
软爪在特殊加工中的应用
2021-01-11 06:20河南中光学集团股份有限公司精机公司河南南阳473000
金属加工(冷加工) 2020年12期
■河南中光学集团股份有限公司精机公司 (河南南阳 473000) 张 勇
自定心软爪通常用来保护零件的已加工表面,减少夹持变形,在软爪上夹持加工零件,可以更好地保证回转体零件的同轴度要求。下面介绍几种软爪在特殊加工中的应用实例。
1. 软三爪取代螺纹工装
有些零件受本身形状和工艺的限制,需要装夹螺纹部分来加工其他部位。但只有在粗牙螺纹牙顶削平面比较宽的情况下,才用软爪夹持螺纹外圆,进行后道工序的加工,并且采用较小夹紧力,加工效率低,平时基本不采用这种装夹方法。常采用螺纹套和螺纹心轴工装安装工件,但螺纹的上紧和解脱依靠人力,对切削用量的选择限制也较多,批量操作时工人劳动强度很大,有诸多不便之处。
1)解决方法:制作螺纹式软三爪(见图1),取代螺纹工装。具体的操作方法是,先把软三爪合拢到位,再在软三爪夹持面上车削出所需规格螺纹,把零件拧在软三爪上加工,即可做到装夹牢固。待零件加工完成后,松开三爪即可将零件取下(见图2)。

图1 螺纹式软三爪
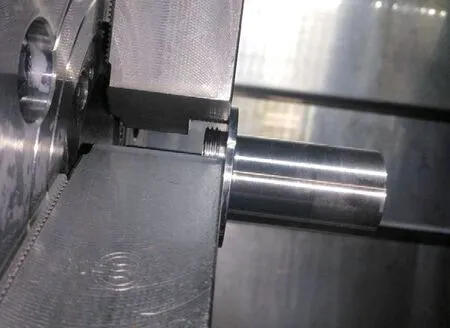
图2 松开三爪零件即可脱下
2)实施效果:经实践验证,螺纹式自定心软三爪同时解决了螺纹装夹和拆卸的问题,不但具有同心度好、牙型受力小的优点,而且可以节省零件装夹和找正时间,提高生产效率。
2. 软四爪装夹四方体偏心零件
我公司加工的某产品柄接头(见图3)和基座系列零件,是一种四方体和偏心圆柱的组合体。按以往的加工方法,采用单动四爪装夹(见图4),操作者通过调整4个单独进退的卡爪,用百分表找正偏心圆柱,依次将4个卡爪夹紧后,加工圆柱部分的外圆和内孔。单动四爪装夹四方体偏心零件,调整灵活方便,缺点是装夹效率低下,每装夹找正1个零件平均耗时5min以上,不适宜批量加工。

图3 柄接头

图4 单动四爪装夹柄接头
1)解决方法:将焊接好的软四爪同心安装在车床卡盘上,整体移动至铣床工作台,以卡盘孔为基准铣削软四爪夹持面至偏心状态,使得零件要加工的偏心部分与主轴同轴。
2)具体操作方法:分别按照零件四方体的4个边到偏心圆柱中心线的距离,去除4个软卡爪相应的余量,这样零件只要按照与四爪对应的方向装夹,零件圆柱部分中心线就能与机床主轴轴线重合,无需百分表找正,每装夹1个零件只需10余秒(见图5)。制作完成的零件如图6所示。
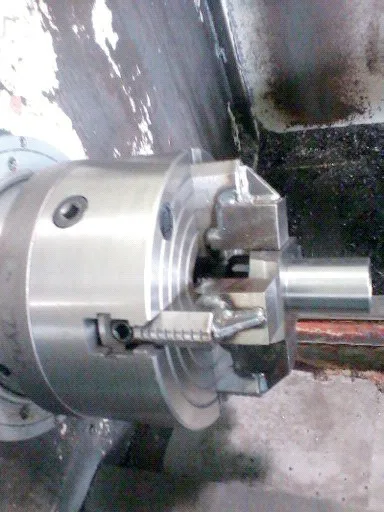
图5 制作好的软四爪装夹柄接头

图6 制作完成的零件
3. 软爪车削偏心工装
偏心工件在机械制造行业中应用的范围十分广泛,而在生产中,偏心工件的加工方式又有很多种。常用的有单动卡盘安装和自定心卡盘垫片安装。
在单动卡盘上安装、车削偏心工件时,装夹、找正相当麻烦,因此只适用于单件和小批量的偏心工件。
对于长度较短、形状比较简单且加工数量不多的偏心工件,也可以在自定心卡盘上进行车削。其方法是在三爪中任意1个卡爪与工件接触面之间,垫上1块预先选好的垫片,使工件轴线相对车床主轴轴线产生位移,并使位移距离等于工件的偏心距。缺点是加工时必须进行试车检验,再按实际测量偏心距误差求得修正值,从而调整垫片厚度,经过几次调整以后才可以正式车削。垫片与卡爪接触的一面必须做成与卡爪圆弧相同的圆弧面,否则,接触面将会产生间隙,造成偏心距误差。装夹时,工件容易产生轴线歪斜,影响偏心精度。
下面介绍一种简单快捷的偏心工件车削方法。
1)首先针对零件形状特点制作一个偏心套。要求两面的平行度精度高,最好在磨床平磨两面。偏心套的内外圆在线切割机床上一次割成。上平面要找平,保证内孔和外圆与上下面的垂直度。内孔尺寸要与被加工零件外圆尺寸一致。
2)具体操作方法:把需要加工的零件预先安装在偏心套内,一起装夹在软爪上进行车削加工(见图7)。加工后的成品如图8所示。

图7 软三爪偏心套装夹零件

图8 加工后的成品
3)实施效果:盘类或较短的轴类偏心零件适宜采用这种加工方法,其优点是装夹速度快、效率高,偏心精度比较高。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
石油化工设备(2021年1期)2021-01-20
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年2期)2017-05-04
中华骨与关节外科杂志(2016年3期)2016-05-17
