汽车行业专用检具设计、制造及应用浅析
2021-01-10 16:43王宏业
科技信息·学术版 2021年36期
王宏业
摘要:随着现代社会的经济和科技的不断发展,工业生产普遍实现了机械化。汽车行业又是国家支柱行业,随着汽车行业的蓬勃发展,专用检具的应用越来越广泛且短时间不会被替代,专用检具的设计合理性、规范性、低成本、高质量、寿命长、功能广是很多企业所需求,通过对现有文献进行总结和梳理及行业、社会实践总结,归纳出专用检具的设计、制造、应用参考标准。
关键词:专用检具设计、机械零件、汽车行业、设计合理性
引言:
随着汽车行业的迅猛发展,国内企业的生产制造能力越来越强,产品检测对于企业而言是不可或缺的也是增加成本的过程,虽然市场上有很多通用的常规检具、如卡尺、千分尺、百分表、三坐标、投影仪、气动量仪、高度仪、红外检测、蓝光检测等等,但专用检具仍是不可替代作用【国家统计局数据显示,2018年末,中小企业36.9万户,比2017年末减少6494户企业,2011年以来首次出现负增长;占全部规模以上工业企业户数的97.6%。其中,中型企业5.0万户,占中小企业户数的13.5%;小型企业31.9万户,占86.5%】。我国制造业中大多以中小企业为主,中小企业具有以下特点:自有资产少、经营规模小、经营业绩不稳定、市场竞争激烈、技术力量薄弱、人才结构不完整、所以设计的专用检具良莠不齐,存在浪费成本、浪费效率等一系列问题。
一.专用检具设计的基本原则
1.1尽量轻量化设计,由于使用频繁、经常搬运(设计时做减重处理、或非承力部件在考虑引起变形情况下选用轻量化材料);
1.2尽量使用标准件吊环或把手,易于检具搬运;
1.3尽量考虑人机工程的应用,检具使用环境、使用地点,对于检具的高度、大小、方向合理化设计,减轻人员站立/坐立不合适或不顺手引起的疲劳;
1.4尽量使用标准件,降低检具制作成本及增加检具零部件通用性;
1.5尽量材料使用材料少、组合块式、分体式、镶嵌式结构,检具提高检具原材料利用率;
1.6在满足精度的前提下尽量使用常规加工工艺,能制造出来,最大限度降低检具制造成本,如:线切割、普铣、数控车、普通钻床、平面磨床、外圆磨床、加工中心等;
1.7尽量防错、防呆设计,最大限度易于人员操作;
1.8尽量提高检具的检测效率,在制作成本可控的情况下,使用气动、电动、快速夹等工业用品,提高检测效率、降低检测劳动强度;
1.9尽量一模多穴或左右共用,提高检测效率与制造成本,也便于日后管理维护;
1.10尽量多功能设计、考虑后期的维护、应用范围、改制维修方便,降低成本;
1.11尽量增加检具的完整性防护,如:防丢链/绳、保护罩、缓冲垫等
等等
二.专用检具的组成:
一般专用位置度专用检具都是由以下几部份组成:
底板或支撑板:起平面定位作用;
测量销:起测量作用;
定位销:起产品定位作用;
导向套:测量销测量时导向作用;
快速装夹装置:起夹紧产品,在测量时不会产生松动现象;
2.3专用检具尺寸的组成:
定位尺寸:如定位销直径、定位销位置;
导向尺寸:是指测量销导向部位与导向套配合尺寸:
测量尺寸:是指测量销与产品接触的外径尺寸;
2.4位置度专用检具的定位方式:
相对于某一平面和某两点为基准的位置度定位方式一般采用一定位平面与两定位销进行定位。
相对于某一平面和中心孔为基准的位置度定位方式一般采用一定位平面与中心定位销进行定位,如呈环形矩陈的法兰盘安装孔位置度。
对于毛坯件平面的定位,可以采用三点支撑的方式进行定位。
对于用外圆柱为基准的,可以采用V型块加一平面和一定位孔销作为定位方式。
2.5定位销直径选择:
对于圆柱形的定位销,外径与定位孔最小尺寸间隙配合,之间在0.005~0.01之间。
2.6定位销测量尺寸计算:
A=B-C+D+E A:测量尺寸
B:被测孔径下偏差
C:产品位置公差
D:磨损余量
E:允许公差
2.7导向孔位置要求:
导向孔位置公差的要求一般为被测产品孔径位置公差的1/5~1/10.
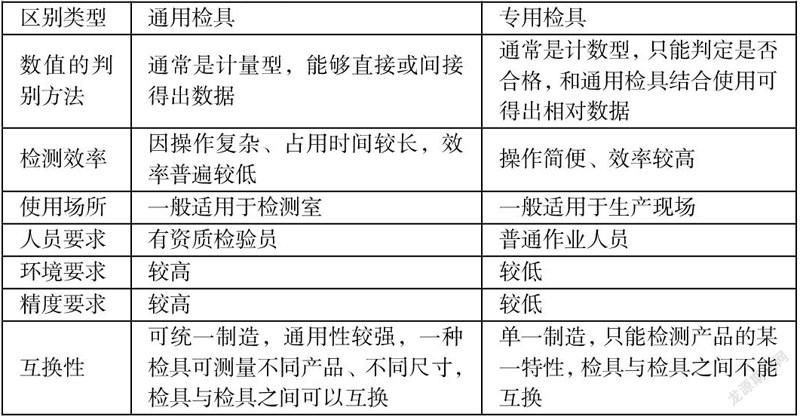
三.与常用检具的区别;
区别类型 通用检具 专用检具
数值的判别方法 通常是计量型,能够直接或间接得出数据 通常是计数型,只能判定是否合格,和通用检具结合使用可得出相对数据
检测效率 因操作复杂、占用时间较长,效率普遍较低 操作简便、效率较高
使用场所 一般适用于检测室 一般适用于生产现场
人员要求 有资质检验员 普通作业人员
环境要求 较高 较低
精度要求 较高 较低
互换性 可统一制造,通用性较强,一种检具可测量不同产品、不同尺寸,检具与检具之间可以互换 单一制造,只能检测产品的某一特性,检具与检具之间不能互换
四.根据结构的复杂程度分类,可以分为以下几种:
4.1便携式专用检具:重量轻,操作方便,可以随身携带。如塞规、卡板、比较样板等。
4.2大型装用检具:一般检测产品零件尺寸较大的检具,比较笨重、不易搬运。如综合性专用位置度检具、特定专用检测设备等
4.3专用检具的分类
根據测量对象的不同,可以分为以下几种类型:
4.4极限塞规:一般用于测量产品内孔直径或槽宽。
4.5极限卡规:一般用于测量产品的外径、壁厚等。
4.6比较样板:一般用于检测产品的角度、圆弧或曲线形状等产品特性。
4.7跳动芯轴类:一般用于检测产品相对中心孔的端面跳动、垂直度或同轴度类,要和其它辅具或表类量具结合才可使用。
4.8端面距类:用于检测产品的面与面的端面距离、槽深或孔径深度等产品尺寸,可单独使用,也可与表类量具结合使用。
4.9位置度专用检具:一般用于检测产品孔或轴销相对于某定位孔或中心孔的相
结束语:
专用检具的应用不限于汽车行业,在专用检具的设计过程中,设计人员首先要对零部件要求有全面理解,找出产品的关键尺寸(功能性、装配性尺寸),其次要对机械制造加工工艺全面了解,了解各种加工设备的加工能力及工时报价,需熟练掌握3D软件(Solidworks/ProE/UG等)、2D软件(CAXA/Auto CAD)应用能力及熟知并了解工业用品标准件(如:MiSiMi工业用品一站式采购平台,各种标准件件参数、数模查询)再结合以往经验,这样才能设计出实用、低成本、寿命长、功能全、高效/方便/快捷的专用检具,能够更好的满足客户要去,降低企业成本,推动企业健康、科学、持续地发展。
参考文献:
[1]宋天虎、黄远东、李俊带、王启义.中国机械设计大典[M].江西:江西科学技术出版社,2002:55-61
猜你喜欢
山东工业技术(2017年5期)2017-03-16
科技资讯(2016年26期)2017-02-28
软件(2016年4期)2017-01-20
中国市场(2016年41期)2016-11-28
商(2016年33期)2016-11-24
商(2016年34期)2016-11-24
汽车之友(2016年5期)2016-03-02
科技与创新(2015年21期)2015-12-01