滚珠旋压成形技术在镁合金成型中的应用
2020-11-24 04:06李维壮张德真李晓燕许镱巍赵春江
重型机械 2020年5期
李维壮,张德真,李晓燕,曾 光,许镱巍,赵春江
(1.太原科技大学 重型机械教育部工程研究中心,山西 太原 030024;2.太原科技大学机械工程学院,山西 太原 030024;3.武警北京市总队参谋部,北京 100027)
0 前言
滚珠旋压是一种利用滚珠对管坯进行挤压的旋压工艺。作为一种特种加工工艺,其工艺特点在于连续塑性成形,变形面积小,所需旋压力低,且使用设备易操作、不容易损耗[1]。对常规工件加工时,可对普通机床进行简单改造,就可加工制造小直径薄壁管。因此在精密制造行业,应用前景十分广泛,许多专家学者都对该领域进行了一定的探索与研究。但目前,加工大尺寸薄壁管类零件的设备仍然较少,而且在滚珠旋压过程中,工件与设备的运动状态、工艺参数的选择、成形件质量控制等方面的研究皆存在一定的短板。
滚珠旋压主要加工变形难度高的金属材料,而镁合金在室温下不易变形,且在各工业领域中对变形镁合金的需求很大,故滚珠旋压工艺是加工镁合金的不错选择。例如,采用大直径薄壁管旋压后沿母线剪切展开的方法,来生产镁合金薄板,这样可避免传统制造工艺中的边裂现象。在美国、欧洲等国家,已用该方法获得金属薄带。
本文主要介绍了滚珠旋压的成形原理、特征及常见的滚珠旋压设备,并阐述了镁合金在滚珠旋压上应用的优势及发展前景。
1 滚珠旋压的成形原理及特征
图1为正旋滚珠旋压示意图。由于管件受到滚珠的挤压,在变形部位产生了旋压力。滚珠在模环内不停的自转和公转,同时芯轴朝模环方向运动,从而管件实现连续变形[1]。
在滚珠旋压过程中,因为变形区的变形较小,管坯在旋压变形过程中受到的作用载荷较小,且反旋变形区在压缩变形状态下呈三个方向变形,所以滚珠旋压时管坯很少发生滑动摩擦。滚珠旋压工艺与旋轮旋压工艺相比,在加工时旋转轴线是固定不变的[2]。在旋压过程中,滚珠既可以实现公转又可以实现自转,所以管坯表面光洁度高,通过此方法生产得到的管件结构较为稳固。此外,管件在加工过程中受到的旋压力是均匀的,这是因为滚珠在模环内呈阵列分布,所以在一定程度上管件减小了扩径现象,保证了稳定旋压,能得到质量高的管件。
滚珠旋压制造的管件直径通常2~200 mm之间,经加工后管件壁厚在0.04~1.5 mm之间,整体减薄率可达90%以上。滚珠旋压多用于加工变形难度大,熔点较高的金属材料。因为该工艺制造过程所用时间较少,生产的零件精度较高,加工生产中不产生废料,所以材料利用率高,产品抗拉强度较高,生产的管件长度可达原管坯的1.2~1.5倍。传统制造技术已经不能满足零件塑性能力欠佳、但精度要求较高的加工,旋压工艺往往能很好的解决这类问题。
2 滚珠旋压技术研究进展
2.1 旋压机组及大型装备的研究现状
由于滚珠旋压的模环机械结构不复杂,便于加工,且一般机床经过简单改造,就可用于加工制造。因此,与传统旋压机床相比,制造一台滚珠旋压机床的费用较低,可用来大规模生产[3]。滚珠旋压机床一般情况下,可划分两种形式:卧式滚珠旋压机,如图2所示;立式滚珠旋压机,如图3所示。
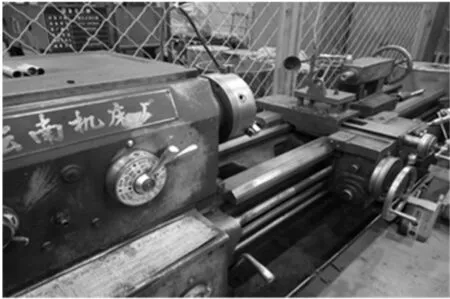
图2 卧式滚珠旋压机

图3 立式滚珠旋压机
立式滚珠旋压机的构件一般是三梁四柱形,其具有良好的刚度,加工过程中不易产生振动。常见的有:型号为GX-85的立式旋压机和型号为XY15-110的立式滚珠旋压机等[4]。为减少工业制造成本,一般生产规格较小的零件时,把卧式机床经过简单改装就可用来加工生产。相比与立式旋压机床,卧式滚珠旋压机床不易安装滚珠。常见的卧式滚珠旋压机有型号为RF-30的旋压机和型号为LXC40-150的旋压拉拔机[5]。
在设备的研发与改进方面,C.Sakaisha[6]提出了一种用滚珠旋压工艺形成管道内螺纹的设备。我国的第一台数控旋压设备诞生于20世纪80年代;张士宏等人[7]研究了型号为CNC的数控滚珠旋压机,该旋压机能够自动移动滚珠,使滚珠能到达指定位置,方便加工制造;赵春江等[8]在现有技术机体中增加轴向负载装置,提高了高速滚珠旋压机电主轴的轴向承载能力,开发出轴向重载的滚珠旋压设备;王琛等[9]为解决人工向滚珠旋压模具中布放滚珠对称性差、速度慢的技术问题,设计开发出可快速、均匀布放旋压滚珠的装置。
目前,随着精密机械行业的不断发展,对零件加工质量的要求不断提升,滚珠旋压机与自动技术的结合,可以提高产品质量、提升生产效率以及实现工业自动化生产,对于精密制造领域有极大的推动作用。
2.2 成形技术的研究进展
2.2.1 制造工艺方面取得的进展
旋压技术的最早应用是在我国的陶瓷制造工艺中,随后在13世纪左右,欧洲的制造领域开始引进、应用;1760年后,旋压技术在金属加工中应用愈发广泛。我国旋压技术起源于20世纪50年代,到20世纪80年代中后期,国内旋压技术的研究转变为强力旋压和普通旋压,国内张涛[10]对旋压技术进行了系统性的总结。
赵云豪[10]系统的总结了旋压技术,并对多种合金材料的组织性能进行了研究。李彦利[11]对TB2钛合金回转件进行了减薄旋压实验,探讨了钛合金锻、挤压坯料旋压后的组织、强化效果及塑性变形规律;同时研究了固溶、时效温度对其组织性能的影响。徐文臣[12]针对双向轧压效应的钛合金热强旋过程,深入研究了组织和织构的演变机理及性能控制;并探索了异形金属复合旋压的成形机制、界面热阻的影响机理。蒋成宝和王敬民[13]制备了不同转速,相同旋压方法的Ni-Mn-Ga合金多晶薄带,研究了旋压速度对合金组织、相变和磁化强度的影响,以及旋压速度与马氏体、饱和磁场强度等的关系。李德富等[14]利用光学显微镜,扫描电子显微镜和万向拉伸试验机对Ni-Cr-Mo合金铸造、旋压和固溶处理后的组织和性能进行了研究和比较。张婷婷[15]、张媛琦[16]分别对AZ31镁合金和AZ91镁合金筒形件进行强力旋压,研究其组织演变规律,并用纳米压痕试验仪对不同旋压道次筒形件的微/纳力学性能进行测试并分析其强化机理。
滚珠旋压是强力旋压中的一个分支,在1950年左右应用于国外的精密制造中,随后我国引入并加以研究,马振平[1]汇总了关于滚珠旋压技术的科研结果以及创新点。
江树勇[17]获得镍钛形状记忆合金在应变速率和变形温度下的真实压应力-应变曲线,研究了镍钛形状记忆合金在热变形下的力学行为。通过微观结构的演化研究了镍钛形状记忆合金的动态恢复,获得镍钛形状记忆合金动态恢复与温度、应变和变形程度之间的关系。詹梅[18]分析了TA15钛合金在不同速率下的几何精度和微观结构,分析了偏移速率和加热温度对加热剪切旋压件的影响机理。张士宏[19]分析了在滚珠旋压过程中,管件内部会产生螺纹等缺陷的原因,同时研究了管件的组织性能。M.Kuss[20-21]为了分析管件表面纵向开裂这一情况,建立了有限元模型对此进行研究。此外,对薄壁管进行扩径模拟与实验。Ayman A.Abd-Eltwab[22]等人以内花键轴套为研究对象,运用滚珠旋压技术进行加工制造,并对该工艺进行了理论和实践研究。
2.2.2 旋压基本参数计算模型
金属旋压工艺是弹塑性变形工艺,在加工制造过程中,旋压力、力矩及功率对于加工设备的选用至关重要(如电动机等);同时,其力学、动力学特征也对加工参数的选择起到了至关重要的作用,而参数的选取则直接决定了成形件的质量。而滚珠旋压时,其变形过程十分复杂,分析时需要综合塑性力学、摩擦学、动力学等方面的知识。因此,精确分析其运动及力学特性具有重要意义。
M.I.Rotarescu[23]学者推导了滚珠旋压力的数学表达式。同时,建立了滚珠旋压的有限元模型,并对该过程进行模拟仿真。但由于该有限元模型结构复杂,因此变形接触面积计算误差值大。T.Sumitomo[24]等得到了基于上限元法的内找旋压力的计算要点。
康达昌、李茂盛,颜永年等[25]基于圆弧形冲压头压入半无限体时的平均接触压力计算方法,在讨论了其与球形冲头压入空间半无限体时的接触压力的变化趋势后,间接推导出了滚珠旋压力的计算公式,但由于其忽略了滚珠轴向进给所需的压痕力,因此计算结果存在较大误差。Harris[26]建立了高速滚珠旋压拟动力学模型。为了讨论陀螺转矩和离心力对套圈位移的影响,王中堂[27-30]团队研究了薄壁管的塑性变形规律。在此基础上,分析了工艺参数与薄壁管旋压变形之间的关系,并模拟了旋压过程中稳定的金属流动与滚珠旋压角的关系,给出AZ31镁合金加热变形后的应力本构公式。
江树勇[31-33]团队以镍钛合金管件为研究对象,建立了滚珠旋压有限元模型,并实现模拟。此外,该团队采用有限元分析计算方法,对旋压加工过程进行了分析,并对该过程的变形准则进行了研究和讨论。W.Kwasny[34]等人构造了高速滚珠下的动态响应模型。对该模型的轴向预紧力设置了不同的参数,进而分析了离心力和转矩与套圈位移之间的关系。
赵春江学者[35]求解了滚珠与管坯之间的三向旋压力。其求解过程为,观察滚珠在空间的运动轨迹,建立了边界方程。但由于该方程考虑外界因素不多,以及对加工材料的简化,这将在一定程度上导致计算结果的误差。
熊杰[36]基于旋压过程中滚珠与模环、管坯接触点切向不滑动的运动状态假设,提出了一种利用滚珠的力学-运动学方程耦合的高速滚珠分析方法,并结合旋压过程中的动力学特征,构建了高速滚珠的拟动力学模型,随之利用蜂群算法基于C++平台编程求解出了其运动学及力学参数。图4为滚珠空间运动与受力状态示意图。
目前来讲,将力学-动力学特征综合考虑,构建耦合方程组,从而获得其力学及动力学特性的办法较为准确。但由于滚珠旋压的复杂性与专业性,其加工过程中的理论分析认识仍然较为缺少,有待进一步研究。
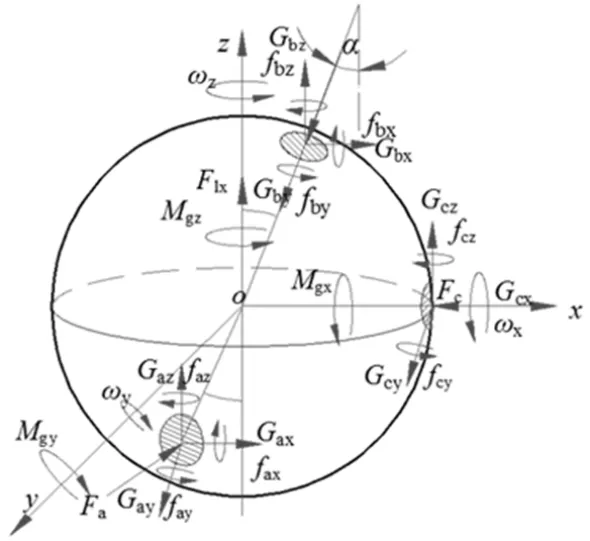
图4 滚珠空间运动与受力状态示意图
3 旋压技术在镁合金方面的优势和发展前景
3.1 镁合金在滚珠旋压技术上的应用优势
镁合金在结构合金材料中是最轻的,具有比强度高、弹性模量大、冲击承载能力大、耐碱腐蚀等优点。镁合金材料在精密机械制造、高科技等领域起着日益显著的作用,同时,该材料具有可回收性等优势,因此被称为“21世纪的绿色环保结构材料”。图5为AZ31 镁合金挤压态管材的挤压态显微组织。
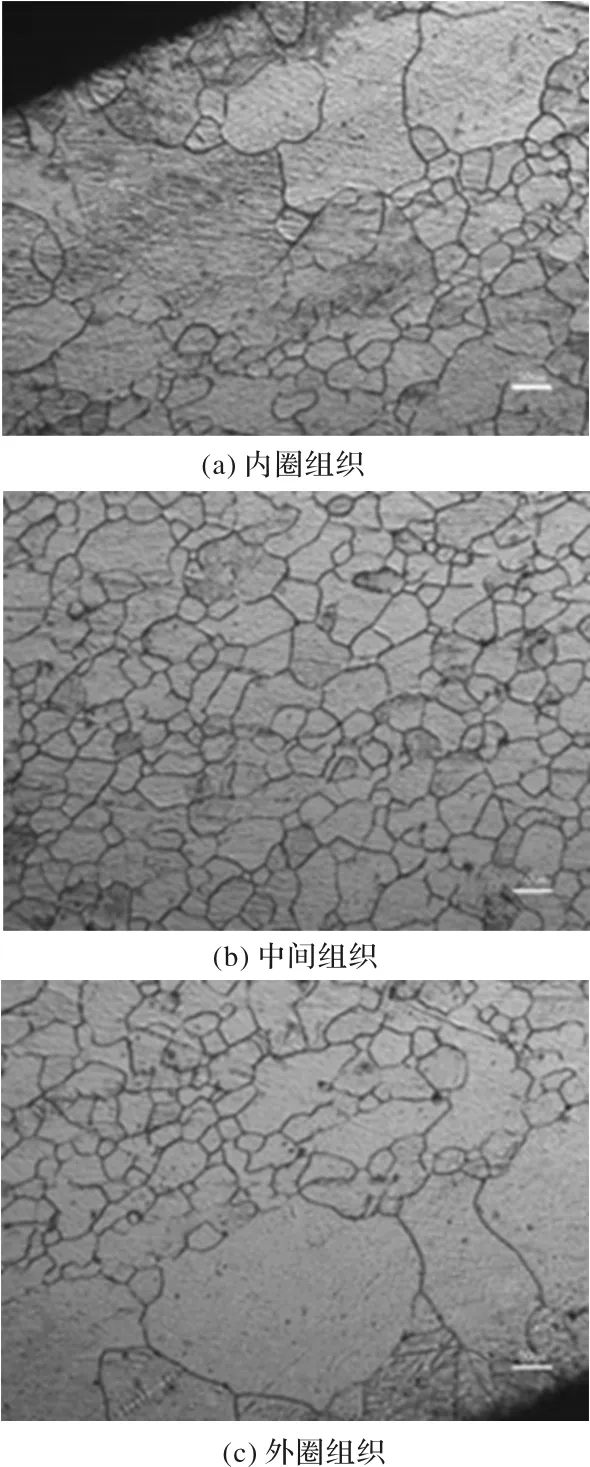
图5 镁合金管挤压态微观组织
压铸是目前用来生产镁合金零件的主要方法,但由于其组织大、内部缺陷多、力学性能差,制约了其发展。镁合金经过塑造成型处理后,材料多为均匀的晶粒状结构。此外,加工后的镁合金零件具有高强度、多样化的特征。塑性加工方法主要有轧制、锻造、挤压和超塑成形等。对比其他塑性加工方法,滚珠旋压的优势便显现出来,现如今,在医疗、航空航天等精密机械制造行业,世界各国广泛采用滚珠旋压技术对管类零件进行加工处理,但研究的零件材料仅涉及于黄铜、不锈钢等金属,对镁合金研究仍然较少。
由于在滚珠旋压是连续逐点成型,因此在加工过程中,会产生大量热。赵春江等[37]通过有限元分析软件AQAQUS的dynamic,temp-disp,explicit模块分析得到减薄量和高转速对滚珠旋压变形影响区的温度影响最大,且温度皆随着摩擦系数、模具转速、减薄量和进给比的提高而增加。因此,大减薄量、高转速下即可满足镁合金温热成型的温度要求。
陈文哲[38]等人在室温条件下,利用摩擦生热原理,对挤压态的镁合金进行旋压加工,探究了镁合金板的可旋性。实验结果证明,摩擦热在一定程度上提高了加工材料的延伸性。
滚珠旋压工艺参数中,苏梦颖[39]通过分别改变进给比、减薄量、转速、滚珠直径,从组织性能、抗拉强度、延伸率三个维度分别讨论了各工艺参数的改变对滚珠旋压成型的影响。不过,对于四个工艺参数的综合分析,仍然需要继续研究。
3.2 应用前景
21世纪以来,镁合金在航空航天、军事和民用工业等领域中的作用愈发凸显。镁也是目前最轻的结构金属材料之一,具有优异的导电性、热稳定性等物理性能。加工材料为镁合金的工件,其形态结构不易改变。
随着传统金属材料如铁、铝的不断消耗,镁合金在工业上占有的地位也日益重要。此外,高科技行业正着重朝向轻量化发展,镁合金等金属材料受到世界各国的密切关注。因此,滚珠旋压加工镁合金的加工工艺必然前景广阔。
4 结束语
随着我国节能减排和国防安全的进一步推进,镁合金的多方面应用必然会成为趋势。而滚珠旋压技术作为一种可加工难变形金属的加工方式,其在加工过程中,不仅成形件尺寸精度高,可以满足航空航天等精密制造领域的要求,而且还可以提高材料力学性能。目前,镁合金的市场需求较大且我国储量居世界第一,因此将镁合金与滚珠旋压工艺结合,具有突出的优势。后续在研究领域,可通过对旋压过程理论计算的精确求解、计算机有限元模拟以及自动加工技术等方面的研究,使成形速度、成形质量、成形极限以及设备的研发取得进一步进展,从而促进滚珠旋压技术的广泛应用。
猜你喜欢
机械管理开发(2022年5期)2022-07-07
模具制造(2022年1期)2022-02-23
煤气与热力(2021年11期)2021-12-21
煤气与热力(2021年4期)2021-06-09
石油化工设备(2020年5期)2020-12-11
东坡赤壁诗词(2020年4期)2020-09-02
宇航材料工艺(2019年3期)2019-07-23
航天制造技术(2018年3期)2018-07-07
科技创新导报(2016年8期)2016-10-21
知识就是力量(2014年3期)2014-03-06