
基于全微分理论分析加工误差
2020-12-24 12:42余永波权新岚陈灿明
装备维修技术 2020年16期
余永波 权新岚 陈灿明
摘要:本文主要介绍了在机械加工过程中产生的定位误差如何对其进行可行性地分析,如何采用微积分的方法快速准确的得到答案。从而在一定的程度上简化因为组合定位产生的加工误差的求解方法。
关键词:定位误差、机械加工、微积分
随着高新技术的快速发展,人们开始对机械零件的加工质量要求越来越高。而对于影响零件的加工质量的因素,除了机床主轴这个重要因素外,基于调整法加工来说由于定位元件本身加工制造和被加工元件用于定位的表面的加工误差等都是显著的影响因素。
1 定位误差产生的原因
机械加工工厂内在使用调整法加工时,由于影响定位精度的因素较多依靠几何关系法求解加工误差在一定程度上难度较大,尤其是在采用组合的定位元件进行零件的定位时。所以我们可以考虑使用微分法求解一些采用复杂定位方式时产生的加工误差。
通常,在使用调整法加工零件时,我们对加工误差的分析计算主要采用的是矢量合成的方法。具体的计算方法为:
式中: —定位误差;
—基准不重合误差;
—基准位移误差;
—基准不重合误差与加工尺寸方向上偏离的角度;
—基准位移误差在加工尺寸方向上偏离的角度。
其中定位误差是指工件上被加工表面的设计基准相对于定位元件工作表面在加工方向上的最大位置变动量所引起的加工误差。
实际产生定位误差的原因主要有
1)基准不重合误差
夹具的定位基准与工序基准没有重合,即工序基准相对于定位基准在加工尺寸方向上有一个最大变动量,由此所产生定位误差称之为基准不重合误差。
2)基准位移误差
由定位基准面和定位元件本身制造误差在定位时所引起的定位误差,即定位基准的相对位置在加工尺寸方向上的最大变动量。
3)与夹具有关的因素产生的定位误差
(1)定位基准面与定位元件表面的几何形状误差。
(2)导向元件、对刀元件与定位元件间的位置误差,以及其形状误差导致产生的导向误差和对刀误差。
(3)夹具在机床上的安装误差,即对定误差导致工件相对刀具主轴或运动方向产生的位置误差。
2 定位误差全微分的理论分析
有此可见影响机械加工零件的因素众多,依靠简单的几何关系在求解加工误差难免有所忽略。所以采用高等数学中的全微分的理论,利用相关几何参数的微量来近似作微分处理,便可以近似求得加工误差。我们将所需定位的那个尺寸与影响该尺寸的一些相关的影响因子利用以下这个函数表达式表示。
式中, 为影响加工尺寸的相关的影响因子。
对上式进行微分处理,近似处理为下式。
由此可以看出,对每个独立变量的微分进行近似取值相加,便可以得到零件的加工误差。
3 定位误差举例证明
接下来,我们以具体的采用组合定位的加工零件的某道工序的尺寸利用微分法进行分析计算其加工误差。
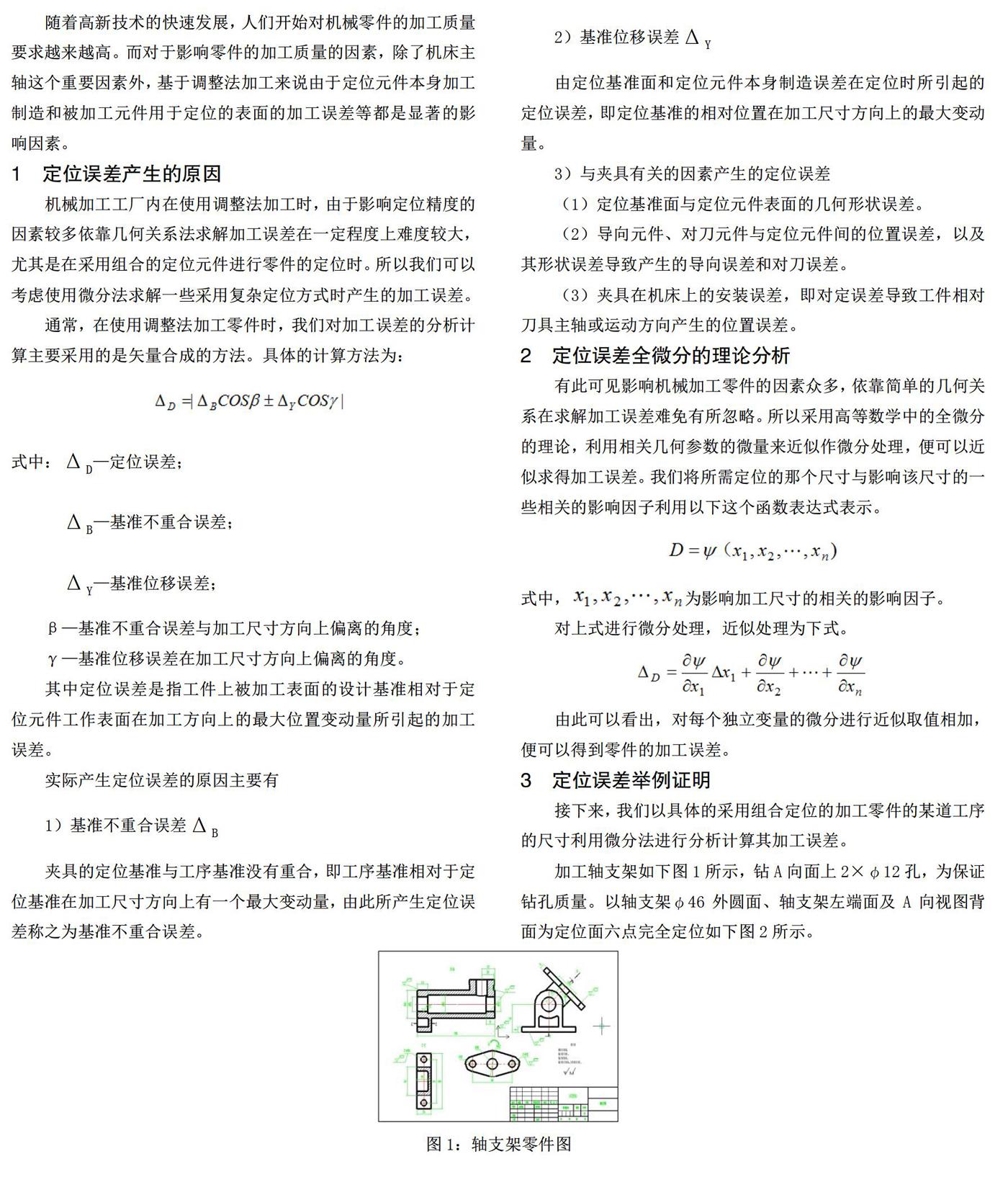
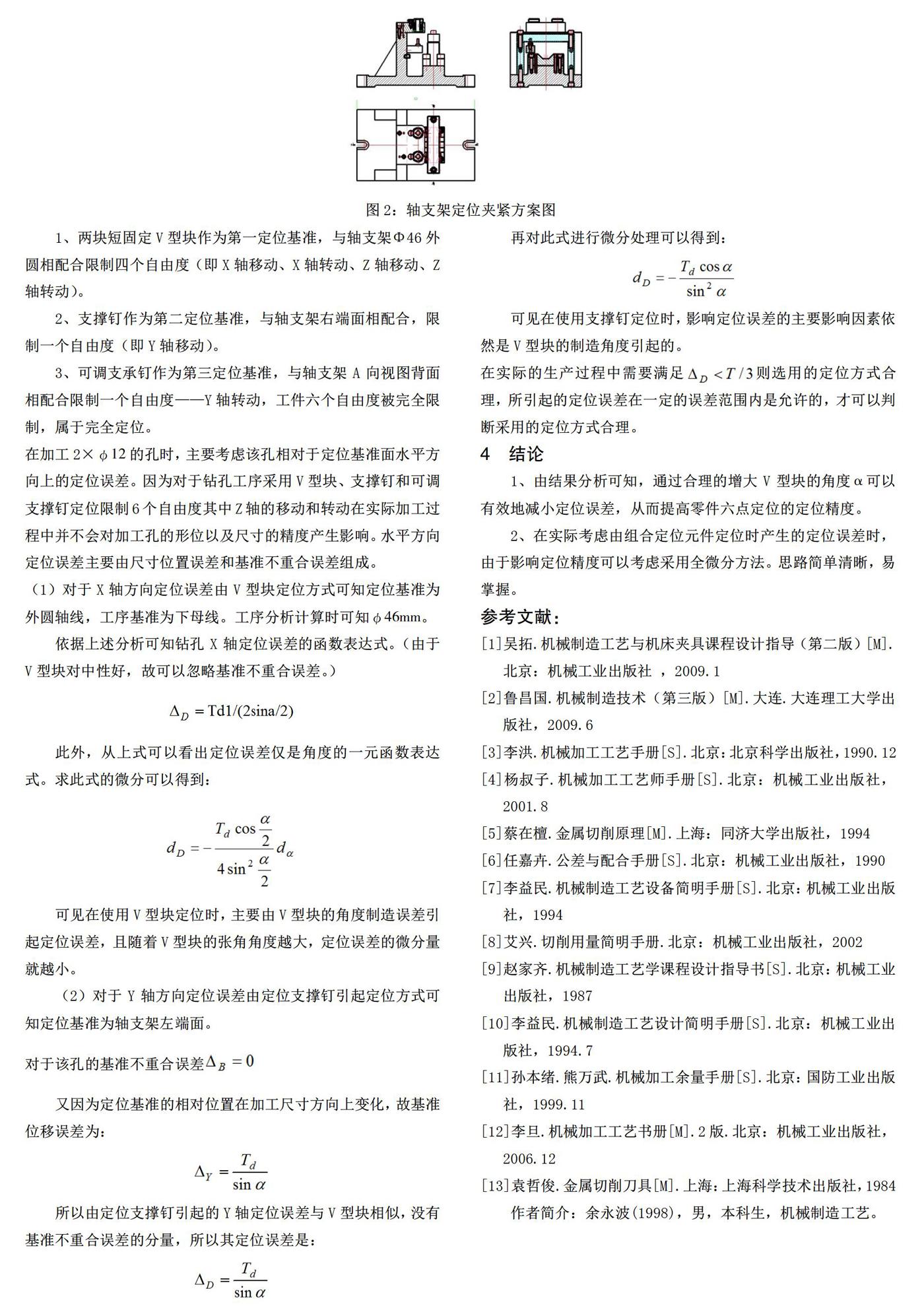
加工轴支架如下图1所示,钻A向面上2×Φ12孔,为保证钻孔质量。以轴支架Φ46外圆面、轴支架左端面及A向视图背面为定位面六点完全定位如下图2所示。
1、两块短固定V型块作为第一定位基准,与轴支架Φ46外圆相配合限制四个自由度(即X轴移动、X轴转动、Z轴移动、Z轴转动)。
2、支撑钉作为第二定位基准,与轴支架右端面相配合,限制一个自由度(即Y轴移动)。
3、可调支承钉作为第三定位基准,与轴支架A向视图背面相配合限制一个自由度——Y轴转动,工件六个自由度被完全限制,属于完全定位。
在加工2× 的孔时,主要考虑该孔相对于定位基准面水平方向上的定位误差。因为对于钻孔工序采用V型块、支撑钉和可调支撑钉定位限制6个自由度其中Z轴的移动和转动在实际加工过程中并不会对加工孔的形位以及尺寸的精度产生影响。水平方向定位误差主要由尺寸位置误差和基准不重合误差组成。
(1)對于X轴方向定位误差由V型块定位方式可知定位基准为外圆轴线,工序基准为下母线。工序分析计算时可知 。
依据上述分析可知钻孔X轴定位误差的函数表达式。(由于V型块对中性好,故可以忽略基准不重合误差。)
此外,从上式可以看出定位误差仅是角度 的一元函数表达式。求此式的微分可以得到:
可见在使用V型块定位时,主要由V型块的角度制造误差引起定位误差,且随着V型块的张角角度越大,定位误差的微分量就越小。
(2)对于Y轴方向定位误差由定位支撑钉引起定位方式可知定位基准为轴支架左端面。
对于该孔的基准不重合误差
又因为定位基准的相对位置在加工尺寸方向上变化,故基准位移误差为:
所以由定位支撑钉引起的Y轴定位误差与V型块相似,没有基准不重合误差的分量,所以其定位误差是:
再对此式进行微分处理可以得到:
可见在使用支撑钉定位时,影响定位误差的主要影响因素依然是V型块的制造角度引起的。
在实际的生产过程中需要满足 则选用的定位方式合理,所引起的定位误差在一定的误差范围内是允许的,才可以判断采用的定位方式合理。
4 结论
1、由结果分析可知,通过合理的增大V型块的角度 可以有效地减小定位误差,从而提高零件六点定位的定位精度。
2、在实际考虑由组合定位元件定位时产生的定位误差时,由于影响定位精度可以考虑采用全微分方法。思路简单清晰,易掌握。
参 考 文 献:
[1] 吴拓.机械制造工艺与机床夹具课程设计指导(第二版)[M].北京:机械工业出版社 ,2009.1
[2] 鲁昌国.机械制造技术(第三版)[M].大连.大连理工大学出版社,2009.6
[3] 李洪.机械加工工艺手册[S].北京:北京科学出版社,1990.12
[4] 杨叔子.机械加工工艺师手册[S].北京:机械工业出版社,2001.8
[5] 蔡在檀.金属切削原理[M].上海:同济大学出版社,1994
[6] 任嘉卉.公差与配合手册[S].北京:机械工业出版社,1990
[7] 李益民.机械制造工艺设备简明手册[S].北京:机械工业出版社,1994
[8] 艾兴.切削用量简明手册.北京:机械工业出版社,2002
[9] 赵家齐.机械制造工艺学课程设计指导书[S].北京:机械工业出版社,1987
[10] 李益民.机械制造工艺设计简明手册[S].北京:机械工业出版社,1994.7
[11] 孙本绪.熊万武.机械加工余量手册[S].北京:国防工业出版社,1999.11
[12] 李旦.机械加工工艺书册[M].2版.北京:机械工业出版社,2006.12
[13] 袁哲俊.金属切削刀具[M].上海:上海科学技术出版社,1984
猜你喜欢
科技研究·理论版(2022年4期)2022-07-15
特区文学·诗(2021年6期)2021-12-22
名城绘(2019年6期)2019-10-21
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
环球市场(2018年4期)2018-09-10
农家科技(2017年10期)2018-01-09
数学学习与研究(2016年19期)2016-11-22
中学数学杂志(高中版)(2016年1期)2016-02-23
数学教学(2013年7期)2013-08-22
