行的情况下,直接利用PSA 提氢,考虑到甲醇合成系统压力和富氢煤气的条件基本吻合,弛放气氢气含量68%~72%,在提高正常驰放气量的基础上,可以达到外供氢气瞬时12 000m3/h 的条件,这样在投入不多、运行费用不高的情况下,实现氢气供应和甲醇低负荷生产,使公司经济效益最大化。
3 合成系统运行情况
3.1 合成催化剂还原方案
3.1.1 还原目的
合成塔催化剂经还原后才有活性,因此合成塔催化剂在使用前,需进行还原。在低温条件下,主要是氧化铜被还原。氧化铜的还原是放热反应,其反应方程式为:

3.1.2 低氢还原操作及指标要求
(1)开启二合一压缩机,用合格N2置换系统,当O2<0.2%时,在保证空速(1 000~3 000h-1)的前提下系统充压至所需还原压力(0.5~0.6MPa),系统进行氮气循环,准备升温。
(2)开启蒸汽喷射器,按预定的升温程序进行升温,温度升至约65℃后注意出水情况,以后每半小时放水一次,认真称量并做好记录,当温度在65~80℃时,催化剂将开始逐渐释放CO2,根据分析结果,在保证塔压的前提下,采取连补连排的方式,使系统CO2含量保持在3%以下,脱除催化剂的物理水。
(3)当催化剂脱除完物理水,并且达到170℃时,便可按预定升温还原程序进行加氢还原,每半小时放水一次,认真称量并做好记录。
(4)采取连续加氢方式,加氢量由小逐渐加大,通过调节加氢量及升温速度来控制出水量,从而达到控制还原的进程,一定要控制加氢量和升温速度,防止“飞温”。
(5)整个还原过程要求温升平稳,出水均匀,直至还原趋向完成。
(6)还原过程中每半时分析一次反应器进出口气体成分并做好记录,出水量出现异常时,随时取样分析,及时调整加氢量和温度。
(7)还原过程中要严格执行“提温不提氢,提氢不提温”的原则。
(8)严格控制还原温度、压力,保持气体成分、循环量的稳定,当出水量明显减少时可适当提温,出水量高时,减缓配氢量和减缓升温速率或恒温。
(9)当温度升至230℃时,逐渐提高氢气浓度,当出水量逐渐减少直至基本消失时,可视为还原结束,恒温2h 后转为满负荷生产。
3.1.3 还原结束标志
(1)升温还原的总出水量与理论出水量基本相符,总出水量约为催化剂重量的14%~16%(还原气中含有CO 时低于此值)。
(2)合成塔进、出口的氢浓度相等。
(3)在230℃恒温,提高进塔氢浓度,催化剂床层无温升,可认为还原结束。
(4)采用以焦炉气为原料气的低压甲醇合成工艺,催化剂还原过程中,还原气以氢气和一氧化碳为主,根据催化剂还原原理,补氢初期,CO 优先参与还原反应。
3.2 合成催化剂装填后升温还原表及趋势图
合成催化剂升温还原计划表及还原出水趋势图分别见表1和图1。

表1 合成催化剂升温还原计划表
(1)开停车期间合成升压、降压速度快;
(2)长时间运行催化剂强度降低;
(3)催化剂在钝化期间空气加入量过大,催化剂局部放热后降温速度过快导致催化剂破损;催化剂卸出后的破损情况,如图2所示。
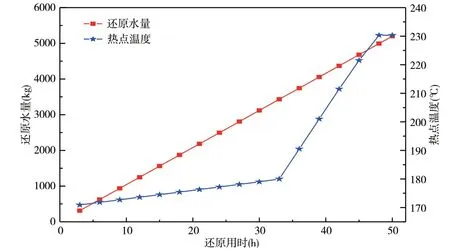
图1 合成塔催化剂还原出水曲线趋势图
合成塔铜基催化剂RK-05 装填量37.2m3,开孔耐火球(φ25的13m3、φ10的6m3)总计19m3;配氢升温还原用时共计50h,累计出水约5.2t,占催化剂重的11.2%;自2017年9月到2020年5月精醇合格率100%,各项指标均符合国标《GB/T338—2011》优等产品指标;生产运行中,粗甲醇中乙醇含量88.26×10-6,精醇中乙醇含量70.5×10-6相对稳定。2017年09月至2020年5月甲醇合成塔温度控制和产量统计如表2所示。

表2 合成塔温度控制情况和不同阶段的产量
3.3 合成加大驰放气量运行情况
根据下游生产用氢气12 000m3/h 的需要,人为加大甲醇合成弛放气量21 000~23 000m3/h,合成系统压力控制4.5~ 4.8MPa、合成塔出口温度225~239℃,氢气外供压力在2.7MPa;由于上述生产工况变化且时间较长,造成催化剂总碳转化率由开车初期的95%降至80%,CO 单程转化率由初期的55%降至30%,转化率降低的主要原因分析如下:
(1)入塔气氢碳比,开车初期为6~7,2018 年7 月降为3~3.5运行至停车,入塔气氢碳比长期偏低,存在积碳现象,对催化剂造成不可逆的影响,催化剂活性衰减加速;
(2)催化剂运行2年6个月后,铜晶粒增大,比表面积减小,吸收的毒物增多,活性降低,属于正常衰减;
(3)新鲜气中CO2含量由开车初期6%~7%增长至目前8%~9%,CO2含量偏高,不利于甲醇合成;
(4)初期弛放气量8 000~10 000m3/h,系统压力5.4~5.5MPa,弛放气量加大到21 000~23 000m3/h,系统压力4.5~4.8MPa,压力低不利于甲醇合成。
3.4 催化剂粉碎的原因分析

图2 合成催化剂卸出后催化剂分化情况
4 结语
在保证外供氢气前提下,增大弛放气流量,也带来了甲醇合成的有效气体成分流失,系统压力降低影响甲醇产量、产率。随着催化剂使用时间延长,转化率降低,甲醇产量下降。为进一步减少对甲醇合成的影响,可以提高合成塔热点温度,维持催化剂使用末期较高活性,生产更多甲醇。从最后的合成塔出口温度可以看出,还有一定的提温空间。
结合上下游装置的运行,科学合理建立相互间的联系,实现现有装置的柔性组合操作,合理确定运行方式,可以根据不同产品收益的情况下实现效益最大化,值得同行借鉴。
猜你喜欢
石油石化绿色低碳(2022年4期)2023-01-06
化工管理(2022年14期)2022-12-02
中国化肥信息(2022年3期)2022-05-05
汽车实用技术(2022年4期)2022-03-07
科技信息·学术版(2021年5期)2021-12-30
口腔护理用品工业(2021年4期)2021-11-02
小学科学(2015年9期)2015-09-28
医学研究杂志(2015年12期)2015-06-10
科学启蒙(2013年2期)2013-07-11
中国高新技术企业(2009年14期)2009-09-07