基于PLC的THMDTK-1型转塔冲床触摸屏控制系统设计
2020-12-30 04:26伊艺琼杜超群
机电元件 2020年6期
伊艺琼,杜超群
(福建电力职业技术学院,福建泉州,362000)
1 引言
现如今,工业生产中自动化程度越来越高,为满足自动化加工、提高工作效率,根据转塔冲床的运动机构及触摸屏的特点,设计一套更为直观的编写图形界面尤为迫切。
2 总体设计
2.1 触摸屏的画面设计
THMDTK-1型转塔冲床装置的人机界面采用了昆仑通态的TPC7062K型电阻触摸屏,人机界面是在操作人员和机器设备之间做双向沟通的桥梁,用户可以自由的组合文字、按钮、图形、数字等来处理、监控、管理随时可能变化的信息的多功能显示屏幕。
2.1.1登录界面设计
点击输入框,正确的登录密码为 “1”,如果密码错误跳一个标签显示“密码错误,请重新输入!点击“确认”按钮后,重新输入密码。直至输入正确密码进入界面!
设置登录密码步骤大致是在工具栏里添加用户权限管理,更改“负责人”密码为“1”后,添加启动、循环脚本函数。
注:用户名“负责人”属于“管理员组”一员。
2.1.2监视界面设计
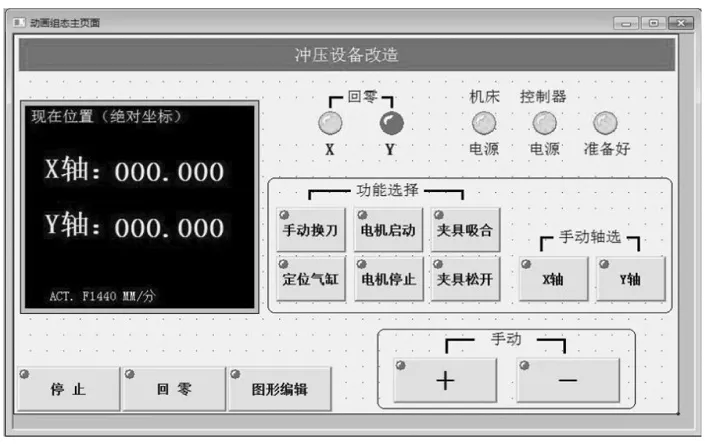
图1 动画组态主页面
监视界面总体效果如图1动画组态主页面所示,其布局参考了法拉克(FANUC)系统的布局设计。在监控设计上只跟踪监视了X、Y轴绝对坐标值,能直观的看到显示面板上坐标值的实时位置变化。X轴的变量值是“设备0_读写DWB8341/100”,Y轴的变量值是“设备0_读写DWB8351/100”,这种方法是直接通过PLC发送的脉冲量,进行换算得出的数值。
2.1.3在线图案编辑界面设计
图案编辑界面的设计是这个程序中最耗时间的,如图2动画组态加工页面所示,横竖各十个点,把这一百个点设置好变量并集合在方框中,加上模板的函数编写等等工作量很大。从“设备0_读写M0001”到“设备0_读写M0100”,从左到右从上到下依次排列。因为是点动按钮,所以需添加两个相同变量但不同颜色的按钮。每个点可以看作一个个按钮组成,未按下时显示为灰色按钮,按下后显示为另一个按钮用黑色表示已选中。在一侧的快捷按钮里有“清除”与“取反”按钮,极大的方便了在编辑图案时效率。在按下“样板”按钮后,将弹出“《”与“》”的选择箭头图标,模拟加工时常用的图形,以保存为模板的形式方便调取。样板函数IF A>0THEN A=A-1ELSE A=4ENDIF可以看作翻页的效果,每一页里都是将有涉及到的点变量置一,未涉及的点置零。
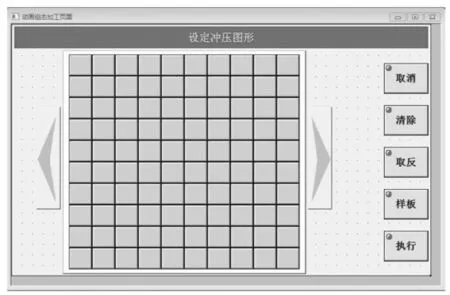
图2 动画组态加工页面
至于如何排列这些函数的顺序那么就要花费些功夫了,目前来看用相对简单些的方法来写,就是写出函数的框架,在这个框架内修改所需要的每页的数值。终究这项功能没有找到供用户编辑保存的解决方案,所以只能尽量的全面的大量编写完固化进去。这对该型号的触摸屏内存及CPU处理能力无疑是一种考验,可能会造成按键迟钝、系统反馈慢、触摸屏发热等等现象。若取消样板可在未进入加工时,再次按下“样板”键取消。
2.2 触摸屏的控制实现
2.2.1变量的连接
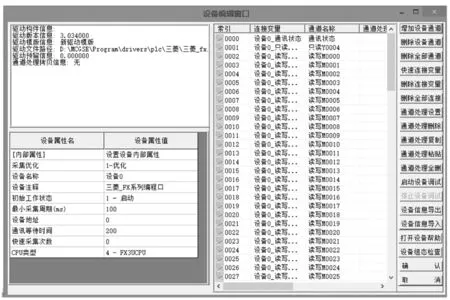
图3 变量参数设置
按钮设计的同时已经填写了变量如图3变量参数设置所示,这些变量可以看作一个个通道。但是,这些变量还不能与PLC连接起来,这时就需要把变量连接。单击“快速连接变量”按钮,将“设备0_读写M0000”到“设备0_读写M0118”快速连接到“4-FX3U”系列PLC通道上,最后点击“确认”按钮保存操作。
2.2.2通信串口设置
MCGS嵌入版与三菱FX3U PLC编程口通信时,需要使用提供的触摸屏的驱动通信构件即可。三菱FX3U PLC内通信参数不做修改。
打开MCGS组态软件,并新建一个工程。在“设备窗口”里双击“设备窗口”,接着在设备窗口里右击打开“设备管理器”找到“通用串口父设备”和“三菱FX系列编程口”并双击确定选择设备,使用其默认设置。“通用串口父设备”参数使用默认即可,只需要修改“三菱FX系列编程口”的通信参数为FX3U的PLC类型,其余参数使用默认。
2.3 程序的烧写
界面完成设计后,通过以上调试通过便可进行上机烧写程序步骤如下:
(1)打开MCGS组态软件,菜单栏选择文件—>上传工程。(2)选项设置与下载时类似,通过USB上传,将连接方式选为“USB通信”,通过网络方式上传,连接方式选为“TCP/IP网络”,目标地址输入TPC的IP(PC机本地IP设置与TPC在同一网段),设置完成后点击“开始上传”,当进度条满后,上传完成。
(3)注意:必须使用嵌入版6.8及以上版本运行环境,上传前提是下载工程时“下载配置”中勾选“支持工程上传”功能,否则提示“下位机没有工程原始信息”,程序无法上传。
3 上机运行加工
准备工作完毕后,就可以上机调试运行了。通过图案编辑页面可以有效的提高工作效率并减少编程强度。
轻触界面中的点选中即代表加工,可以运用一侧的快捷按钮“样板”、“取反”、“清除”进行快捷操作。图形勾选好后,点击“执行”便进入实体加工阶段。
工作过程是大致是触摸屏把用户的自定义图案信息共享给PLC,根据得到的信息PLC则马上对冲床X、Y轴控制联动。两轴运动的时候PLC会反馈两轴的位置信息给触摸屏,触摸屏则对反馈回来的信息展现给操作员,并对位置出现偏差异常提示并请求操作员进行纠正。正是因为实现两个控制器的信息交流,所以造就了系统更好的稳定性。
通过自定义对图案的在线编辑,最终实现了图形冲压过程不用大量的数值计算和写一堆繁琐的图形程序。
4 结语
采用在线编辑图形的操作界面,配以PLC程序控制,用户可以自由的组合文字和图形。将原本需要大量的数值计算繁琐的程序编程简化,不仅提高工作效率、减少编程强度,而且应用更简单直观。
猜你喜欢
今日农业(2020年13期)2020-08-24
装备制造技术(2019年12期)2019-12-25
人大建设(2018年11期)2019-01-31
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
能源(2018年5期)2018-06-15
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年12期)2017-02-02
山东工业技术(2015年18期)2015-07-16
小说月刊(2014年11期)2014-04-18