
起重机主梁上拱度的调整方法
2020-11-23 09:17段兴梅张一钧
湖北农机化 2020年18期
段兴梅张一钧
(1.宁夏建设职业技术学院,宁夏 银川 750021;2.国家能源集团宁夏煤业有限责任公司,宁夏 银川 750021)
1 主梁上拱度加工工艺
通用桥式起重机主梁上拱度一般来说从以下3方面来控制:主梁腹板下料和主梁组装焊接以及主梁修整。
(1)主梁腹板下料预制上拱度并且预制拱度按二次抛物线放样,利用计算机辅助设计以及计算各相应高点。
(2)主梁组装定位焊接后要检测其上拱度值,并且根据检测结果确定四条主角缝的焊接顺序,这样就控制拱度变化方向及大小。
(3)主梁修整是对焊接后主梁上拱度及旁弯的修正。起重机拱度矫正主要有火焰矫正法、预应力法矫正、重复施焊矫正、切割矫正、增加钢材稳固法等多种修正调整方法。
在以上3个控制环节中,主梁腹板下料是事前控制,主梁组装焊接是预制上拱度的事中控制,主梁修整是事后控制。所以,加工生产及控制的主要环节在主梁腹板下料与组装焊接。
通用桥式起重机主梁加工制作流程是:腹板拼接接长→腹板数控切割下料→主梁上下盖板数控下料→主梁上下盖板接长焊接→主梁上盖板划线立筋板→焊接筋板→上腹板一焊接里皮→扣下盖板→测量主梁上拱度→焊主梁腹板腰缝→修梁交检。“测量主梁上拱度”之前,主梁的上拱度主要靠腹板数控切割下料与合理的焊接顺序进行控制。但是在生产过程中各种因素,如主梁的跨度、刚性、自重等造成主梁上拱度或大于、或小于《通用桥式起重机制造国家标准》规定要求,最后可通过控制焊接主梁腹板腰缝的方法,来调整桥式起重机主梁上拱度。
2 上拱度小时调整方案
以22.5m通用桥式起重机,主梁材质为Q345B为例,通过对焊接腹板腰缝放置位置与支点的变化来调整主梁上拱度。
(1)当预制主梁的上拱度小于《通用桥式起重机制造作业指导书》时的调整。
(2)焊接前清理工件表面水锈和油污,以免焊缝产生气孔。
(3)使用两台ZD5-630B型埋弧自动焊机,HO8Mn2siA焊丝直径1.6mm,焊丝在焊接前要清理油污水锈。选用HJ431型焊剂,使用前必须在250℃烘干,并保温1~2h。
(4)把支承放到焊接主梁下盖板中心位置,先焊接主梁下盖板腰缝,角焊缝焊角高度8mm。
(5)焊接电流200~230A,电压25V,焊接速度20m/h,两台埋弧焊机选择相同参数,对称时从一端向另一端焊接(见图1,预制拱度小于规定)。
(6)焊接结束后,冷却后测量起重机上拱度Δh。
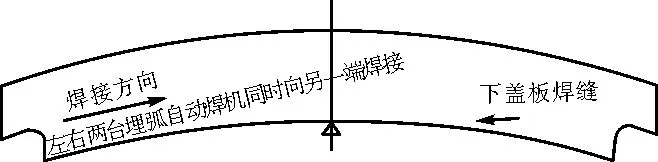
图1 预制后拱度小于规定
(7)在上述操作后,如果起重机的主梁上拱度比《通用桥式起重机制造作业指导书》规定还小,焊接起重机上盖板腰缝时,可将主梁翻个底朝天。具体要求如下:支点向主梁两端移动,主梁上盖板腰缝角焊缝高度8mm。使用两台ZD5-630B埋弧自动焊机,直径1.6mm,焊接工艺同上述要求,不同处是将两台焊机左右对称布置,同时同速度从一端向另一端焊接,这样焊接可以补偿主梁上拱度值8~10mm左右(见图2,焊后拱度小于规定)。
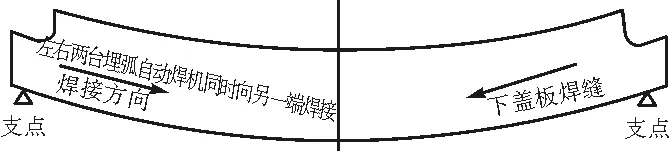
图2 焊后拱度小于规定
3 上拱度大时调整方案
(1)当预制主梁的上拱度大于《通用桥式起重机制造作业指导书》时的调整。
(2)焊接前清理工件表面水锈和油污,以免焊缝产生气孔。
(3)使用两台ZD5-630B型埋弧自动焊机,HO8Mn2siA焊丝直径1.6mm,焊丝在焊接前要清理油污水锈。选用HJ431型焊剂,使用前必须在250℃烘干,并保温1~2h。
(4)把支承放到焊接主梁下盖板中心位置,先焊接主梁下盖板腰缝,角焊缝焊角高度8mm。
(5)焊接电流200~230A,电压25V,焊接速度20m/h,两台埋弧焊机选择相同参数,对称时从一端向另一端焊接(见图3,预制拱度大于规定)。
(6)焊接结束后,冷却后测量起重机上拱度Δh。
图3 预制后拱度大于规定
(7)在上述操作后,如果起重机的主梁上拱度比《通用桥式起重机制造作业指导书》规定还大,焊接起重机上盖板腰缝时,可将主梁翻个底朝天。具体要求如下:支点向主梁两端移动,主梁上盖板腰缝角焊缝高度8mm。使用两台ZD5-630B埋弧自动焊机,直径1.6mm,焊接工艺同上述要求,不同处是将两台焊机左右对称布置,同时同速度从一端向另一端焊接,这样焊接可以减少主梁上拱度值10~13mm左右(见图4,焊后拱度大于规定)。
图4 焊后拱度大于规定
4 结语
起重机主梁上拱度不符合规定调整的方法很多,过去常采用火焰加热矫正,由于对操作人员技术水平要求高,火焰加热温度与速度不易掌握,矫正效果不理想,经常出现主梁盖板、腹板因火烤表面产生波浪,平整度差,在经过静载、动载试验或长期使用及自然失效,火焰矫正产生的上拱度也随之消失。本文通过合理安排主梁放置位置,利用焊接变形达到调整主梁拱度的目的,不仅成本低、效率高,调整后的拱度不会慢慢消失,此做法有一定的推广意义。
猜你喜欢
沈阳工业大学学报(2022年4期)2022-07-28
北京航空航天大学学报(2022年5期)2022-06-06
建材发展导向(2022年1期)2022-03-08
纺织器材(2021年5期)2021-11-11
山西交通科技(2020年4期)2020-09-30
焊管(2020年7期)2020-08-18
沈阳工业大学学报(2020年4期)2020-08-01
棉纺织技术(2019年5期)2019-12-31
汽车实用技术(2019年17期)2019-09-21
科技创新与品牌(2017年3期)2017-04-27
