Reppe法BDO生产中乙炔净化工艺改进
2021-01-10 03:24刘兴旺
科学与生活 2021年26期
刘兴旺

摘要:一种基本的有机化学成分是BDO,可用于生产一些增塑剂、保湿剂等产品,主要用于生产NMP、THF、PBT等,BDO衍生物还可用于制造高附加值的精细化工产品。当前,BDO工业化生产中最重要的方法是Reppe法,电石乙炔提纯操作中通过分析Reppe法BDO生产中可能存在的问题,希望对工艺改进方法有更深入的了解,进一步为未来的生产做出贡献,
关键词:Reppe法;BDO生产;乙炔净化工艺
一、 Reppe 法内容
(一)Reppe 法的由来
由德国Reppe博士开发的一种技术就是Reppe方法,可分为三个主要步骤。第一步骤是在甲醇氧化下产生甲醛。第二步骤是乙炔和甲醛在碳酸铜催化剂总用下生产1,4丁炔二醇(将原来语句改为标注语句)。第三步骤是1.4丁炔二醇催化加氢生产1,4丁二醇(将原来语句改为标注语句)。因整体技术的核心是第二步骤,所以,德国博士在起名字时候,则以自己的名字来命名。使用乙炔和甲醛为主是Reppe法(读不通),并使用催化剂合成1,4-丁炔二醇。已经有两种工艺主要基于该技术,一种是BASF公司的悬浮床工艺,另外则是亚什兰公司的浆态床工艺。两家公司之间也存在一定的差异,因为它们的分离方法不同。
(二)传统 Reppe 法生产的缺点
Reppe法生产的常规BDO成本较高,生产过程中对社会造成巨大污染,安全性得不到保障,会出现了一系列的不良反应,经过不断的研究,人们决定改进这种方法。
二、BDO概述
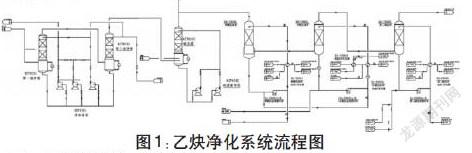
对原料乙炔气的要求,BDO装置催化剂(合成镍催化剂和BYD铜催化剂)特别严格,杂质的存在会增加副产物,缩短催化剂的生命周期。在传统原油精炼(次氯酸钠精炼)的基础上英威达增加了酸精炼系统。微量的硫、磷等杂质在一级碱洗塔出来的乙炔气中含有,这些杂质是BYD反应所需要的,在二级碱洗塔和浓酸塔、稀酸塔经过高度净化后,乙炔气就是BYD反应部分,流程如下。(不通顺,以上内容和BDO没有关系)
三、技術的应用与市场现状
BDO技术的生产工艺很多,一般采用丁二烯乙烯氧化法、丙烯醛法、Reppe法等。Reppe方法是这些方法中最重要的,Reppe法生产的BDO目前可以达到总产量的一半,但我国很多地区使用的通常是Reppe法的改进版。很多企业尤其是2011年以来,都发现了BDO的好处,都开始扩大BDO。BDO的最大容量特别是在我国的西北和东、西部地区,可以超过10万。伴随越来越多的产能公司的出现,现在已经成为行业的主流。很多公司已经开始生产BDO衍生产品来减少BDO产能过剩,减少公司面临产能过剩的压力。
四、原因分析
乙炔气体伴随水进入稀酸塔,则因浓硫酸吸水放出大量热量,酸浓度约为80%。乙炔中混入的水越多,与酸接触会升高塔内的温度,气体和反应越剧烈,反应温度越高。分析乙炔气的含水量和酸的吸排情况,2%~4%为乙炔气的含水量,乙炔气碳化的可能性越大。从稀酸塔的更换和排放可以看出,含有颗粒状固体,废酸呈黑色。对稀酸塔中伴随乙炔的含水量的初步分析表明,随着稀酸塔与酸接触温度的升高,乙炔气在高温下将水碳化。乙炔的碳化物在稀酸塔中产生固体碳化物堵塞填料,乙炔碳化增加装置乙炔消耗,导致稀酸塔内压降迅速增大。
五、工艺改进思路
我们计划降低稀酸塔乙炔气入口温度,以改善稀酸塔的运行条件,减少乙炔气中的水分。这意味着在第一个碱洗塔之后,将添加一个包括预冷器和气水分离器的冷却脱水系统。
六、工艺改进内容
在第一碱洗塔之后增加冷却水去除系统,该系统包括一个预冷器和一个预分离器,冷却乙炔气使用冷却器5°C。通过降低水的饱和蒸气压,降低稀酸塔入口乙炔气的温度,降低水蒸气的分压,达到除水效果,进一步通过细水雾捕集器改进。工艺说明:首先通过新的冷却和中和系统将第一碱洗塔出来的约35℃乙炔气,水分从0.8%降低到1.2%,将温度降低到10℃左右,然后等待精细净化系统杂质去除硫和磷,最后送至第二碱塔中和多余的酸性气体,送至BYD工段。
七、工艺改进效果分析
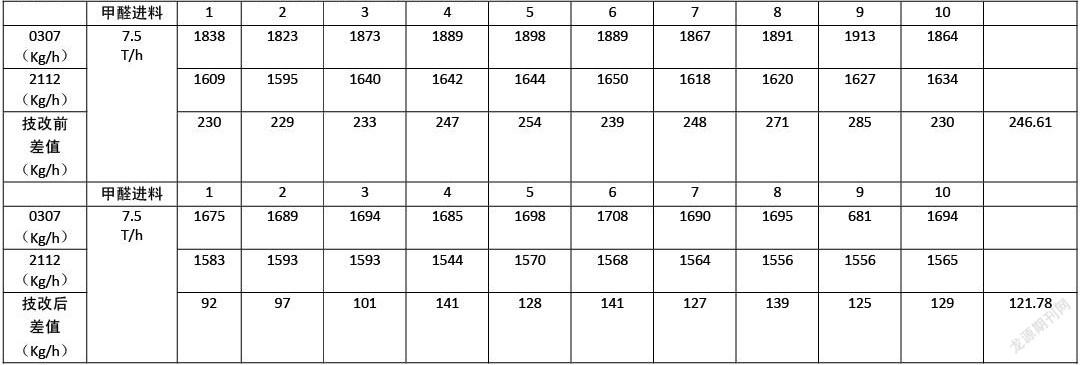
技改项目实施后,通过收集运行数据,跟踪运行状态,分析如下。首先,技改前稀酸塔在BYD反应器下运行35天,甲醛供给量为7.5T/h,压差增至450mmH20,技改后8.OT/BYD在甲醛供应负荷。在催化剂维护和更换期间的147 天运行期间,压差为 258mmH20。可见乙炔碳化和稀酸塔填料堵塞。与技改前相比,这是一个显着的进步,在一定程度上延长了稀酸塔的运行时间。其次,从运行数据可以看出,在与BYD反应器技术改造前相同的条件下,0307中乙炔的用量比技术改造前少,损失较大。技术改造后酸体系中乙炔用量减少。第三,在BYD反应堆7.5T/h的甲醛供应条件下,技改后酸系统运行的浓硫酸量也明显减少。140kg/h为技术改造前浓硫酸的消耗量,70kg/h为技术改造后的消耗量降。同样,废酸排放量也从每天4.1T左右降低到2.1T左右,废酸处理压力也随之降低。第四,流量计对比分析。将BYD工段2112的乙炔吸收量与乙炔精制前0307的流量对比可知,乙炔在稀酸塔中的损失减少了88.83 Kg/h,详细计算如表1所示
注:改进前5批次催化剂的平均电石消耗量采用上表工艺改进前电石消耗量。根据上表数据,四个月的工艺改进与去年同期相比减少了电石消耗量498.32吨。
结语:综上所述,Reppe的BDO制造中改进的乙炔提纯工艺减少了制造过程中电石的消耗,降低了制造成本,在整个过程中节省了大量资源,具有经济和环境效益。
参考文献:
[1]谷志杰.Reppe法BDO生产中乙炔净化工艺改进办法[J].云南化工,2020,47(06):159-160.