
失重给料控制系统的研发与应用
2020-11-21 01:16胡国军
有色冶金设计与研究 2020年5期
郑 忻,胡国军
(1.江西铜业集团公司 贵溪冶炼厂,江西贵溪 335424;2.中国瑞林工程技术股份有限公司,江西南昌 330038)
在闪速冶炼过程中,失重给料系统主要用于对铜精矿的连续精准输送。干燥好的铜精矿经失重给料系统直接输送到闪速炉反应塔内与工艺风混合反应,生成冰铜与渣,从而完成铜精矿的熔炼过程。江西铜业集团公司贵溪冶炼厂一系统闪速炉使用的失重给料系统于2001 年年度大修期间改造完成,其系统核心控制器使用已长达19 年,存在版本老旧、备件供应渠道单一、备件价格昂贵(型号已非最新量产型)、备件采购周期长等诸多问题[1]。国外集成商针对此问题给出的更新方案是仍采用专用控制器,没有彻底解决备件供应的问题,且控制方案为内部集成方案,灵活度极低,已难以满足工厂高产能对稳定性提出的更高要求。因此,有必要研究开发一种技术先进、基于通用控制器(如PLC)的铜精矿失重计量控制装置,取代现有的控制器,提高控制系统的稳定性和可维护性,确保闪速炉长期安全、稳定运行[2]。本文简述了一种替代原有进口系统控制部分的失重给料控制系统的研发与应用。
1 失重给料系统工作原理
失重秤是一种间断给料、连续出料的称重设备,是一种能对质量、流量进行连续测量的控制装置,在冶金、矿山、化工、水泥等行业得到了广泛应用[3]。失重给料系统过程可分为两个阶段:1)加料阶段。当计量仓内的物料质量低于设定的下限值时,则进入加料阶段。此时计量仓顶部的加料阀打开,物料在重力作用下进入计量仓,同时与布袋连通的排气阀打开以释放计量仓内因物料体积增加而升高的压力。在此阶段中螺旋给料机的转速保持恒定。2)排料阶段。当计量仓内的物料质量高于设定的上限值时,加料阀关闭,螺旋转速解除锁定并交由控制器控制。通过持续控制下部给料螺旋转速,控制单位时间内排出精矿的流量,从而达到稳定给料的目的[4]。由于计量仓内物料体积持续减少而产生的负压由此时打开的吸气阀吸入空气来平衡。两个阶段交替重复,完成连续给料的过程。 失重控制过程见图1。
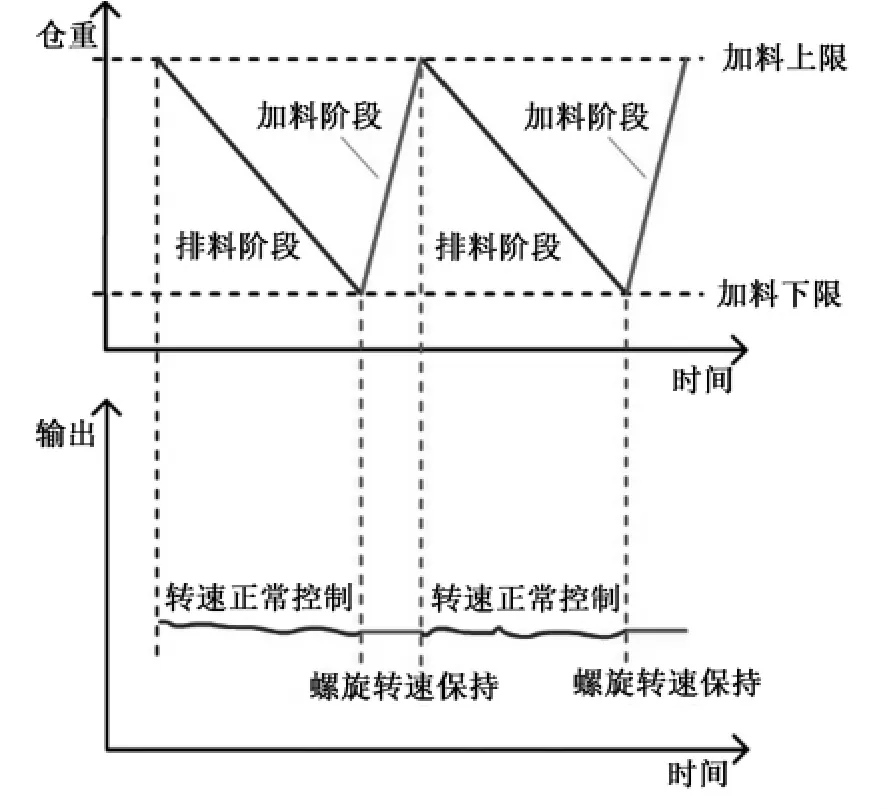
图1 失重控制过程示意
2 系统框架设计
经过近年来国内一些设备制造商对失重计量称重技术的深入研究,绝大多数失重给料系统的集成厂商采用失重控制仪表处理核心算法并控制螺旋转速、PLC 控制辅助设备的整合方式[5]。但如果采用这种方式,核心技术仍然掌握在失重控制仪表厂家手中,在不满足控制稳定性要求的情况下,冶炼厂无法对其进行优化。因此,此次研发的重点是在设计上将系统的基本组件定为PLC 控制,设备均采用市面上成熟、通用的产品;且所有算法及控制都通过PLC来实现。其优点是:相比动辄数十万的设备费用,通用设备的预算更加公开透明;而通过PLC 来实现算法及控制,能使冶炼厂结合自身维护失重给料系统的经验,针对实际使用过程中遇到的不同情况进行优化控制。
为提高关键设备可靠性,保障关键设备安全、稳定运行,此次贵溪冶炼厂自主进行的失重给料系统框架设计突破性地采用了“冗余称重信号转换器+冗余PLC 控制器+冗余电源”的配置,避免了单一硬件故障而导致系统停运的风险,确保了系统的高可靠性。 集成商提供方案与自主设计方案对比见图2。
3 控制方案及算法
由失重给料的系统工作原理可知,其控制主要分为两个部分,一部分为螺旋给料机的转速控制,一部分为加料阀、呼气阀、吸气阀等阀门的控制。
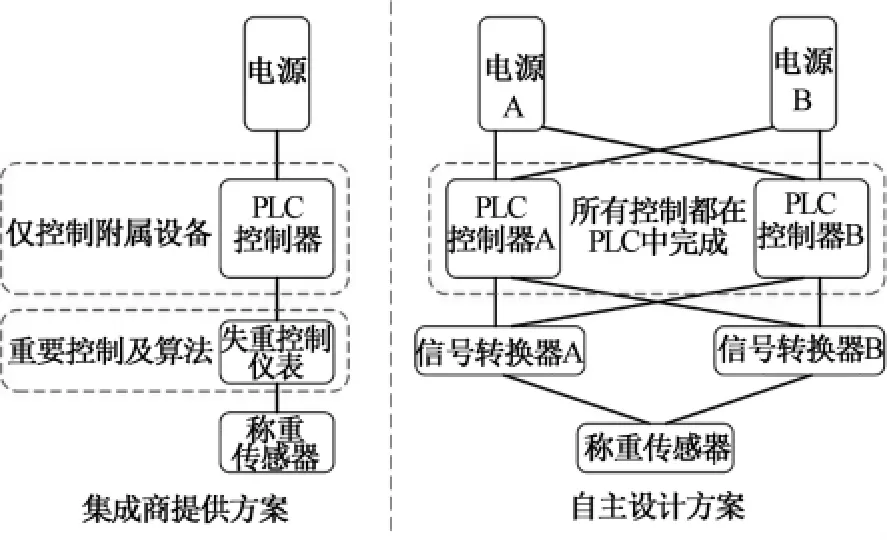
图2 方案对比
3.1 转速控制
螺旋给料转速控制涉及瞬时给料量的算法,这是整个系统的控制核心,也是给料量稳定性的重要保障。如果采用失重控制仪表来计算瞬时给料量,与原进口成套系统一样需要依赖仪表厂家,核心控制程序无法查看,大部分控制参数无法在线修改,因此本系统中采用PLC 完成所有控制方案及算法。
瞬时给料量M 的算法见式(1):

式中:m1为计量仓内当前物料质量;m0为在之前某一时刻计量仓内物料质量;Δt 为m1与m0取值的时间间隔。
在给料过程中称重传感器对失重仓不间断地进行称量,并将数据实时传输到控制器,并将每个单位时间内的瞬时给料量与设定值进行比较[6]。
加料期内,m1-m0为负值,无法正确反应出一定时间间隔内物料的质量损失,因此在加料期内计算停止,螺旋转速控制固定在进入加料期的瞬间。当进入排料期后,计算恢复,螺旋转速也恢复正常控制。所以螺旋转速的控制实质上是一个间歇性的闭环控制,系统中使用工业控制领域中应用最广泛的PID(比例—积分—微分)控制块来实现,在PLC 中组态实现排料期内PID 控制块的启用与加料期PID 控制块的停用即可。
由于称重传感器的灵敏度较高,现场受震动、物料特性变化、信号干扰等诸多环境因素的影响,直接计算得出的瞬时给料量波动很大,不宜直接用于PID 控制。因此本系统采用了加权递推均值滤波的方法对计算值进行处理,弱化干扰所带来的影响,对于稳定控制螺旋转速起到了积极的作用。
3.2 设备控制
设备控制动作条件单一,与通断阀控制料位的逻辑相似,无需做过多的信号处理,故系统中用简单的SR(复位优先型SR 双稳态)触发器来实现。再由组态SR 触发器输出的设备控制中间线圈来驱动其它设备的动作以及螺旋转速控制PID 的启停。
4 系统实验及应用
为测试系统运行质量,搭建了1 套简易的失重计量装置,包含计量仓、计量仓支架、计量仓拉杆、称重传感器、传感器拉杆、进料阀、出料阀等设备。装置采用2 个悬挂式称重传感器,将计量仓及其中的物料质量悬挂于传感器上。称重传感器感应到的质量随计量仓内物料不断减少而减少,通过计算单位时间内传感器感应到的质量损失的数值即可得出对应的物料流量。在物料进行连续输送时,失重计量装置能够满足其连续测量及高测量精度的双重要求。失重计量实验装置见图3。
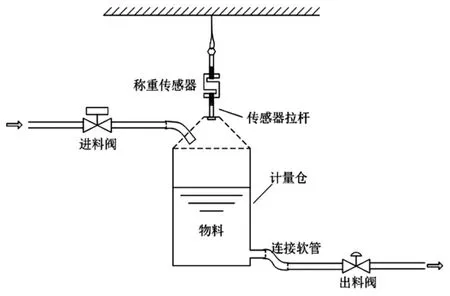
图3 失重计量实验装置
该实验装置针对基础失重给料控制系统进行了7×24 h 不间断运行测试,以及模拟现场震动抗干扰性能测试。实验结果证明控制系统完全能满足上线使用需求。
江铜集团贵溪冶炼厂一系统闪速炉利用2019年渣直排改造的机会,在不改变现有失重秤现场机械部件、装备结构的基础上,将原有进口专用控制器成功替换为上述自主研发的失重给料控制系统,完成了失重给料系统大脑的整体替换。上线后的失重给料控制系统集成了与DCS 系统的通讯功能,使工艺人员在DCS 操作界面上能够直接对失重给料控制系统中与工艺相关的参数进行修改和调整。替换前后给料量趋势对比见图4。
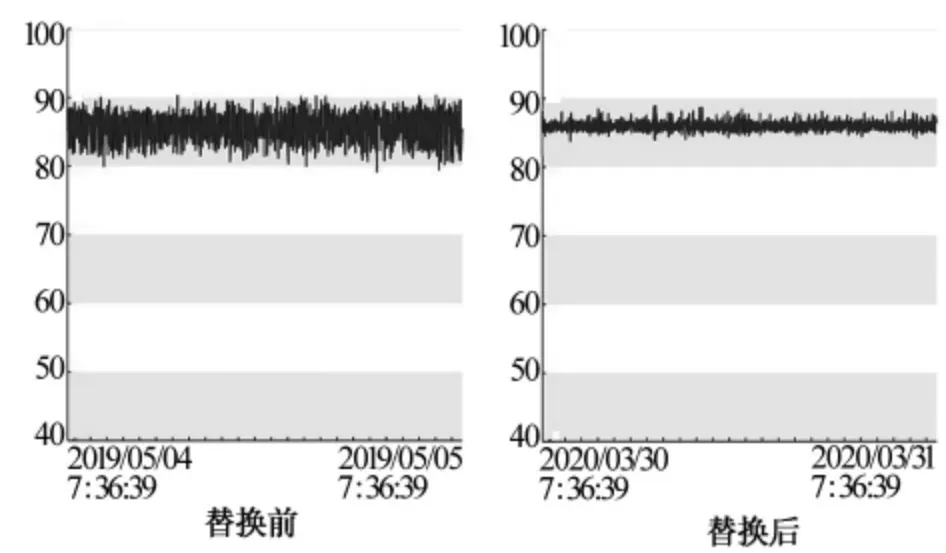
图4 替换前后给料量趋势对比
改造后的系统进一步增强了系统开放性和控制的稳定性,而系统中关键硬件的冗余配置也提升了系统的可靠性,大幅降低了由于控制系统因素对闪速炉投料量及炉况的影响,运行至今尚未出现过因控制系统原因导致的停车事故。降低了系统后续备件成本,便于合理安排检修计划,有效地提高了闪速炉作业的稳定性,具有很好的推广使用价值。
5 结论
失重给料系统是生产中的关键设备,其运行是否稳定直接关系到产品品质的好坏,高可靠性、开放性的控制系统是提高失重给料系统稳定性的重要保障。自主研发的失重给料控制系统的成功上线应用,摘掉了贵冶失重给料控制系统依赖进口的帽子,给失重给料控制领域带来了贵冶方案。
猜你喜欢
煤气与热力(2021年12期)2022-01-19
中华养生保健(2020年5期)2020-11-16
红领巾·探索(2018年10期)2018-11-14
特别健康(2018年4期)2018-07-03
消费导刊(2017年24期)2018-01-31
照明工程学报(2017年2期)2017-05-02
数学大王·低年级(2015年6期)2015-07-09
医学研究杂志(2015年5期)2015-06-10
现代企业(2015年2期)2015-02-28
筑路机械与施工机械化(2014年4期)2014-03-01
