AAO+MBR工艺用于小型污水综合利用的试验研究
2021-01-08 04:18刘振凯
天津建设科技 2020年6期
刘振凯
(天津中水有限公司,天津 300381)
随着我国对水污染控制重视程度加大,污水处理厂、市政管网涉及不到的住宅区面临污水提标及综合处理问题。开发小型一体化、自动化程度高的污水处理设备,以满足小型污水厂和分散的住宅小区的污水综合处理将成为未来发展趋势。
本试验以某污水厂进水为原水,采用AAO+MBR处理工艺进行中试,研究分散式小型污水厂处理污水综合利用的可行性,要求出水达到DB12/599—2015《城镇污水处理厂污染物排放标准》一级A标准。
1 试验设计
由取水泵从调节池内取水。由经过提篮格栅截留污水中的悬浮污染物后进入生化池,进行生化处理和氮的去除。生化池分为厌氧区,缺氧区,好氧区和MBR区。产水泵自膜池抽吸出水进入清水池,经过次氯酸钠消毒脱色后达标排放。见图1。
污泥回流系统包括三部分,分别是膜池至好氧池,好氧池至缺氧池,缺氧池至厌氧池。剩余污泥定期排出。

图1 工艺流程
1.1 提升泵和提篮格栅
提篮格栅的设置是为了保护膜系统,用于去除污水中的纤维状、毛发类物质,以防膜丝被缠绕而造成损坏或膜污染。
1.2 厌氧池
污水经提篮格栅过滤后进入厌氧池,有机物在厌氧池得到一定程度地降解。同时,厌氧池内经历聚磷细菌的释磷过程[1],聚磷菌在厌氧条件下,可以将体内的有机磷分解为无机磷并释放至污水中,进入好氧环境后,聚磷菌又可以吸收超过自身生长所需要的无机磷,从而实现污水中磷的去除,系统中的总磷则通过剩余污泥的排放而得到去除。
1.3 缺氧池
厌氧池出水进入缺氧池。缺氧池的主要功能是脱氮[2],在此,反硝化菌利用污水中的有机物作为碳源将进水中以及好氧池回流污泥中带入的大量硝酸盐和亚硝酸盐还原为氮气并释放到空气中,从而实现反硝化脱氮作用。
缺氧池与厌氧池间设置污泥回流泵,从而平衡生化池中的污泥浓度。
1.4 好氧池
缺氧池出水进入好氧池,同时进入的还有膜池的回流污泥。在曝气条件下利用池中大量繁殖的活性污泥微生物通过自身的降解或吸附作用除去水中的有机物质,以达到净化水质的目的。
另外,在好氧池中,硝化细菌在好氧环境下将氨氮氧化为亚硝态氮和硝态氮[3],从而实现氨氮的去除。好氧池与缺氧池间设置污泥回流泵,好氧池末端的硝化液通过回流泵和管道到达缺氧池前端,进一步被还原为氮气,从而实现总氮的去除。与此同时,在好氧池中,聚磷菌发生好氧吸磷作用,从而使污水中的总磷得到去除。
1.5 膜池
利用膜对生化反应池内的含泥污水进行过滤,实现泥水分离[4]。一方面,膜截留了反应池中的微生物,使池中的活性污泥浓度大大增加,使降解污水的生化反应进行得更迅速、彻底;另一方面,由于膜的高过滤精度,去除了大部分悬浮物质,得到高质量的产水。
膜池设置MBR膜组件系统及配套的出水、吹扫系统。吹扫(曝气)有两个作用:一是用于膜组件周围的气水振荡,保持膜表面清洁;二是提供生物降解所需要的氧气。
生物降解后的水在自吸泵的抽吸作用下通过MBR膜组件,滤过液经由MBR集水管汇集,再经过消毒送到清水池或排放。通过膜的高效截留作用,大部分细菌及悬浮物被截留在膜池中。MBR膜组件可以有效截留硝化菌,使硝化反应顺利进行,有效去除氨氮;同时可以截留难于降解的大分子有机物,延长其在反应器中的停留时间,使之得到最大限度的降解。
MBR膜组件设有专用的吹扫系统,吹扫抖动膜元件,以防止污泥在膜元件周边累积,影响膜元件通透性。剩余污泥被定期排出,可控制系统内活性污泥的浓度及污泥龄。
为了保证MBR膜组件有良好的水通量,能持续、稳定地出水,使用化学清洗程序对膜组件进行定期清洗。膜材质为PVDF,膜使用寿命5~8 a,冲洗周期2~3月。
1.6 清水池
最终产水进入清水池,投加次氯酸钠进行消毒。
2 试验分析
2.1 原水水质
原水水质情况见表1。
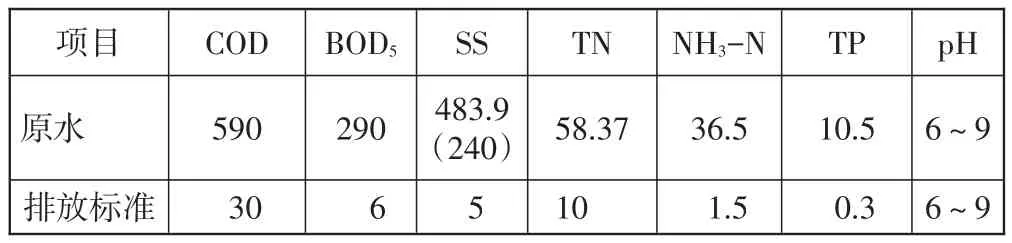
表1 原水水质mg/L
2.2 污泥驯化
采用污水处理厂污泥进行接种驯化[5],见图2。

图2 污泥沉降情况
由图2可以看出,驯化初期进水第1 d没有发生污泥沉降,液体浑浊;驯化第3 d开始出现明显的污泥沉降,SV30达50%左右,污泥颜色明显呈棕黄色,表明活性污泥正在生长增加,而上清液浑浊表明系统对水体有机物处理不完全;到驯化第16 d时,SV30值30%,污泥呈黄褐色,较之前明显厚实,而上清液有些许悬浮小颗粒且较之前清澈,表明活性污泥对水体中的有机物去除明显;到驯化第22 d时,SV30值60%,污泥浓度6 000 mg/L,上清液清澈,此时污泥驯化完成,系统可投入正常运行。
2.3 试验结果
近1 a运行中,主要针对处理系统在连续运行状态下对污染物的去除效果进行研究,生化处理阶段停留时间为24 h左右,运行时好氧池和膜池都为连续曝气,其中好氧池曝气量为20~30 Nm3/h,膜池曝气量为70~80 Nm3/h;缺氧池到厌氧池污泥回流比为200%,好氧池到缺氧池污泥回流比550%,膜池到好氧池污泥回流为500%,好氧池DO水平维持在2~3 mg/L。COD、总磷、氨氮去除效果较好,尤其是在高污泥浓度的条件下抗冲击负荷能力较强。见图3-图5。

图3 进出水COD情况

图4 进出水氨氮情况

图5 进出水总磷情况
由图3-图5可知,系统对COD、氨氮和总磷的去除率基本达标。总磷超标是因为前一天排泥5 m3,影响好氧聚磷反应所致;污水氨氮值超标主要因为好氧池DO不足污泥老化造成,其他时间处理效果均能达DB12/599—2015一级A标准。
2.4 能耗分析
在60×104m3/d的处理量下,设备能耗大约在1.7 kW·h/m3,其中吹扫风机占能耗的29.41%;好氧污泥回流泵和膜池污泥回流泵功率相近,两者总共占能耗27.65%;滤水泵能耗所占比例较小,为6.6%,所以在一定程度上滤水泵能耗波动对系统总能耗影响较小,而吹扫风机和回流泵的能耗对总能耗影响较大。
本工艺单位电耗偏高,主要原因有二:一是处理规模较小,各类设备选型偏大;二是回流泵和好氧池曝气没有变频调节功能。
3 结论和建议
1)一般情况下AAO+MBR对COD、总磷、氨氮整体去除率都可达到95%以上,在应对有机物和水量冲击方面,AAO+MBR也具有很大优势。
2)总氮去除率在冬季去除效果不理想,只能达到大约60%,主要原因是反硝化细菌不是低温耐冷菌,水温低于16℃后,活性会受到抑制。
3)在不发生污泥老化的情况下,污泥浓度应尽量提高,以增加微生物的浓度,污泥浓度在6 000~9 000 mg/L范围内,对有机物去除率最好,尤其可使出水总氮含量降到0.3 mg/L以下,主要是因为减弱了回流液中溶解氧对反硝化作用的抑制,同时在好氧池发生了同步硝化反硝化反应。污泥浓度>10 000 mg/L,会造成出水总磷升高。
4)AAO+MBR的膜丝清洗方面。0.3%的次氯酸钠300 L加热至35℃,反向注入膜丝内部并浸泡1 h,能使膜压差下降50%~80%。膜压差增长速度主要与污泥情况和水温变化有关,一般在冬季膜压差较高,污泥浓度较低导致的有机物去除率不高情况下会造成膜压差升高过快。
5)就本工艺而言,污水经处理出水能达DB12/599—2015一级A标准。由于本系统处理规模较小,而且膜丝的吹扫风机连续运行,造成电耗稍微偏高,后期应用阶段设计上可以优化节能。总体来说,本工艺在分散式小型污水处理场合应用具有可行性。
猜你喜欢
化工管理(2022年14期)2022-12-02
中国资源综合利用(2022年9期)2022-10-13
生物技术进展(2022年5期)2022-10-11
环境工程技术学报(2022年3期)2022-06-05
现代矿业(2022年3期)2022-04-09
科学养鱼(2021年5期)2021-06-17
世界有色金属(2021年1期)2021-04-19
科学与财富(2016年7期)2016-03-25
消费者报道(2015年7期)2015-12-05
绿色科技(2014年5期)2014-08-08