连续重整装置增压氢离心机检修技术
2020-12-25 03:02曲慧
装备维修技术 2020年18期
摘要:装置大检修是保证安全生产、消除设备隐患、提高设备质量、保证装置长周期的必要手段。某煉化四重整装置增压氢压缩机组在2008年进行了大修,时隔12年再次对整机进行大修,检修难度大,本次检修彻底全面,发现较多缺陷隐患,本人就检修中遇到的问题及处理措施进行表述,为相关检修或技术人员提供参考。
关键词:离心机;气封;轴瓦;处理措施
引言
某炼化C702增压氢压缩机组是连续重整生产装置心脏设备。压缩机C702是由沈阳鼓风机厂制造的离心式压缩机,其型号为10MV7A/10MV7A(H375), 汽轮机CT702为杭州汽轮机厂,压缩机按引进德国西门子公司设计、制造专有技术生产的设备。该机组布置为汽机在同一侧拖动2台压缩机,务必会在现有环境下,中间高压缸无法抽出现象,检修难度大。机组单机运行,检修中不能有任何出问题,要确保一次开车成功。首先,安全是第一位,人员和设备都不能出安全事故;第二是不能出检修质量问题;第三是要在规定的时间内完成检修任务。因此这要求检修小组每位成员有高度的责任心、高超检修水平和团结合作的精神,才能安全的顺利的完成。本次检修彻底全面,发现较多缺陷隐患,并一一进行了处理。
1、检修准备
了解检修的人都清楚,设备检修特别是重要设备的检修,强调“7分准备,3分检修”来说明准备工作对检修顺利展开的重要性。主要包括:①检修方案编制,交底及学习讨论;②专用工具的制作、整理及确认完好,尤其是对压机抽芯工装的检查确认,及高压缸体吊出固定专用工装制作;③检修配件材料跟踪对接及物装实物确认;④常用工量器具准备;消耗材料及转子支撑架的准备;⑤现场检修环境查看,并制定检修现场平面布置图,与起重人员现场确定吊装(压缩机高压缸整体吊装及抽芯)措施;⑥与设备员仔细对接机组存在的漏点,等等。
2、检修过程遇到的问题及处理措施
2.1 各转子对中及联轴器预拉量
因抽芯需要及便于设备检修合理安排,需将中间高压缸整体吊出,高压缸四只脚虽有销子定位,但依然会产生偏差,整体回装及对中难度较大。
处理措施:首先对原始对中数据及预拉量数据留底。回装时,先将检修后的高压缸初步定位,在两个联轴器部位分别架设一套激光找正仪,根据两者对中数据,计算与标准的偏差值,测算前后脚调整量,提高对中效率。
2. 2 轴瓦检查问题及处理
虽然在运行期间,各轴瓦温度及振动等参数正常,轴瓦间隙在标准之内,但在解体中发现径向瓦瓦面油垢明显,清理油垢后低压缸两副轴瓦下瓦瓦面巴氏合金有磨损剥落现象,着色检查瓦面有明显缺陷,检查各轴颈,发现低压缸非驱动端轴颈表面有磨起的高痕。
处理措施:对轴颈表面,轴径油石修磨,去除高点,对所有轴颈使用细沙皮抛光;低压缸两副径向瓦整体更换,高压缸轴瓦使用刮刀去除表面高点。
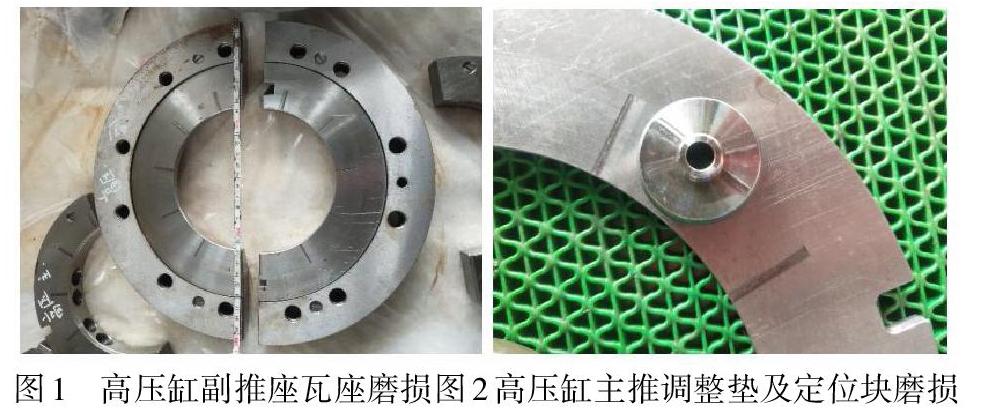
高低压缸推力轴瓦运行温度良好,轴位移正常,推力间隙也在检修标准内,瓦外观良好,着色瓦面无缺陷。但在解体时发现低压缸副推座表面有轻微磨痕,高压缸副推座瓦座有明显磨损,见图1,主推调整垫片磨损严重,有0.2mm左右的深度见图2。因发现如上缺陷,遂决定对高压缸推力瓦解体,发现内部件各支点均有相应磨损。
处理措施:对高压缸整复推力瓦进行了更换。副推座磨床处理,并保证推力间隙不变。经硬度检验,推力瓦水准块硬度为460,调整垫为硬度90.8HRB的45#钢。调整垫使用同样材质并进行热处理加工后回装。
2. 3 干气密封更换
干气密封是机组相对精密的零部件,在安装时需确保安装到位,并保证其洁净度。另外整套干气密封系统运作已久,操作困难、不易实时监控、部件有损坏等现象,同时目前采用的仪表接头形式不符合目前中石化安全管理规定。
处理措施:干气密封系统连同附属管线全部更新。干气密封回装前多次对密封腔体、管路进行丙酮擦拭吹扫,各方确认后,对干气密封进行安装,全程对数据进行测量,填写干气密封安装确认表,确保密封安装无误到位。
2. 4 内筒体抽芯解体检查
因机组12年未大修,运行介质含易结焦成分,对大盖拆除及内筒体抽芯造成较大困扰;内筒体抽出解体发现气封齿油垢明显,且有腐蚀疏松现象,气封间隙无法测量,因自运行以来均未更换,拆除困难;内筒体转子径向无法定位,且没有止口去找中心,气封全部更换后如何确保数据正常,气封是否同心又需要检验。总之机组检修最大的难点就在此步骤。
处理措施一:经分析结焦成分可溶于煤油,通过图纸查看后发现上方法兰孔可以将煤油灌入,加快焦块溶解,安装4枚顶丝,方可将大盖顶出,清理内部残垢,安装好抽芯专用工装,采用多点受力将内筒体拉松,选好吊点配合将内筒体抽出。
处理措施二:内筒体抽出后解体,高压水枪初步除垢后,拆除级间气封及口环气封,全部更换。共有52只气封,人工取出四分之三,剩余气封镗床处理掉。高压水枪将隔板及转子清理彻底后,修磨各气封槽,去除高点,核对好各气封安装位置后,逐个安装个气封。
处理措施三:为提高气封间隙测量数据的准确性及效率,测量步骤如下:
1)所有气封高点及有变形的部位修正,游标卡尺测量出上下内筒体级间及口环气封内径并记录;
2)转子级间及口环外径千分尺测量并记录。
3)计算级间及口环间隙,如小于标准修刮至标准。
4)将转子放入下筒体,检查下气封情况:利用转子调中心工装将前后轴颈各顶起0.30mm,同时保证左右气隙均匀,转子上粘胶布,厚度为间隙标准的下限。盘车看胶布接触情况,如有明显高点修除。
5)检查上气封情况:上内筒体贴胶布(每个气封2-3处),扣上筒体,将前后轴颈各顶起0.30mm,盘车,揭盖检查,如有明显高点修除。
以上均合格后由各部门确认,清理干净后内筒体组装,回装内筒体。
3、结论
此次C702机组的检修,虽然检修过程碰到很多问题,但检修人员本着负责任的态度,精心进行检修,决不放过任何问题,想尽办法解决处理。为生产装置设备的良好运行做出努力。目前该机组检修后运行各项指标良好,消除了机组各个缺陷,干气密封系统运行正常,确保了机组长稳优运行。
参考文献:
[1]王福利,石油化工厂设备检修手册.压缩机组[M] .北京:中国石化出版社,2007
[2] 任晓善,化工机械维修手册.中卷[M] . 北京:中国石化出版社,2004
[3]C702机组使用说明书及图纸等
作者简介:曲慧(1987-),男,满族,辽宁抚顺,大学本科,工程师,化工机械。
猜你喜欢
中小企业管理与科技·上旬刊(2016年10期)2016-11-15
科技视界(2016年18期)2016-11-03
农机使用与维修(2014年10期)2014-10-23
农机使用与维修(2014年1期)2014-09-23
农机使用与维修(2014年6期)2014-09-23
农机使用与维修(2014年9期)2014-09-21