储柜底链精细润滑系统的设计
2020-11-25 12:12李鹏超徐建燎刘雅君王昭焜林俊栋刘彦奇董文亮叶校圳吴玉生
烟草科技 2020年11期
李鹏超,徐建燎,刘雅君,王昭焜,林俊栋,钟 蔚,刘彦奇,董文亮,叶校圳,吴玉生
厦门烟草工业有限责任公司,福建省厦门市海沧区新阳路1 号 361022
储柜或柜式喂料机在制丝生产线中主要起贮存物料、平衡烟丝含水率等作用[1]。底链是储柜或柜式喂料机的重要组成部分,随着生产运行时间的增加,其转轮与销轴间的磨损逐渐加剧,严重时会造成过载停机导致物料断流,因此周期润滑对于保障底链平稳运行具有重要作用。目前底链润滑主要采用人工手动按压罐式气雾型润滑剂,将润滑剂喷洒到底链中转轮与销轴接触处,但人工润滑存在无法精确控制润滑剂的喷射量和喷射范围等问题[2]。针对此,章媛等[3]设计了一种喂料机链自润滑衬套,具有一定的免维护性,但需要对链条进行全面更换,费用较高;梁益逊[4]采用稀油直喷(刷涂)技术开发了一种仓储式喂料机自动润滑装置,实现了稀油精准喷射,但残留在喷嘴内的稀油以小液滴形状滴下,容易在轨道上形成油渍;虞培年等[5]将现有重力自流滴油方式改为加气压力喷雾方式,提高了润滑效果,但喷油范围过大,容易造成现场污染和能源浪费。油雾润滑是当前较为先进和高效的一种润滑方式,主要采用超声波对油液进行雾化,具有润滑油利用率高、油雾颗粒小、雾化液滴均匀性好等优点[6-7]。为此,基于油液雾化技术设计了一种储柜底链精细润滑系统,以期实现润滑油的精准喷射,提高底链润滑效率,改善润滑效果。
1 系统设计
储柜底链精细润滑系统主要由喷嘴、油箱、截止阀、蠕动泵、过滤器、信号检测单元等部分组成,见图1a。进入喷嘴1 的油液被雾化为油雾,经喷嘴以近乎直线的形式喷出;油路由油箱2、截止阀3、蠕动泵4 等组成,将油液按设定值供给喷嘴;气路由截止阀5、过滤器6、调压阀7、电磁阀8 等组成,将一定压力值的压缩空气送入喷嘴。
在底链结构(图1b)中,除局部绕储柜两端底链大链轮10 做弧形转动外,大部分状态为单向直线运行,因此通过检测转轮11 是否到位可以确定转轮12 的喷射时间。随着底链的运行转轮向前转动,当信号检测单元9 检测到转轮11 时,蠕动泵4 与电磁阀8 同时启动,喷嘴1 开始对转轮12与销轴接触处喷油,喷油过程中底链保持正常运行。
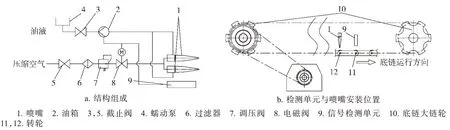
图1 储柜底链润滑系统示意图Fig.1 Schematic diagram of lubrication system for bottom chains in tobacco silo
1.1 喷嘴
利用超声雾化技术[8]和聚焦管对雾状射流束聚焦[9]的原理,设计了一种新型雾化集束喷嘴,主要由气体进口、导流管、液体进口、气体/液体出口、共振腔、聚焦管等部分组成,见图2。两相流喷嘴大致分为两种:一种是在喷嘴外部进行混合的外混式雾化喷嘴,另一种是在喷嘴内部混合腔中混合且发生相互作用的内混式雾化喷嘴[10]。为保证油液能够通过链板间缝隙到达转轮与销轴接触处,雾化后油液要经过聚焦以狭窄束流的形式喷出,因此系统采用了内混式雾化喷嘴。
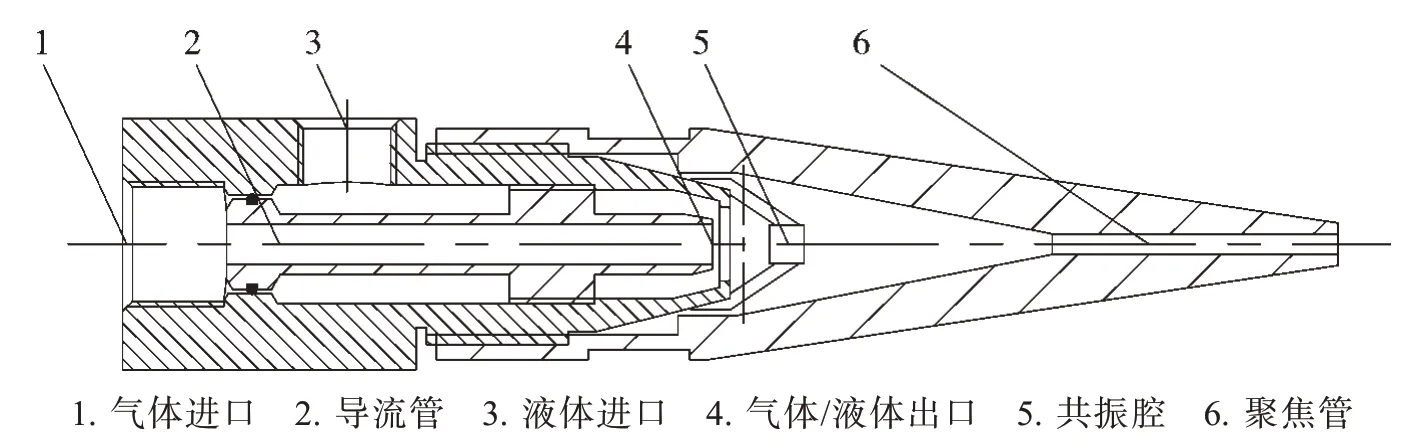
图2 新型雾化集束喷嘴示意图Fig.2 Schematic diagram of new centralized atomization nozzle
在油液雾化过程中,压缩空气自气体进口1进入导流管2,再从气体/油液出口4 以高速气流喷出,射入共振腔5 内通过激振产生超声波;油液自液体进口3 进入喷嘴,再从气体/油液出口4 泵出,在高频超声波作用下雾化,并与压缩空气一起以雾状油液喷出。聚焦管6 主要对射流束进行校直和聚焦,以保证射流的直束性和能量集中。为确定聚焦管尺寸,分别选取圆柱段长度40、60、80 mm,喷嘴直径 0.3、0.6、0.9、1.2、1.5 mm 进行对比测试,结果(图3)显示:聚焦管圆柱段长度在60 mm 以上,喷嘴直径在0.9 mm 以下时,油雾散射角约为0°,能够以近似平行直线的形式喷出,汇聚情况良好。结合现场实际情况,确定聚焦管圆柱段长度60 mm,喷嘴直径0.9 mm。
1.2 油路
1.2.1 单次泵油量
当信号检测单元检测到转轮时,蠕动泵启动,将油箱内的油液泵入喷嘴,经延时一定时间后自动停止。因此,单次泵油量的上限值以油液喷入转轮与销轴接触处且不滴落为标准。根据人工润滑经验,当喷入链板间缝隙的油量超过0.2 mL 以上时,会出现油液滴落现象。由于一台蠕动泵同时供应两个喷嘴,故单次泵出量设定为0.4 mL。
1.2.2 单次油液喷射时间
单次油液喷射时间t 即为单次蠕动泵通电运行时间,其计算公式为:

式中:t—单次油液喷射时间,s;Q—蠕动泵流量,在 5~245 mL/min 之间。
根据底链传动系统(图4),可得:
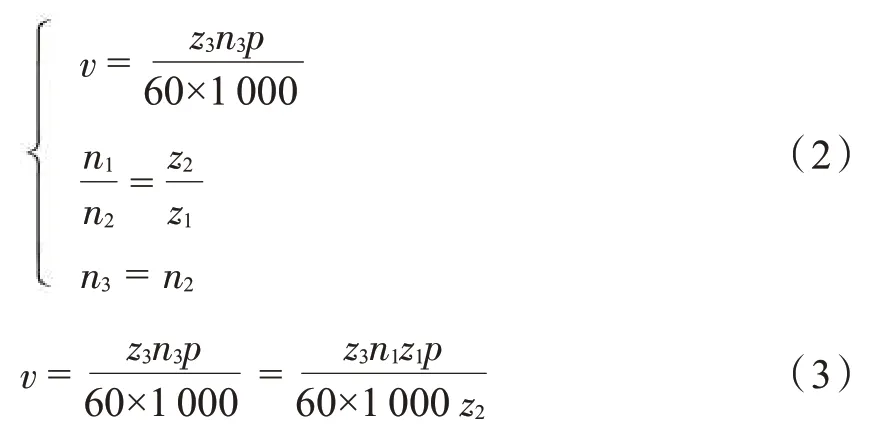
式中:v—底链运行速度,m/s;n1—底链减速机 4 输出转速,r/min;n2—被动链轮 2 转速,r/min;n3—底链大链轮 3 转速,r/min;z1—主动链轮 1 齿数;z2—被动链轮2 齿数;z3—底链大链轮齿数;p—底链节距,mm。
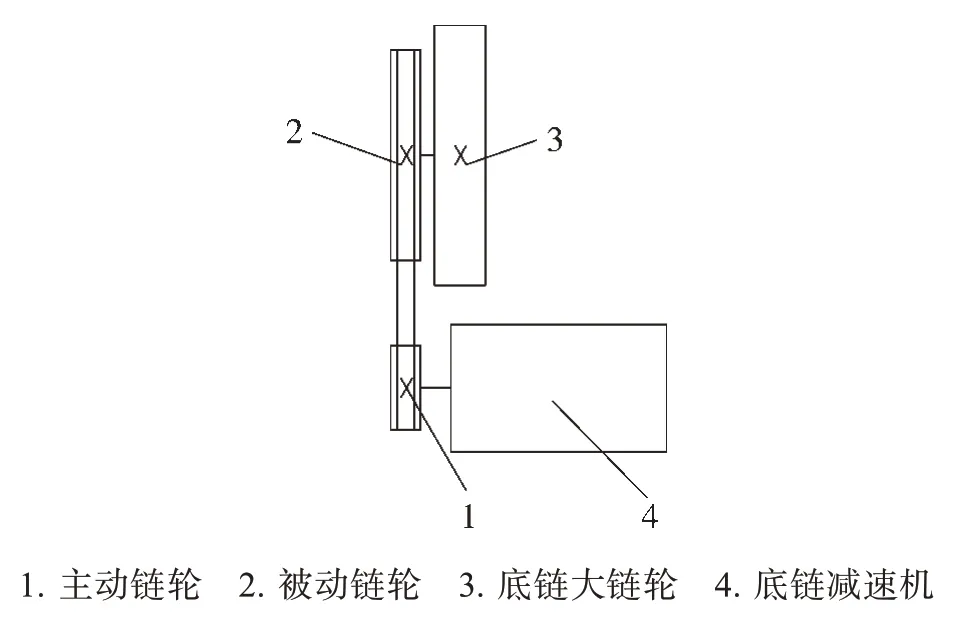
图4 底链传动系统示意图Fig.4 Schematic diagram of transmission system of bottom chains
分析表明,油液喷射时间t 小于销轴通过喷嘴的时间,即可保证喷嘴喷出的油雾完全落在销轴上。结合式(1)和式(3),可得:

式中:d—底链销轴直径,m。
不同储柜的底链传动系统参数不相同,造成销轴通过喷嘴的时间存在差异。以昆明船舶设备集团有限公司生产的储柜为例,将表1 中参数代入公式(4)可得:


表1 底链传动系统参数Tab.1 Parameters of transmission system of bottom chains
新型喷嘴在满足聚焦管射流束稳定和较高轴心速度外,还需防止动能较大的油雾冲击链轮而产生飞溅。经过多次试验得到蠕动泵流量Q 在30~60 mL/min 范围时,能够满足工作要求,且对应蠕动泵通电运行时间t 为0.4~0.8 s,小于销轴经过喷嘴的时间3.24 s。
1.3 气路
由图1 可见,当信号检测单元检测到转轮时,电磁阀8 开启,将压缩空气通入喷嘴,经延时一定时间后自动停止。在恒定油量情况下,取不同压缩空气压力和喷射时间对油液喷射效果进行测试,结果(表2)显示:油液喷射时间t 取0.4、0.5、0.6、0.7、0.8 s 时,喷射效果差别不大;为保证喷腔内油液完全喷出无残留,压缩空气喷射结束时间较步进电机运行时间需延时,当压缩空气压力取0.15~0.25 MPa,喷射时间比蠕动泵通电运行时间延时0.2~0.4 s 时,可以获得良好喷射效果。
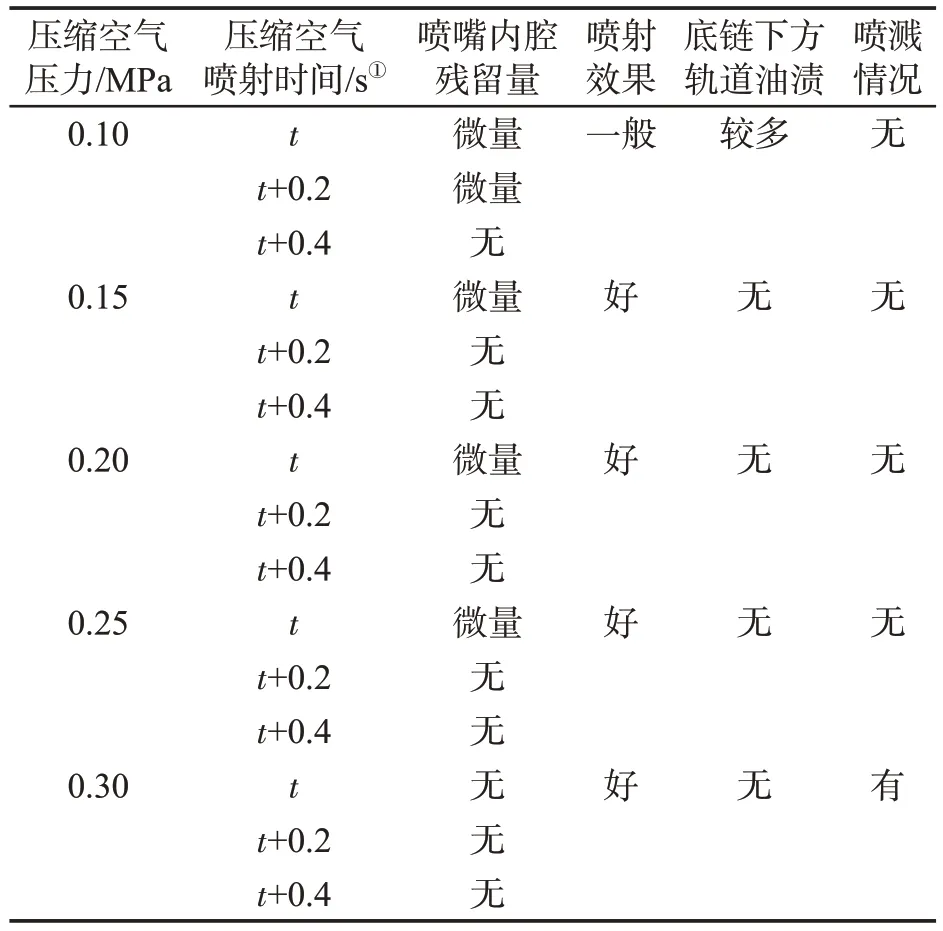
表2 不同压缩空气压力和喷射时间下油液喷射效果Tab.2 Injection test at different compressed air pressures and injection time
2 应用效果
2.1 试验设计
设备:10 台储柜(昆明船舶设备集团有限公司);底链精细润滑系统[KDS-FB2N17B 型蠕动泵(日本Kamoer 公司),电压DC24 V,最大电流1.8 A,流量5~245 mL/min]。
方法:将润滑系统安装在储柜底链的水平位置,喷嘴对准链板间缝隙,调整信号检测单元位置。其中,5 台储柜采用人工手动润滑模式,5 台采用精细润滑模式。每台储柜底链有292 个链轮,油量需求量为0.4×292=116.8 mL。分别测试单台储柜喷油量、人工作业时间、润滑周期等参数,测试时间为两年。
2.2 数据分析
由表3 可见,与人工润滑模式相比,采用精细润滑系统后两年中喷油量由222.6 mL 减少到116.8 mL,降低47.5%,人工作业时间减少86.8%,润滑周期由3 个月延长至6 个月,有效提高了润滑效率,降低了油液使用量。
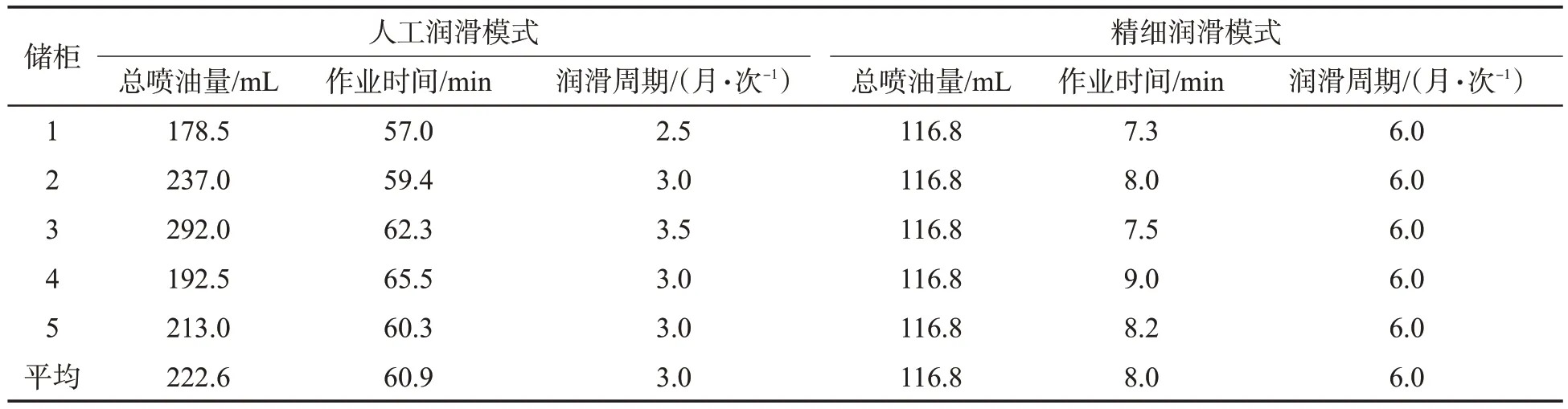
表3 人工润滑模式与精细润滑模式对比①Tab.3 Contrast between manual lubrication mode and precise lubrication mode
3 结论
采用超声雾化技术和聚焦原理设计了一种新型雾化集束喷嘴,通过对底链精细润滑系统的油路和气路参数进行优化和调整,解决了人工润滑储柜底链难以准确控制润滑油喷射量和喷射范围等问题。以昆明船舶设备集团有限公司生产的储柜为对象进行测试,结果表明:与人工润滑模式相比较,采用精细润滑系统喷油量降低47.5%,人工作业时间减少86.8%,润滑周期由3 个月延长至6个月,实现了润滑油的精细雾化和精准喷射,提高了润滑效率。
猜你喜欢
煤(2022年6期)2022-06-13
节水灌溉(2021年2期)2021-02-25
设备管理与维修(2021年24期)2021-02-10
矿山机械(2020年12期)2020-12-19
煤矿机电(2020年5期)2020-11-02
汽车零部件(2018年11期)2018-12-08
制造技术与机床(2017年11期)2017-12-18
中国铸造装备与技术(2015年3期)2015-03-25
重型机械(2014年5期)2014-09-19