
瓷质砖抛光生产线抛光磨削机理探讨
2020-12-17 03:26许立坤
佛山陶瓷 2020年11期
摘 要:抛光线对于提升瓷砖的整体质量有至关重要的作用。以抛光磨头为研究对象,通过分析整体抛光磨头的分裂排布,研究抛光磨头的运动状态,对此实际生产探讨瓷砖抛光生产线的磨削机理。得出抛光磨块的分布特点以及抛光磨头的运动轨迹,通过理论计算得出不同的运输皮带速度、摆动速度以及不同砖坯大小下的整体布局。对抛光线的设计、维护、整改具有很强的指导意义。
关键词:抛光磨头;磨块;磨削;速度;周期
1 引 言
瓷质砖抛光生产线中的抛光段是其重要组成部分,不但最终决定产品质量,而且对产品单位面积电耗、水耗、磨料消耗、优等品率、返抛率等一系列决定产品成本的相关因素有着重要影响,因此,对抛光工序中的磨削机理探讨有着十分重要的意义。
2 磨块排列与刀纹消除原理
瓷质砖深加工生产线中,瓷质砖在经刮平机刮平定厚后,宏观上看,表面已经平整,但微观上看,产品表面仍是不平整的,因为表面留下了较深的刀纹,这些刀纹必须在后续工序中消除,并最终达到一个微观平整的表面。
磨块排列情况:
46→60→80→120→150→180→240→320→400→600→800→1000→1200→1500→(1800)→(2000)
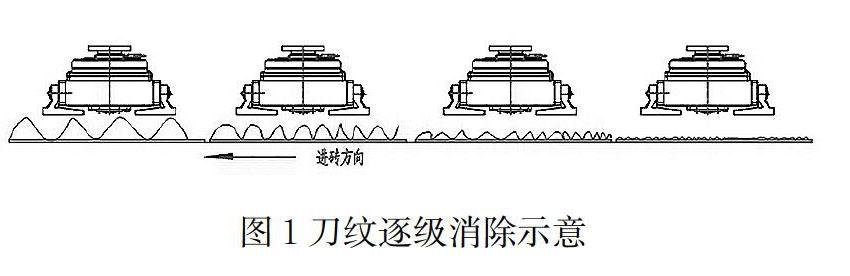
磨块粒度的特点:粗磨块,磨粒粗,切削力强,但留下的刀纹较深;细磨块,磨粒细,切削力弱,但留下的刀纹较浅;基于此特点,为经济快速消除刀纹,磨块粒度按粗→细排布,而刀纹也是逐级消除的,如图一所示。
使用中,磨块必须依次排列,不能跳级(越级),更不能倒置,因为号数越高,切削能力越弱,属于前级该
处理好的刀纹,留待后续去处理,效率会非常低,甚至无法消除,从而留下所谓的磨影。
实际生产中,同一粒度级别的磨块数量,不是一个,而是很多个,具体数量由哪些因素决定呢?
3 磨头运动轨迹与覆盖分析
根据现代建筑装修的需要,现抛光砖规格主要有600mm、800mm、1000mm、1200mm、1500mm等。
如果采用磨头固定的生产工艺,每种规格必须对应一款磨头,不但设备生产厂家零部件种类多,成本高,而且会造成设备使用厂管理复杂,维修成本也高,同时磨头直径加大,会造成磨头振动等技术性能下降及装卸困难等问题。
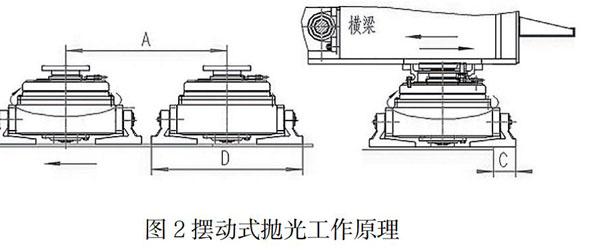
因此,人们发明了摆动式抛光的方法,即工作过程中,磨头在绕自身轴线旋转的同时,还随大梁前后往复摆动,从而实现对整个砖面的磨削,如图2所示。
3.1磨头在砖面运动轨迹分析
以输送带运动方向(横向)为X轴,以横梁摆动方向(纵向)为Y轴,以磨头质心在砖面的投影为研究对象。根据相对运动原理,当砖在输送带作用下向左移动,则磨头质心向右运动(X轴),磨头随横梁前后的摆动,则形成了磨头质心Y方向的运动,磨头质心的运动则为X方向,Y方向两个运动的合成。其在砖面运动轨迹类似于正弦曲线,如图3。
磨头磨块对砖面有效覆盖为一圆环(瞬时)(圆环的径向长度T=磨块有效长度),如图三所示。
图4所示阴影部分为单个磨头磨削运动对砖面作用的情况,空白为未覆盖区域,要达到全面覆盖,则需要多组。
图5所示为多组磨块组合实现了全面覆盖。
3.2实现全面覆盖磨块组数计算
结合图2、图6,设磨头作用直径为D,磨头间距为A,产品宽度为B,以磨头质心运动轨迹为基准线(为研究方便,简化了其中的圆弧部分),向两侧做距离为D/2的平行线,两平行线之间即为磨削覆盖区域。产品宽度B外边线与上述两平行线(包络线)外侧形成的区域为未覆盖区域。
图7为两个间距为A的磨头磨削覆盖情况分析,从图中可看出,两个磨削区域其中大部分是交叠的,第二个对第一个形成的补充部分为平行四边形S1,S2区域,其中沿输送方向(X轴)边长= A(磨头间距)。
不难看出,在磨头间距一定的情况下,实现完全覆盖需要的最小磨块组数量N=L/A
如图8计算可得:
L=L2+2Ectgα (1)
E=B+C-D (2)
L2=L1-2Dtgβ/2 (3)
L1=Vxt (4)
其中:
A——磨头间距;
B——产品宽度;
C——磨头对砖面的超出量;
D——磨头作用直径;
C1——摆幅(磨头前后摆动运动行程);
L1——磨头摆动边上停留距离;
L2——磨头摆动边上停留包络线内侧距离;
L——单个磨头运行未覆盖区跨度距离;
Vx——产品输送速度;
Vy——槽梁摆动速度;
t——磨头摆动边上停留时间。
α=arc tg Vy/Vx, β=α/2
4 磨削覆盖影响因素
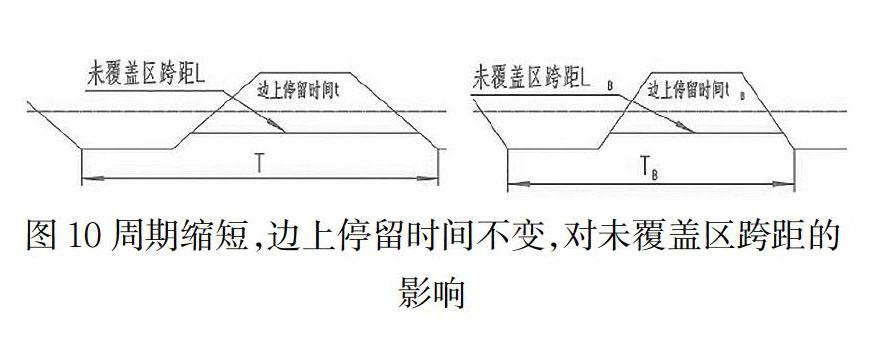
如图9,周期一定,边上停留时间延长,未覆盖区跨距缩短, TA =T ,tA>t LA 即:周期不变条件下,延长边上停留时间,可减少同号数磨头数量,或可减少边上三角覆盖盲区 如图10 周期缩短,边上停留时间不变,未覆盖区跨距缩短, TA 即:边上停留时间不变条件下,周期缩短,可减少同號数磨头数量,或可减少边上三角覆盖盲区 其中:T:周期,磨头随横梁摆动,前后两极限位置一个来回所需时间。等效于:磨头随横梁摆动前后两极限位置一个来回,产品沿输送方向前进的距离。 5 结 语 综上所述,可得出以下结论: (1)磨块的排列是沿着进砖方向依次是粗磨块到细磨块的排列,逐次消灭刀纹; (2)以磨头质心为研究对象,得出磨头的大致轨迹趋近于正弦函数曲线,且在磨头间距一定的情况下,实现完全覆盖需要的最小磨块组数量等于单个磨头运行未覆盖区跨度距离与磨头之间间距的比值; (3)通过延长磨头在边上停留时间和缩短摆动周期可以减小未覆盖区域的跨距,继而减小磨头的数量,优化结构。 参考文献 [1] 李秋炎,卢少华,林国就.陶瓷抛光机磨头专用润滑脂的开发应用[J].广东化工,2017,44(05):53-55. [2] 徐斌,周祖兵,刘建军.瓷片釉面砖反、正置式微水加工工艺对比研究[J].佛山陶瓷,2016,26(07):22-24+28. [3] 郑秀亮.反置式抛光机引发陶瓷抛光行业新革命[J].环境,2015(07):50-52. [4] 戴哲敏,李德生.瓷砖行星端面磨抛光机磨抛分析[J].陶瓷学报,2012,33(04):483-487. [5] 朱成就.瓷砖抛光过程建模与仿真[J].机电工程技术,2015,44(10):61-65. 作者简介:许立坤(1990-),主任工程师,主要从事陶瓷磨边机、抛光机的研究、设计、防护,电子邮箱:tyroid@163.com
猜你喜欢
中学生百科·大语文(2021年4期)2021-05-12
中国新通信(2016年22期)2017-01-13
吉林农业·下半月(2016年10期)2016-12-16
发明与创新(2016年5期)2016-08-21
科技视界(2016年6期)2016-07-12
小雪花·成长指南(2015年10期)2015-10-23
儿童故事画报·智力大王(2015年5期)2015-07-22
文苑·经典美文(2009年7期)2009-08-25
