响应面法优化超临界CO2萃取怀山药油提取工艺
2020-12-01 00:52段丽萍孙炜炜陈浩程相乐谢超陈胜
食品工业 2020年11期
段丽萍 ,孙炜炜,陈浩,程相乐,谢超,陈胜*
1. 武汉黄鹤楼香精香料有限公司(武汉 430040);2. 武汉黄鹤楼新材料科技开发有限公司(武汉 430040)
山药(Rhizoma dioscoreae)又名薯蓣、土薯、山薯,为薯蓣科,含皂苷、黏液质、多糖、黄酮等活性成分,具有镇咳、祛痰、抗氧化、抑菌、免疫调节、抗肿瘤等作用[1-6]。植物油脂提取方法主要有机械压榨法、溶剂浸出法、超临界流体萃取法等,压榨法油脂得率低,有机溶剂萃取存在溶剂回收困难和产品中溶剂残留等问题[7-10]。超临界萃取技术(SFE)作为一种高效稳定、绿色环保的新型提取分离技术,具有提取率高、无溶剂残留、操作条件温和、可对不饱和脂肪酸等成分实现选择性分离等优点[11-12]。
试验以怀山药为研究对象,采用超临界CO2萃取技术对其油脂进行提取,以怀山药油脂提取率为评价指标,根据单因素试验结果选择影响显著的3个因素,并进行响应面分析,从而获得最佳萃取工艺,为怀山药的进一步开发研究提供技术依据。
1 材料与方法
1.1 材料与试剂
怀山药(产自焦作市温县,焦作市健国怀药有限公司);CO2(纯度99.92%,食品级)。
1.2 仪器与设备
HA1212-50超临界CO2萃取仪(江苏南通华安超临界萃取有限公司);AUY120电子分析天平(上海梅特勒-托利多仪器有限公司);WG-71电热鼓风干燥箱(天津市泰斯特仪器有限公司);UV-2800型紫外可见分光光度计(天津普瑞斯仪器有限公司)。
1.3 方法
1.3.1 山药粉末制备
怀山药在干燥箱内,80~90 ℃下进行24 h的干燥处理,用刀切成段后,进行粉碎,得到粒度分布均匀的粉末(粒径0.15 mm),备用。
1.3.2 工艺流程
原料→干燥处理→山药粉末→称量→装料→密封→升温升到预定值→超临界萃取→分离釜中得到怀山药油
1.3.3 萃取率计算
根据HA1212-50超临界CO2萃取仪说明进行操作,待萃取釜、分离Ⅰ、分离Ⅱ的温度达到设定后开始加压,萃取釜压力达到所需压力后,打开萃取釜、分离Ⅰ分离Ⅱ之间的阀门,逐级加压,待压力达到要求后,打开回路阀门,萃取一定时间后,分别从分离Ⅰ、分离Ⅱ出料口,收取萃取物,并测定样品油脂提取率(E)。

1.3.4 单因素试验
选择萃取压力、萃取时间、萃取温度、CO2流量4个因素作为单因素考察对怀山药萃取率的影响。
1.3.5 响应面试验
在单因素试验基础上,选择影响较大的萃取温度、萃取时间、萃取压力为研究对象,根据Box-Behnken试验设计原理,以怀山药挥发油萃取率为响应值,进行响应面试验,并验证最佳工艺条件,因素水平见表1。

表1 响应面因素分析水平表
1.3.6 数据分析
所有样品均平行3次,取平均值。运用Origin 8.0和Design-Expert 8.0.6软件处理数据。
2 结果与讨论
2.1 单因素试验
2.1.1 萃取压力
由图1可知,萃取压力对怀山药油脂萃取有显著影响,随着压力的增加,CO2流体的密度变大,从而对溶质的溶解能力变大,有利于提高萃取率。压力达到30~35 MPa时,怀山药油脂萃取率趋于稳定。继续增加压力,杂质也一同大量萃取出来,反而会降低有效成分的萃取率。故选择35 MPa作为最佳萃取压力较为合适。
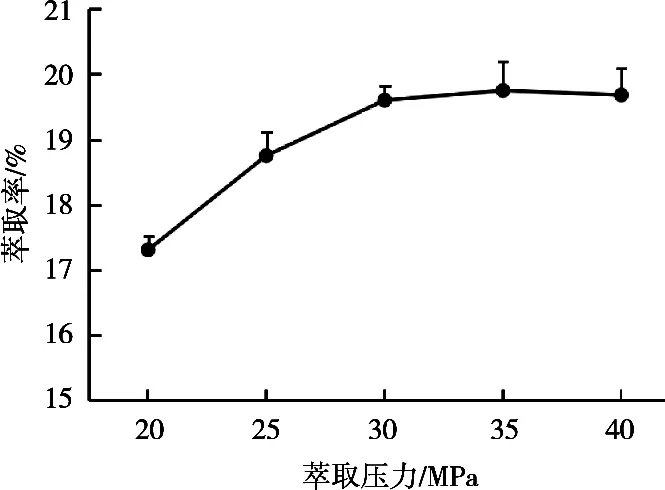
图1 萃取压力对油脂萃取率的影响
2.1.2 萃取时间
由图2可知,随着萃取时间的延长,CO2与溶质传质达到良好状态,萃取量增大,直至达到最大值。此后,随着时间的延长,在萃取的单位时间内,萃取量逐渐减少,最后几乎萃取量为零,应该是由于萃取物中待分离成分含量减少而使萃取量逐渐下降。时间超过100 min,怀山药出油率增幅变缓,说明萃取率已达到极限。萃取怀山药油脂的最适萃取时间为100 min。
2.1.3 萃取温度
从图3可以看出,温度为35~50 ℃时,怀山药油脂的得率一直呈增加状态;温度超过50 ℃后,萃取率随温度升高反而降低。可能是由于温度大于50 ℃时,CO2密度随着温度升高而降低,溶解能力降低;同时,高温条件造成怀山药油脂的挥发性增大,两者共同作用的结果是温度升高而怀山药油脂萃取率降低,确定50 ℃为最佳萃取温度。
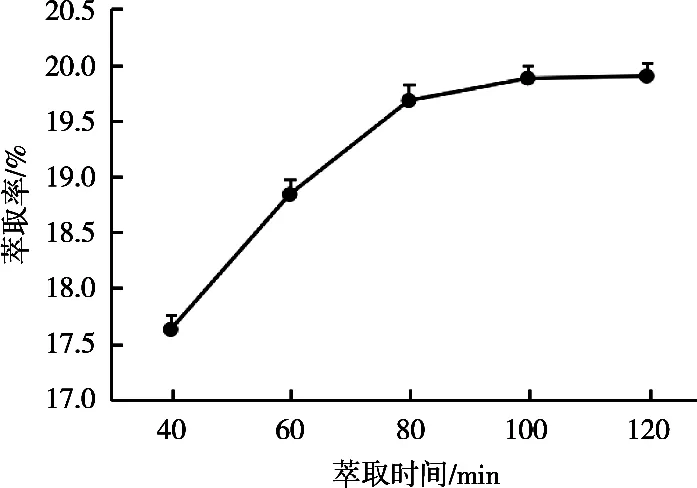
图2 萃取时间对油脂萃取率的影响
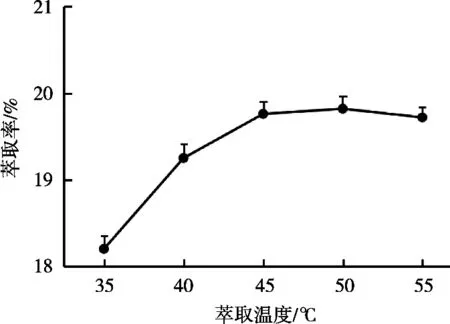
图3 萃取温度对油脂萃取率的影响
2.1.4 CO2流量
从图4可以看出,随着CO2流量的增加,其萃取率的增幅逐渐减小,CO2流量超过25 kg/h后,怀山药油脂萃取率达到平衡。可能是CO2流量增加,超临界流体通过料层速度加快,与料液的接触搅拌作用增强,传质系数和传质面积都相应增大,使之能较快地达到平衡溶解度,提高萃取能力。最终选用25 kg/h为宜。
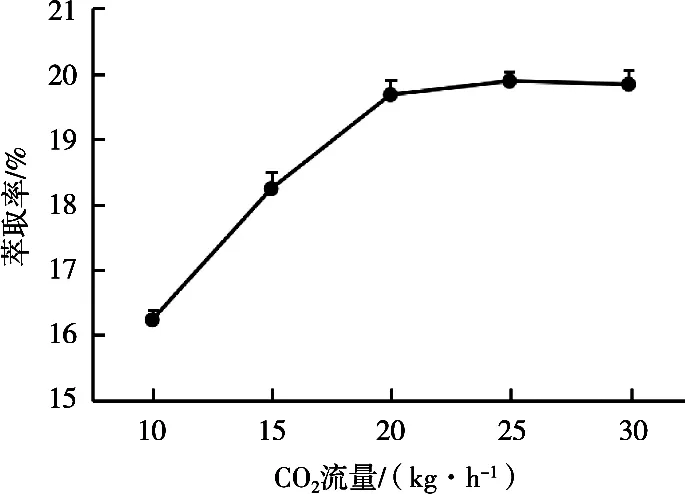
图4 CO2流量对油脂萃取率的影响
2.2 响应面试验
2.2.1 响应面试验设计及结果
在单因素试验基础上,确定CO2流量25 kg/h,以萃取温度(A)、萃取压力(B)和萃取时间(C)为显著影响因素,怀山药油脂萃取率为响应值,根据Box-Behnken试验设计原理,利用Design-Expert 8.0.6软件进行三因素三水平的响应面分析试验,试验设计方案与结果如表2所示。
采用Design-Expert 8.0.6软件对表2中试验结果进行多项拟合回归,得到怀山药油脂萃取率对萃取压力(A)、萃取时间(B)和萃取温度(C)的二次多项回归模型方程:Y=19.88+0.11A-0.091B+0.10C-0.003 75AB+0.045AC+0.10BC-0.39A2-0.73B2-0.63C2。

表2 响应面设计方案和试验结果
2.2.2 试验模型方差分析
响应面回归模型的方差分析见表3。模型的F=3 822.04,p<0.000 1<0.01,差异极显著;失拟项的p值为0.777 8,不显著,说明数据没有异常点;决定系数R2=0.999 8,调整确定系数R2adj=0.999 5,响应值的变化有99.95%来源于所选因素,即来源于萃取压力(A)、萃取时间(B)、萃取温度(C),说明模型拟合度好,回归方程能很好地描述各因素与响应值之间的关系。该模型CV值为0.89%,表明试验操作的可信度高,具有实际指导意义。回归模型中一次项A、B和C的p值均小于0.01,达到极显著;二次项A2、B2和C2的p值亦小于0.000 1,具有极显著影响;交互项AC、BC极显著,但AB不显著,说明试验因素对响应值不是简单的线性关系,而是一种非线性关系。考察p值与F值大小,可得各因素影响的主次顺序:萃取压力(A)>萃取温度(C)>萃取时间(B)。
2.2.3 响应面分析
响应曲面坡度可反映响应值对于操作条件改变的敏感程度,曲面越陡峭,表明响应值对于操作条件的改变越敏感;反之则越小。由图5可知,萃取压力一定时,随着萃取温度升高,响应值先升高后下降;萃取温度不变时,萃取率随着萃取压力的增加先增加后减小。可能是由于低压条件下,气体的可压缩性较大,CO2随密度的升高而急速下降,升高温度增大溶质的挥发性,但不足以抵消CO2密度下降的结果。而在高压时,气体的可压缩性较小,温度升高时CO2的密度变化不明显,而山药油脂的挥发性却显著增大,说明萃取压力和萃取温度交互作用较显著。图5应曲面较陡峭,说明萃取时间和萃取温度交互作用显著。当萃取时间固定时,随着萃取温度增加,萃取率先增加后降低。而萃取温度一定时,萃取率随着萃取时间延长而先增加后减少。试验结果与方差分析结果保持一致,各因素对怀山药油脂萃取率的影响为:萃取压力>萃取温度>萃取时间。
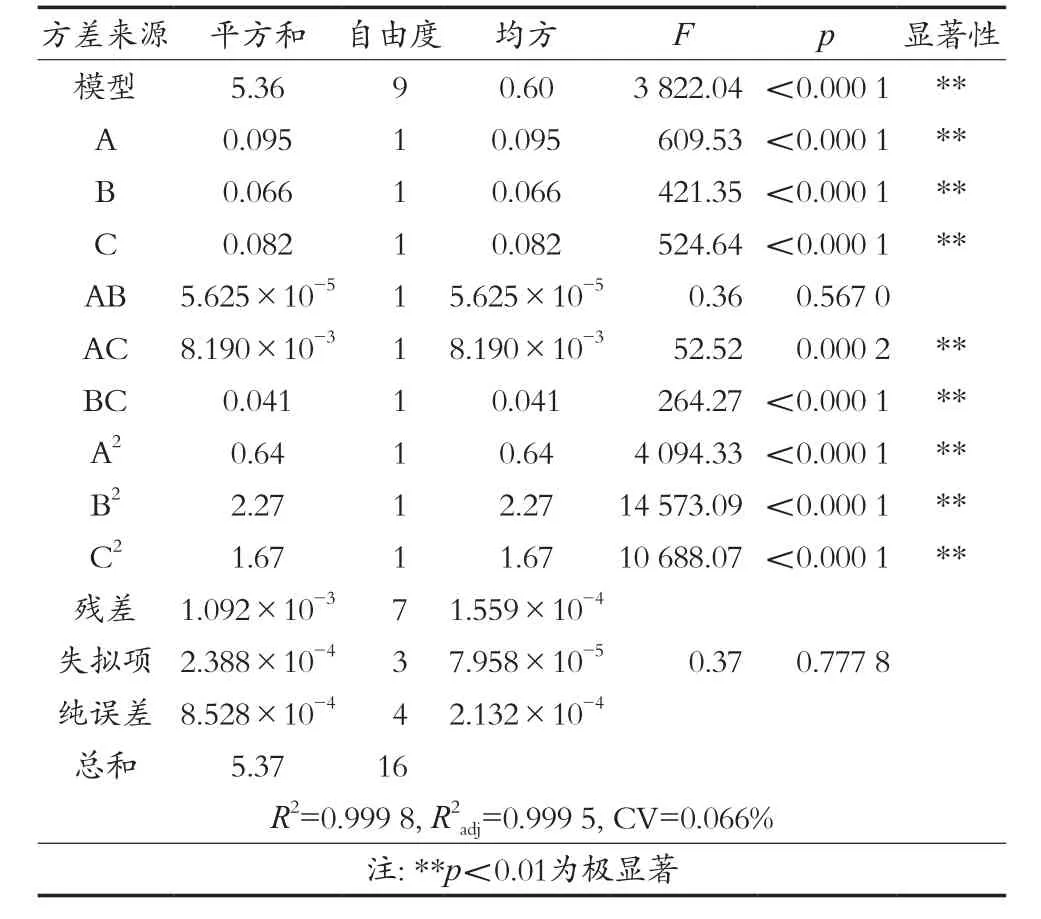
表3 回归方程系数显著性检验和方差分析

图5 各因素交互作用对怀山药油脂萃取率影响的响应面及等高线
2.2.4 回归模型验证
通过回归模型,预测得到超临界CO2萃取怀山药油脂的最佳条件:萃取压力35.73 MPa、萃取时间98.88 min、萃取温度50.41 ℃,此条件下怀山药油脂萃取率可达19.894%。考虑实际操作的局限性,调整为:萃取压力35.7 MPa、萃取时间99 min、萃取温度50.4 ℃。设置5组平行试验进行试验验证,结果表明,怀山药油脂萃取率为19.886%±1.26%,与理论值相对误差较小,说明回归模型得到的优化参数真实可信,可作为怀山药油脂的萃取工艺。
3 结论
采用超临界CO2萃取技术,以怀山药粉末为研究对象,考察了萃取压力、萃取时间、萃取温度及CO2流量对怀山药油脂萃取率的影响,并通过响应面法优化提取工艺,结果表明,其最佳工艺为:萃取压力35.7 MPa、萃取时间99 min、萃取温度50.4 ℃。此条件下,怀山药油脂萃取率为19.886%±1.26%,工艺操作简单、耗时短、科学性强,具有较强的实际应用价值,各因素对怀山药油脂萃取率的影响为:萃取压力>萃取温度>萃取时间。试验结果可为怀山药油脂的提取工艺提供参考,并可为怀山药油脂的进一步研究和应用提供基础数据支撑。
猜你喜欢
云南化工(2021年5期)2021-12-21
科教导刊·电子版(2021年1期)2021-03-28
基层中医药(2020年9期)2020-11-27
文苑(2020年6期)2020-06-22
农家科技中旬版(2020年1期)2020-03-12
创新作文(小学版)(2019年22期)2019-12-07
环境与发展(2019年11期)2019-02-12
山东化工(2019年1期)2019-01-24
四川电力技术(2015年5期)2015-12-19
电力建设(2015年2期)2015-07-12