
基于Halcon的日化瓶瓶底喷码质量检测算法研究
2020-12-15 11:18沈婷婷席志远杨永杰邱自学
仪表技术与传感器 2020年11期
周 阳,沈婷婷,席志远,杨永杰,邱自学
(1.南通大学机械工程学院,江苏南通 226019;2.南通大学电子信息学院,江苏南通 226019)
0 引言
日用化学品行业常用高密度聚乙烯瓶作为容器来盛放洗手液等日化品。企业通常将产品的批号、生产日期、保质期喷印在日化瓶的瓶底。喷码机受自身性能、机械振动等因素的影响会出现多种缺陷,如字符的缺印、漏印、错印[1],以上的质量问题会对企业的品牌形象及信誉产生较大的影响[2]。
传统的喷码检测采用人工全检,人工检测效率低、强度大且容易出现漏检、误检的情况。这种人工检测方式已经不适应未来制造业自动化、信息化的发展趋势[3],采用机器视觉技术来进行产品表面信息特征的提取以及缺陷检测已越来越普遍[4-5]。
文献[6]通过比较识别字符与标准模型的灰度值波动实现字符质量的检验,文献[7]通过特征点提取与模板匹配对字符进行识别与判定,文献[8]利用深度学习提取图像特征进行字符的识别与判定,一定程度上适应了复杂背景下喷码质量的检验。上述文献针对字符区域位置、角度偏移量小的场景具有较好的定位识别精度。但在实际生产过程中,日化瓶在输送带运输中易产生旋转,导致瓶底喷码字符区域不固定,且高密度聚乙烯瓶通常由吹塑工艺制成,由于制造工艺的限制瓶身将存在合模线,若点阵字符喷印在合模线上将对字符质量的判别产生较大的干扰。针对以上问题,提出一种基于Halcon的日化瓶瓶底喷码质量检测算法,实现日化瓶瓶底喷码质量的快速检测。
1 喷码质量检测试验平台
喷码质量检测试验平台由硬件系统和软件系统2部分组成。硬件部分主要包括工业相机、光源、镜头、夹瓶传输机构与工控平板电脑。其中相机选取MV-CE003-2OGM型面阵机,相机的分辨率为640×480,采集帧率为173个/s全帧,输出黑白图像;光源选取高亮的LED的条形光源,采用双光源对称低角度照射补光;镜头为Computar定焦镜头,焦距为8 mm,手动调节光圈、焦距;工控机选取PPC-3100-RAE工控平板电脑;夹瓶传输机构主要用于传输日化瓶,便于工业相机获取瓶底喷码的图像。试验平台硬件如图1所示。
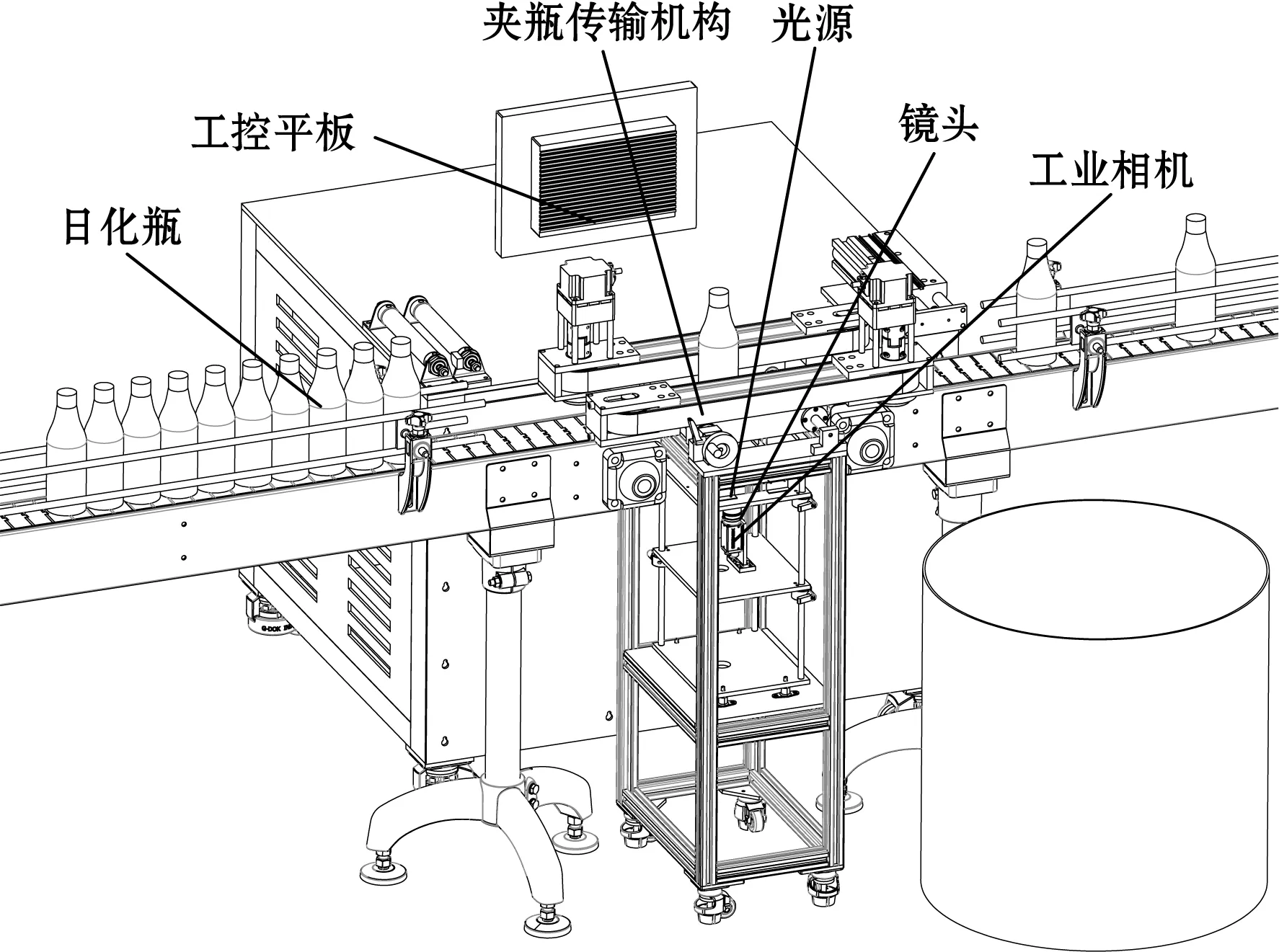
图1 检测实验平台
视觉系统软件平台在VS2017开发环境下基于Halcon视觉库开发,其核心部分为图像处理算法。
2 喷码质量检测实现算法
喷码质量检测图像处理算法主要包含字符区域定位、字符分割、合模线提取以及喷码质量验证4部分。检测流程如图2所示。
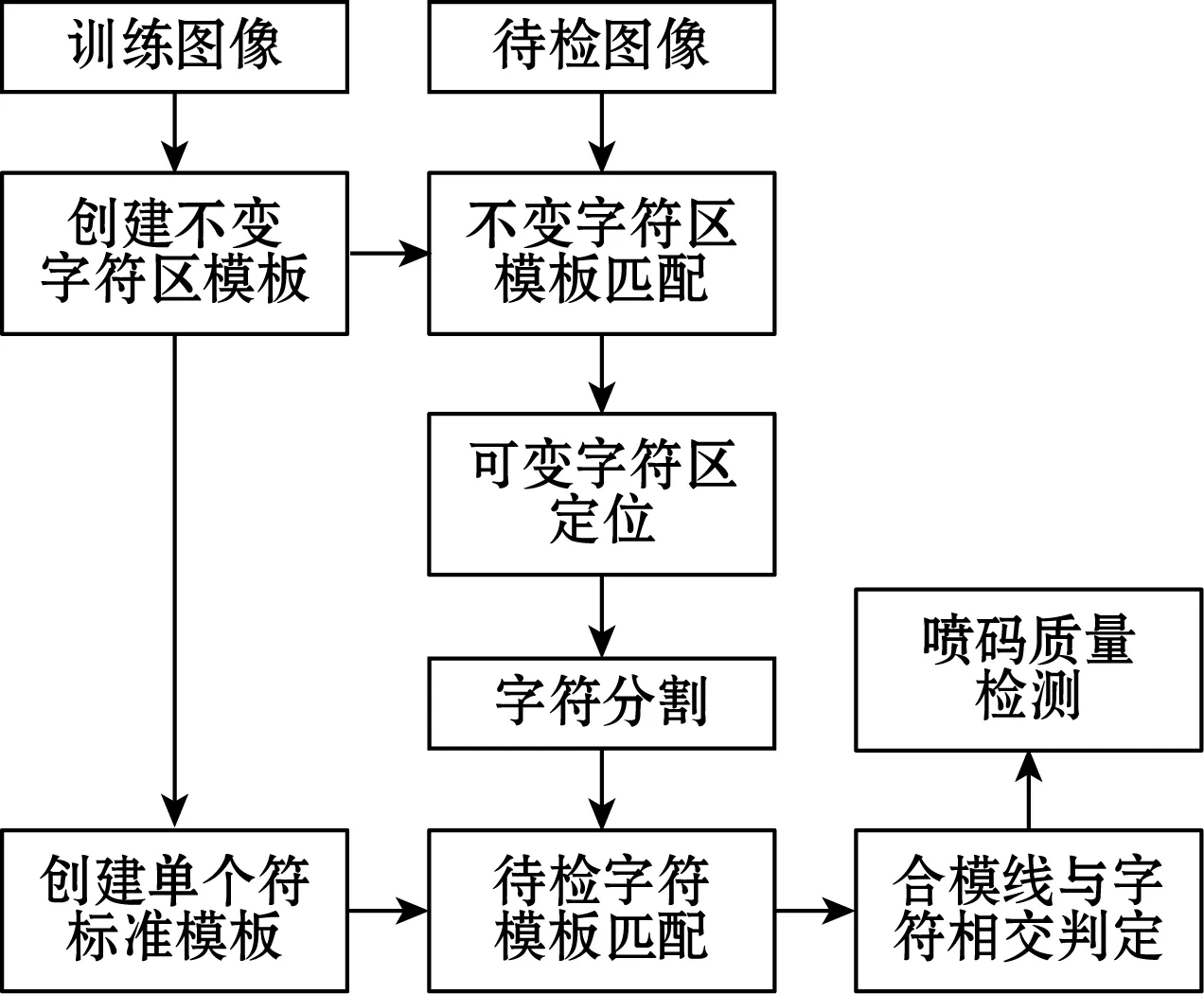
图2 检测流程图
2.1 字符区域定位
工业相机抓取日化瓶瓶底图像,日化瓶瓶底喷码图像分为不变字符区与可变字符区。不变字符区包含产品批号、生产日期、截止日期的英文标志,即LOT、MFG、EXP。可变字符区包含产品批号、生产日期、截止日期所对应的实际喷码字符。不变字符区与可变字符区的相对位置保持固定。且待检测的日化瓶瓶底图像角度任意,如图3所示。

(a)标准图像
字符区域定位通常有边缘检测定位法、手动提取感兴趣区域法[9]、形态学处理结合Blob分析定位法[10]等。但以上方法都只适应待检文本旋转角度偏差不大的场合,任意位置文本若采取上述定位方法将存在定位字符颠倒的情况。本文采取的定位方法如图4所示。
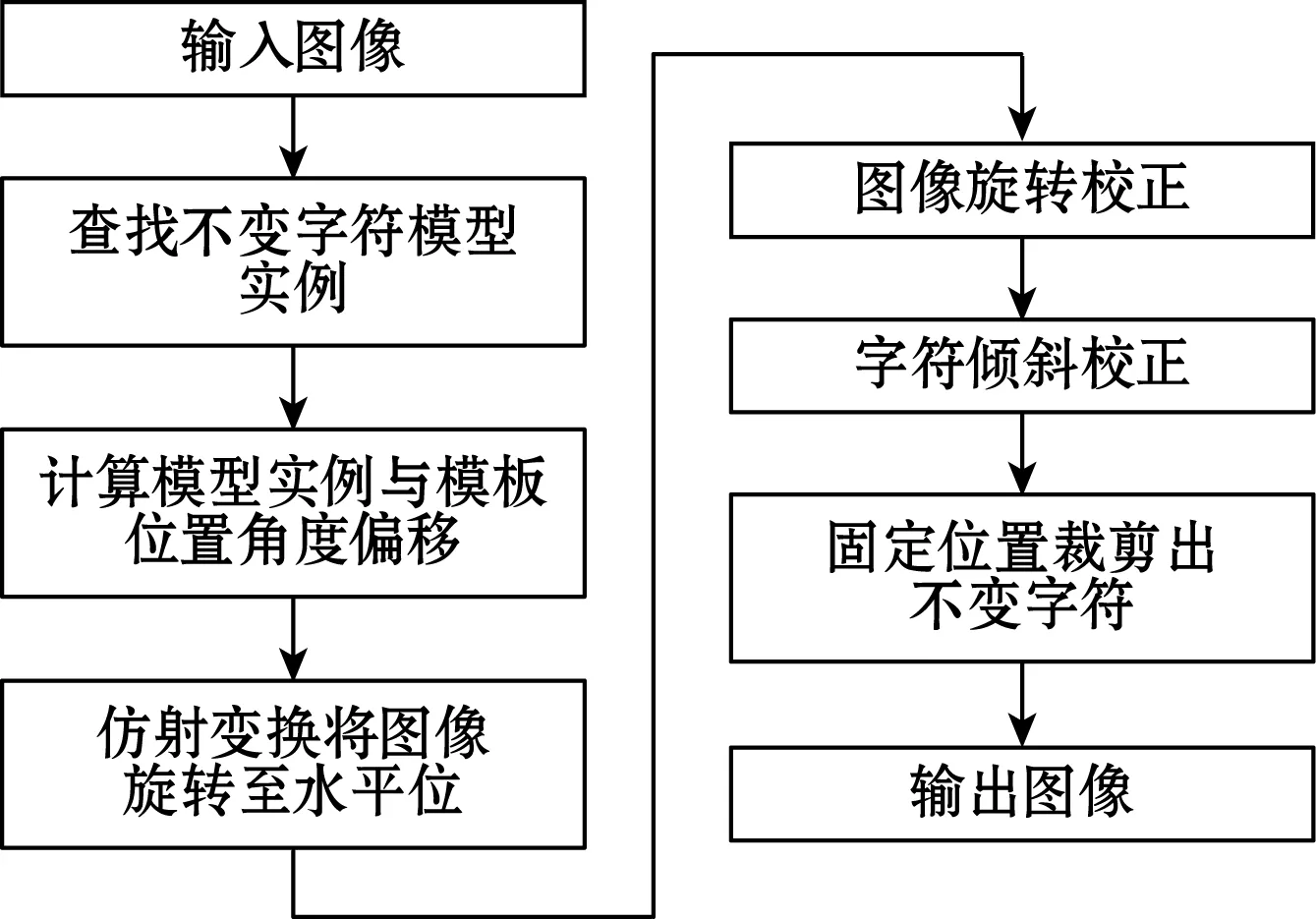
图4 字符定位流程图
首先提取一张喷印质量合格且字符文本角度水平的标准图像。手动画取一个包含不变字符区里的LOT、MFG、EXP 3行关键字符的感兴趣区域,并将该区域图像裁剪出来训练成标准形状模型轮廓。
标准形状模型中心位于图像的坐标原点如图5所示。
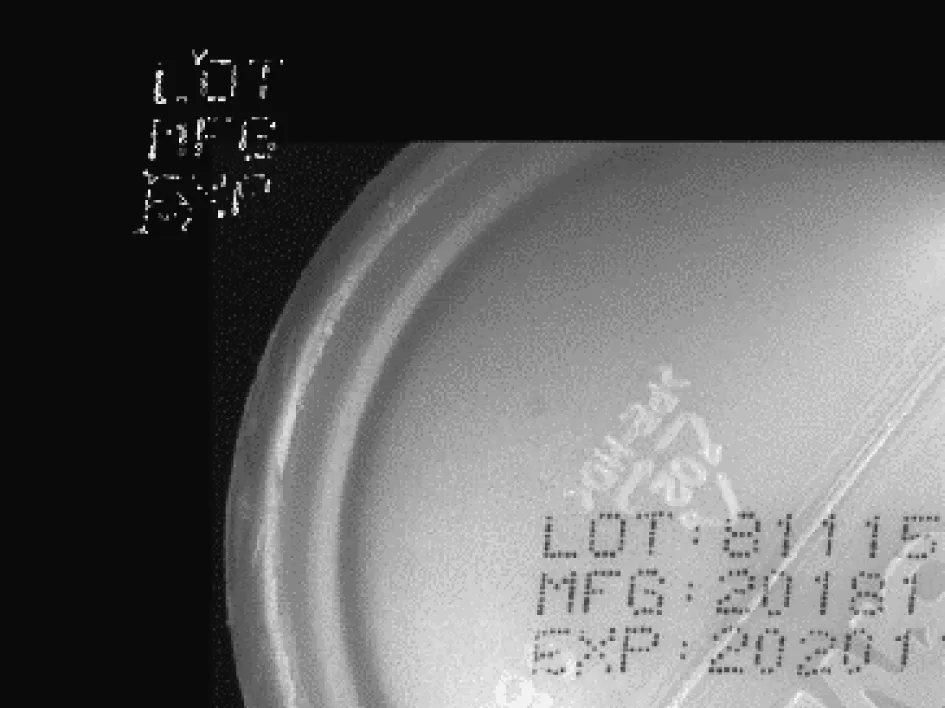
图5 形状模型轮廓图
打开待识别的图像,查找标准形状模型的最佳匹配项并返回模型实例的行坐标、列坐标以及角度。在得到待识别图像的模型实例的行坐标、列坐标之后,求出标准图像中感兴趣区域与实例模型的变化矩阵HomMat2D。变化矩阵是由旋转矩阵R和平移向量T组成。

下面的方程用其次向量描述中心点的变化。
接着使用HomMat2D齐次变换矩阵对待检测图像进行仿射变换,输出图像如图6所示。

图6 仿射变换后的图像
由于日化瓶瓶底具有一定的弧度,且喷印在瓶底标识上的字符存在一定的变形导致不变字符区的字符间相对位置存在细微的差别,因而最后仿射变换输出的图像文本存在一定程度的角度倾斜,需对其进行旋转校正。旋转校正主要依靠检测文本行旋转的角度来生成一个旋转矩阵,并根据旋转矩阵对图像进行仿射变换。同时喷印的字符也可能存在一定的角度倾斜,需对其进行字符倾斜校正[11]以消除字符倾斜对后续字符分割产生的影响。检测字符倾斜角度生成一个倾斜角度矩阵,将旋转校正后的图像进行仿射变换完成字符倾斜校正。字符倾斜校正后的图像如图7所示。

图7 倾斜校正后的图像
生成一个包含可变字符区的轴平行感兴趣区域并从字符倾斜校正后的图像中提取待检测字符区域如图8所示。

图8 待检字符区
2.2 字符分割
Halcon中最经典的字符分割法是Blob分割法。Blob分割法通常先对待检测字符区进行阈值分割[12],再对阈值分割后的字符进行形态学处理使得每个点阵字符中的点粘连在一起形成连通域,最后将阈值分割后的图像与形态学处理后的图像求交集,求得分割后的字符。由于日化瓶瓶底字符喷印质量相对较差,在动态阈值分割[13]后对不同字符再进行形态学处理过程中容易产生字符粘连,影响后续字符的分割,因而采用手动文本阅读器进行字符分割提取。手动文本阅读器需创建一个模型并设置模型中字符宽度、高度、最大极性等关键参数。根据手动设定的字符关键参数找出待检测字符区的字符,提取待检测字符区的字符,每个字符都变成一个独立的区域。提取的字符如图9所示。
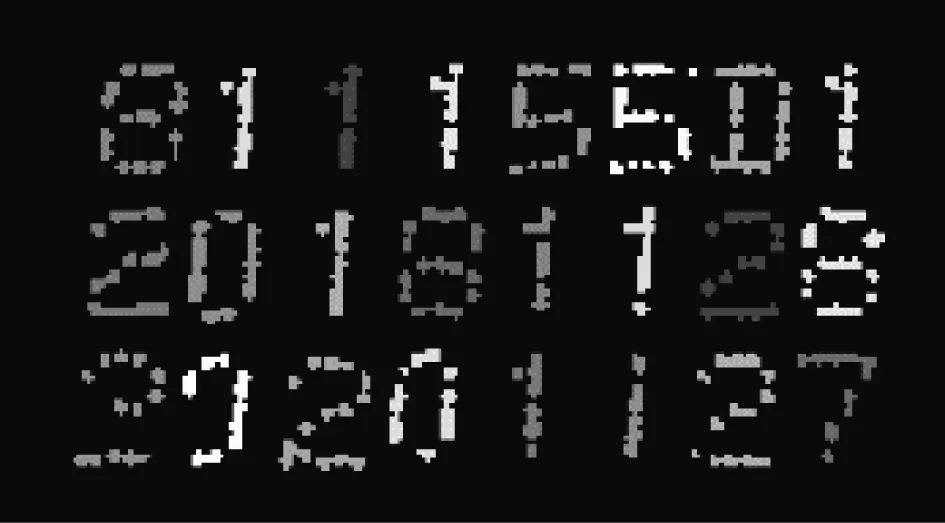
图9 字符分割图像
遍历分割后的每个字符并获取其与坐标轴平行的最小包围矩形,并对矩形进行膨胀处理,最终从待检测字符区中裁剪出待检单个字符图像。
2.3 合模线提取
日化瓶瓶底在喷码的过程中存在部分字符喷印在合模线上,合模线表面粗糙,经过合模线的点阵字符存在部分点的缺失,部分字符点在成像过程中由于合模线的干扰无法被正确提取出来。通过提取合模线,若部分待检测字符与合模线相交则降低后续检测的阈值来削弱合模线对字符质量判定的影响。合模线提取流程如图10所示。

图10 合模线提取流程图
提取倾斜校正后的图像,可以观察到合模线处图像的灰度值较高,而周围区域灰度值相对较低。可以通过对图像灰度值进行缩放以增强合模线的对比度。设原图灰度值为g,缩放后的灰度值为g′,灰度值缩放的原理是g′=g×Mult+Add,设定合适的比例因子Mult与偏移Add,使得缩放后合模线的灰度值提高,背景的灰度值降低。同时合模线是图像里灰度变换剧烈的地方,可利用边缘检测算子检测边缘梯度图像,再对边缘梯度图像进行二值化,同时剔除部分杂点[14]得到二值化边缘图像,最后对二值化边缘图像进行霍夫变换以提取瓶底合模线如图11所示。

图11 合模线提取图像
2.4 喷码质量验证
在提取瓶底合模线与待检单个字符图像后进行喷码质量验证。喷码质量验证流程如图12所示。
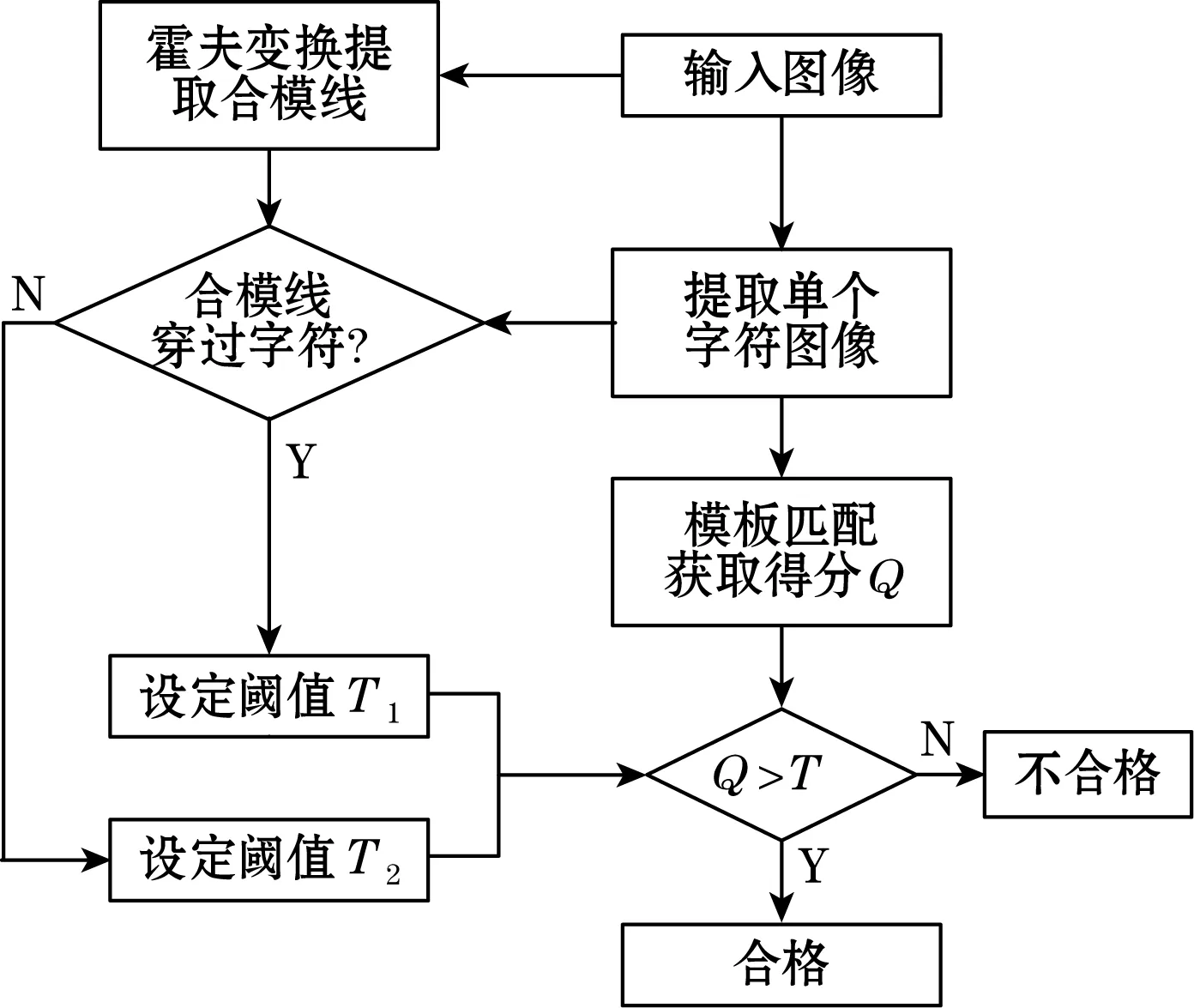
图12 喷码质量验证流程图
喷码质量验证的基本原理是将单个字符分割后的图像与训练的标准字符模板[15]进行对比,得出一个最大相关值Q。通过将最大相关值与设定的检测阈值T进行比较,若Q>T,则判定合格。当字符成功被分割后,获取每个独立字符最小外接轴平行矩形,并获得最小外接矩形的对角点坐标,接着求取霍夫线与字符最小外接矩形对角线间的最小距离。若最小距离为0即判定该字符与合模线相交,则此时字符检测质量阈值为T1;若最小距离不为0,即判定该字符与合模线不相交,则此时字符检测阈值为T2。
单个字符喷码质量校验通过基于灰度投影的光学字符验证算法来实现。将待检单个字符图像从倾斜校正后的图像裁剪出来,并对单个字符区域图像的行和列对灰度值求和来计算水平和垂直灰度投影,通过比较待检字符与训练的标准字符灰度投影来完成光学字符质量的验证。
创建标准字符模板,模板图像如图13所示。
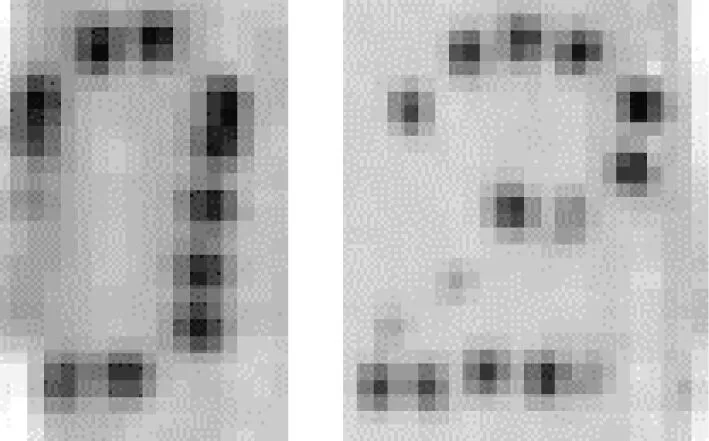
(a)缺陷字符
对进行单个字符图像质量检测,检测结果如图14所示。

图14 检测结果
选取60个缺陷日化瓶作为样本进行测试。实验结果如表1所示。

表1 缺陷检测结果
实验结果显示58个日化瓶能被正确检测,2个缺陷日化瓶存在部分正常字符由于背景干扰较大被误判,整体正检率为97%,符合设计要求。生产线日化瓶输送速率为60个/min,单个日化瓶平均检测时间为620 ms,满足生产线要求。
3 结束语
针对日化瓶瓶底喷码质量人工检测速度慢、漏检率高的现状,设计基于Halcon的日化瓶瓶底喷码质量检测系统及算法。该算法针对任意角度的喷码图像有较高的定位精度,缺陷字符识别准确度高并能一定程度上消除瓶底合模线对字符质量判定的影响。在稳定性上优于单一的模板匹配法,整体的识别时间略高,但足以满足实际生产线的需要,具有较好的应用价值。
猜你喜欢
科技创新与生产力(2022年12期)2023-01-18
锻压装备与制造技术(2021年1期)2021-03-24
重型机械(2020年3期)2020-08-24
动漫界·幼教365(中班)(2020年3期)2020-04-20
中国食品工业(2018年5期)2018-11-02
发明与创新·中学生(2017年10期)2017-10-17
中国食品工业(2017年2期)2017-08-22
中国塑料(2016年6期)2016-06-27
中国塑料(2016年9期)2016-06-13
中国塑料(2016年1期)2016-05-17
