拉丝机速度模型的建立及在PLC中的实现
2020-12-09 10:50丁旭东
中国电气工程学报 2020年8期
丁旭东

摘要:介绍玻纤纱拉丝机机头速度,排线横移速度模型的建立,以及在PLC程序中的实现。
关建词:速度模型;PLC;拉丝机
1 概述
玻纤拉丝是将池窑里的液态原料通过白金漏板拉出成不同号数的玻璃纤维,为了保证拉出的纱号数均匀,在控制中需尽量保证拉丝线速度的恒定。按照拉丝工艺的要求,拉丝的成形基本都为一定高度的圆柱形(或接近于圆柱形),这就必须要求我们拉丝时的卷绕转速随着直径的增加而减小,以实现恒线速度的卷绕;同理在卷绕过程中,靠着机头的排线机构为了保持压辊与纱团的距离,也需要随着直径的增加还减小后退速度。在实际PLC程序的控制中,对于卷绕速度和横移后退速度必面建立合理的数学模型才能进行精确计算,下面将详细介绍这两个速度模型的建立。
2 玻纤拉丝的特点
玻纤拉丝是将池窑中的玻璃液通过漏板拉出成玻璃纤维,他与传统的纺织化纤拉丝有本质上的区别,他在成丝之前是液态的原料,在生产开始后,不管拉丝机有没有运行,液态的原料都会从漏板中漏出,我们称之为漏板流量,这个流量在漏板温度调节下基本恒定,是玻纤拉丝中的一个最大特点,同时也是速度模型建立中的重要参数。
3 拉丝机头速度模型的建立
如下图1-1所示,这是一台自动换筒拉丝机的结构示意图,其中的机头系统部分是两个圆柱形主轴,最后拉出的纱团也是一定高度的圆柱形,按照拉丝的工艺要求,机头在拉丝时应保持线速度的恒定,由于生产中漏板流量是相同的,通过分析我们可以了解保持拉丝的线速度恒定其实就是为了保证拉出的纱线粗细相同,专业术语就是TEX号数保持相同。这就可以给我们提供解决建立机头转速数学模型的思路,即单位时间里漏板流出的重量等于拉丝机拉出纱的重量,通过计算机头上的紗团重量来计算出实时的纱团直径,从而确定实时的机头转速。
3.1纱团结构分析及机头转速计算方程的建立
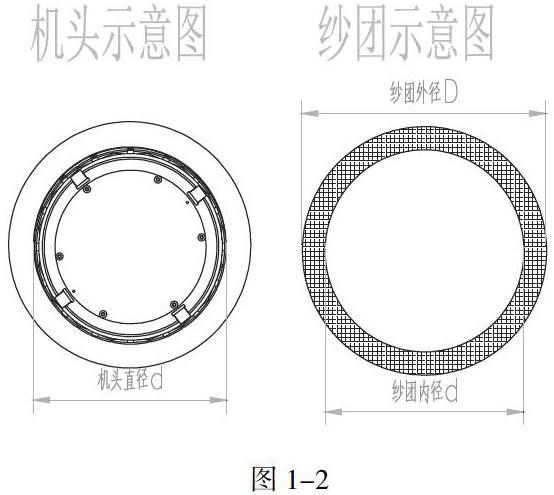
根据上面提供的思路,我们只要计算出每个时间点t纱团的直径,就可以换算出这个时间点的机头转速。如下图1-2所示,卷绕机头的直径为d,每个时间点t时的纱团外径为D,此时可以计算出:
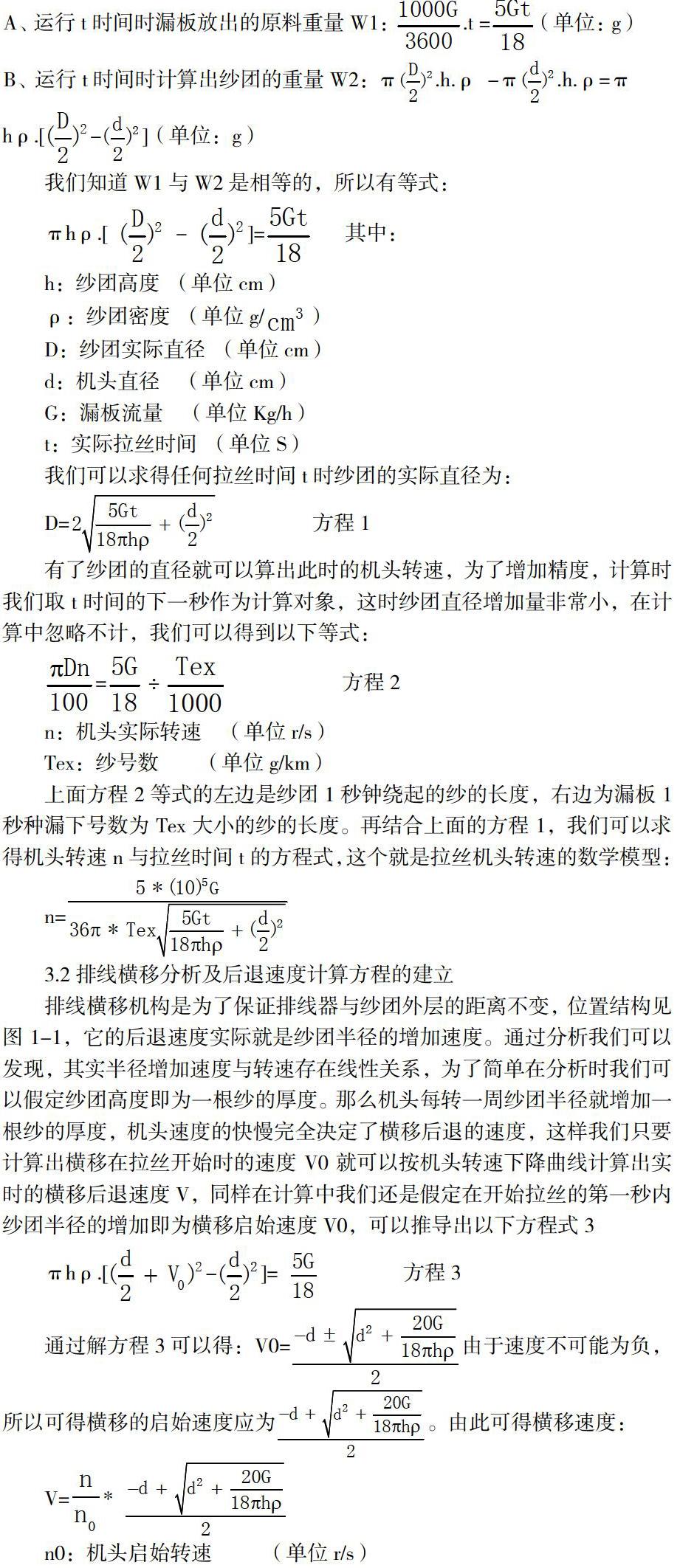
我们知道W1与W2是相等的,所以有等式:
我们可以求得任何拉丝时间t时纱团的实际直径为:
有了纱团的直径就可以算出此时的机头转速,为了增加精度,计算时我们取t时间的下一秒作为计算对象,这时纱团直径增加量非常小,在计算中忽略不计,我们可以得到以下等式:
上面方程2等式的左边是纱团1秒钟绕起的纱的长度,右边为漏板1秒种漏下号数为Tex大小的纱的长度。再结合上面的方程1,我们可以求得机头转速n与拉丝时间t的方程式,这个就是拉丝机头转速的数学模型:
3.2排线横移分析及后退速度计算方程的建立
排线横移机构是为了保证排线器与纱团外层的距离不变,位置结构见图1-1,它的后退速度实际就是纱团半径的增加速度。通过分析我们可以发现,其实半径增加速度与转速存在线性关系,为了简单在分析时我们可以假定纱团高度即为一根纱的厚度。那么机头每转一周纱团半径就增加一根纱的厚度,机头速度的快慢完全决定了横移后退的速度,这样我们只要计算出横移在拉丝开始时的速度V0就可以按机头转速下降曲线计算出实时的横移后退速度V,同样在计算中我们还是假定在开始拉丝的第一秒内纱团半径的增加即为横移启始速度V0,可以推导出以下方程式3
通过解方程3可以得:V0=由于速度不可能为负,所以可得横移的启始速度应为。由此可得横移速度:
4、速度数据模型在PLC中的实现
由于PLC编程中数学公式的限制,我们在进行计算时可以将公式分解成最小单位的加减乘除,平方开方等进行一步步叠加运算,将各个速度的模型用一个子程序保存,使用时直接调用即可,为了更接近实际工艺,还可以对速度模型添加调整系数。在速度输出的执行机构方面,全部采用PLC直接与伺服通信的方式完成,保证高的精度与可靠性。
猜你喜欢
少年博览·小学低年级(2020年12期)2020-01-07
科技资讯(2019年4期)2019-05-14
科技资讯(2019年3期)2019-04-25
科技资讯(2018年12期)2018-10-26
小天使·六年级语数英综合(2018年1期)2018-10-08
数学学习与研究(2018年7期)2018-05-16
世界家苑(2017年11期)2017-11-01
科技资讯(2016年26期)2017-02-28
佛山陶瓷(2015年12期)2016-03-09