
起重机械卷筒乱绳故障分析及解决措施
2020-11-20 00:40雷雪
装备维修技术 2020年6期
雷雪
摘要:卷筒与钢丝绳均是构成起重机设备的重要零部件,钢丝绳安稳的卷绕在卷筒上是设备正常、高效率作业的重要基础,但既往有大量实践及研究发现,当多层缠绕工况下卷筒乱绳故障发生的风险明显提高。卷筒乱绳故障若不能被及时解除,一方面还会减缩钢丝绳寿命,另一方面也会对作业人员生命安全构成威胁。文章在阐述起重机卷筒类型及作业原理基础上,针对卷筒乱绳常见故障成因加以分析,探究相关解决措施,以供同行参考。
关键词:起重机;卷筒;乱绳故障;解决措施
卷筒与钢丝绳是卷扬减速机内的核心构件,卷扬减速机性能指标关系着起重机械运行安全性、工效,卷筒乱绳是卷扬减速机运转阶段的常见故障类型,近些年国内外众多学者纷纷开展了卷筒乱绳故障成因的研究工作,并探究了相关应对方案,已取得一定成绩。钢丝绳若能在各个层面上的排列有一定规律可循,则可以较明显的延缓自体使用年限,但我们都知道,钢丝绳奇、偶数层交叉缠绕,故而增加了法兰空挡、折现交叉部位乱绳现象发生的风险。
1、卷筒类型及其运转原理
当下,市面上销售的卷筒产品类型繁多,以配重式、变频式、力知式等较为常见。从宏观层面上,可以把卷筒分细化为如下两种类:(1)弹簧驱动式卷筒,其经常被用于调控电缆线的收放过程,该类卷筒在起重机内有较广泛应用;(2)电机驱动式卷筒,针对其作业机理可以做出如下阐释:力矩电机持有输出变转矩的属性,在高、低速运转状态下分别会传送出小、大转矩,以上这种机械属性能较好的迎合卷筒正常运作的主观需求。当机械设备正向毗邻水平地面锚位时,力矩电机将会步入至正常的运作状态中,利用减速机对转矩实施放大处理措施以后驱动卷盘旋转过程,卷盘运转阶段将会完成收卷电缆线的任务[1]。伴随电缆卷绕内径的持续增加过程,力矩电机的运转速度有跌落趋势,且还能对外输送出与之相对应的偏大转矩,借此方式去提升大型机械设备运转速度和确收揽速率两者的统一性,自始至终均能维持固定不变的收揽张力。当机械设备逆向运转和地面电缆相背离时,力矩电机电动势方向恒定不变,在以上过程中设备拖拽电缆会形成逆向转矩,且正向转矩明显低于反向转矩,在这样的工况下可以伴随设备运转过程同步释放电缆线。
2、起重机械卷筒亂绳故障成因与解决措施
2.1钢丝绳入绳角度偏大或偏小
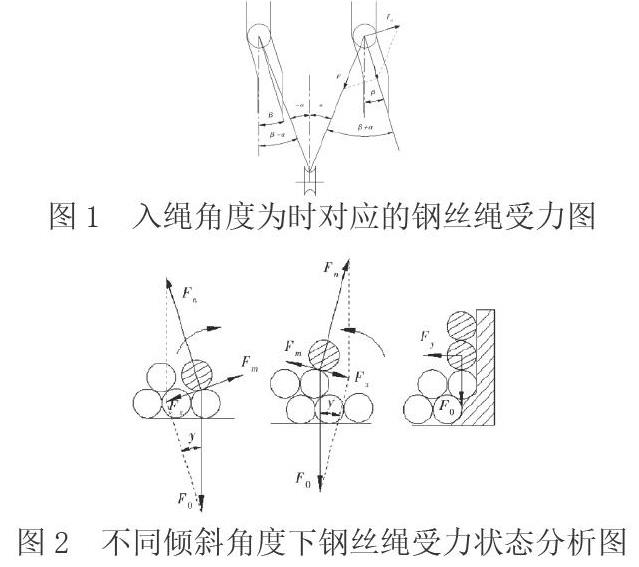
钢丝绳入绳角度大小是影响排绳效率高低的主要因素之一。在图1内, 对应的是折线部螺旋角度,入绳角度( )可以是正数,也可以是负数,针对钢丝绳相对绳槽形成的偏斜角度,可以采用 ± 表示。F对应的钢丝绳设施持有的张紧力。Fa是相毗邻钢丝绳面对缠绕钢丝绳情况时形成的侧向力,由如下公式[2]:
Fa=Fsin( ± )
从理论层面上分析,在侧向力Fa的挤压作 钢丝绳缠绕能达成轴向进给目标。F0代表的是钢丝绳单位长度上形成的径向压力,本文为使论述内容更具简洁性,将其转化为一个位点的受力。见图1,μ代表的是钢丝绳之间持有的摩擦因数。Fx是F0顺沿钢丝绳交点切线方向形成的分力。Fm是两个相毗邻钢丝绳对缠绕钢丝绳形成的摩擦力。图1(a)、(b)、(c)分别对应的内偏斜角度为 — 、 + 、 <0.5°时对应的受力状态。
当入绳角度 在0.5~1.5°区间内取值时,见图1(a),Fx
2.2卷筒节距与钢丝绳内径不配套
卷筒节距与钢丝绳内径不配套是诱发多数排绳不良问题主要因素,进而会增加勒绳、爬绳、跳绳等诸多不良现象发生的风险、针对该类问题,依照既往经验,建议把钢丝绳内径公差控制在+2~+4%区间内,最适卷筒节距数值是钢丝绳内径的1.045倍。
2.3卷筒加工准确度超差
卷筒法兰垂直度超出误差限定区间、卷筒绳槽欠缺均匀性等问题,均可能会诱发卷筒排绳不良情况。为减少或规避以上不良状况,应组织人力定时检测铸造卷筒模具,早期发现规格超差的情况,及时予以调换。
2.4钢丝绳型号选择欠妥当
钢丝绳内径公差值偏大、收缩率过高、质地过于坚硬及未能严格依照相关规范选择钢丝绳型号等,均对钢丝绳乱绳、咬绳发生发展过程有一定贡献率。建议加大钢丝绳收缩率的调控力度,力争<1%。在经济条件许可时,建议选用压实钢丝绳,主要是因为该类构件能更彻底的消散捻制应力,表层顺滑,和绳槽构件之间能形成较大的接触面积,可以降低钢丝绳勒绳、咬绳等情况的发生率。
2.5对钢丝绳没有进行预紧处理
钢丝绳内部有一定张力,若未经预紧工序处理就讲其直接缠绕于卷筒上,则将会诱导底层钢丝绳缠绕状态疏松的问题,当有一定力量施加在上层钢丝绳时,下层缠绕不得钢丝绳被挤压扁的风险就会相应增加,情节严重时候会损伤钢丝绳完好性。
结合文献报道及笔者过往实践历程,针对钢丝绳的预紧拉力值,要求其不低于钢丝绳工作荷载的10%[3]。在实践中,要求操作人员立足于工况测算出预紧力值。首层的预紧力起着关键性作用,为便于应用,若断定起重机运行工况较为简单时,则推荐使用
偏短的钢丝绳,在确保安全圈充足的基础上,截掉冗余的钢丝绳。
结束语:
诱发卷筒乱绳故障的因素并不唯一,和起重机设备的运行工况、各个构件安装标准要求、卷筒设计加工及钢丝绳材质等均存在一定相关性。当下,业内针对卷筒乱绳故障的应对方案尚未做到尽善尽美,而若能严格依照相关规范设计要求、工况特征等完善设计、加工及使用过程,则通常能取得较好的防控效果。
参考文献:
[1]马平,廖明易,王志勇.起重机械用绳排索具力学与疲劳特性研究[J].广东工业大学学报,2016,33(05):65-68+76.
[2]倪秋良.起重运输机械钢丝绳的选型与使用寿命探究[J].现代制造技术与装备,2016(03):49-50.
[3]史洪卫,史胜海,周锋,强超.对桅杆式起重机的几项革新改造[J].石油化工建设,2015,37(06):69-70.
猜你喜欢
中国电气工程学报(2020年12期)2020-10-27
名城绘(2019年10期)2019-09-10
设计(2017年13期)2017-10-31
课程教育研究·学法教法研究(2016年21期)2016-10-20
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
企业文明(2016年8期)2016-05-14
智能制造(2015年8期)2015-10-15
