一种射频同轴电缆的激光焊接方案
2021-01-14 12:55唐少雄陈柯岚喻箫
科学与生活 2021年15期
关键词:电力系统
唐少雄 陈柯岚 喻箫

摘要:射频电缆接头作为一种重要的部件被广泛地使用在大多数电力系统中,而同轴电缆作为电力系统中不可缺少的重要材料,同轴电缆通过外导体实现屏蔽的作用,采用焊接带有薄带卷管组成其结构。本文针对目前人工手动焊接存在的缺陷,设计了一套射频同轴电缆接头的激光焊接系统的整机图纸,并给出了相应的实现方法,最终提供了一种射频同轴电缆接头的激光焊接方案。对电力系统中同轴电缆的焊接工作具有重要意义。
关键词:射频同轴电缆 电力系统 激光焊接方案
一、引言
随着工业和制造业的快速发展,焊接技术水平也越来越高。新的焊接工艺方法不断涌现,专业焊接设备日新月异。在电力系统中,射频电缆接头被普遍使用,而同轴电缆也是电力系统的重要基础设施,其外导体起重要的屏蔽作用,它是由薄带卷管焊接而成,所以研究其焊接工艺,提高焊接质量十分重要[1]。同轴电缆的物理连接主要包括连接器、同轴线以及射频接头焊接部位。连接器、同轴线、射频接头焊接部位的连接情况均会影响传输电缆的电抗特性。其中影响最大的就是接头焊接部位的一致性和均匀性较难控制,这种不确定导致了传输线缆的电抗特性变化[2]。换而言之,在信号传输的高速化和可靠化的发展进程中,保护信号完整性的难度不断提高,实际上就是对电缆焊接工艺提出了高要求和新标准,更是对传统电缆制作过程提出了新的挑战。而射频接头焊接作为同轴电缆制作过程中最重要最基本的环节之一,只有深入研究焊接工艺对射频接头信号完整性影响的主要因素,并且找出焊接工艺方法的改进办法,了解工艺参数的合适范围,才是保证信号完整性的根本途径。
本文提供了一种射频同轴电缆接头的激光焊接方案,该方案可通过可视化界面全程控制同轴电缆与射频电缆接头的自动焊接过程,同时可对焊接结果进行实时检测,能够极大提高焊接速度、焊接精密度和成品率;可以解决手动焊接时所造成的虚焊以及焊接不牢等弊端,为电力系统的稳定运行提供有力保障。
二、机械结构和工作原理
2.1 系统的总体结构及系统设计
2.1.1 机械结构:
设备包括底座110、升降机构120、激光焊接机构130、焊锡机构140、同轴固定机构150、夹线机构160和导轨机构170。其整机结构渲染图如图2.1所示。
其中,升降机构120支撑在底座110上,激光焊接机构130可拆卸连接升降机构120,并能够随升降机构120移动;焊锡机构140连接激光焊接机构130,能够盛装并输送焊锡;同轴固定机构150设置在焊锡机构140底部,并能够夹持射频接头;夹线机构160能够夹持光缆;导轨机构170支撑在底座110上,夹线机构160能够沿导轨机构170滑动,并将光缆的接头插入射频接头内,在本实施例中射频接头为2M接头。
需要特别说明的是,本文采用焊锡机构、同轴固定机构和导轨机构进行导引,能够将激光焊接机构放置在离工件适当距离的位置上,可在工件周围的机具或障碍间再导引,且在焊接的全过程中无需与焊接目标接触,有效地将机具的损耗和形变降至最低,实现了自动化控制。
2.1.2 系统设计:
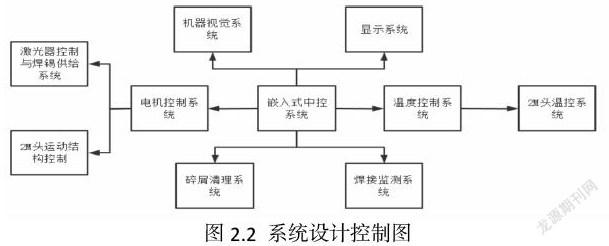
射频同轴电缆的可视化智能激光焊接设备主要由机器视觉系统、显示系统、温控系统、焊接监测系统、碎屑清理系统和电机控制系统组成。其中电机控制系统主要实现焊接头与焊锡的供给系统和2M头的结构控制,分别由步进电机装置实现,温度控制系统主要负责2M头的温度控制功能。其原理图如图2.2所示。
其中各系统主要包括:
1)供电部分:整个系统的供电包含220V-24V、3.3V、±5V、±12V。
2)机械系统:包括弹出式放件结构、夹线结构、进线结构、压线结构、自动焊接结构5大部分,其中自动焊接系统又包括激光器结构、自动进锡结构。
3)控制系统:控制系统包括温度控制、电机控制、图像采集显示、焊接短路断路检测、压线结构控制等。
根据上述的2M头同轴电缆可视化自动焊接系统的组成单元,其工作流程如图2所示。
2.2 具体机械结构及工作原理
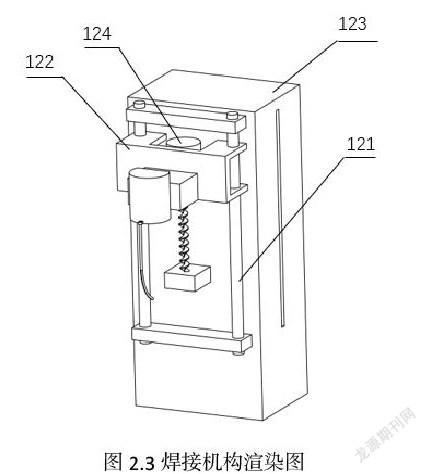
1)升降机构
如图2.3所示,升降机构120包括:升降導轨121、升降滑块122、升降支撑板123和升降电机124。
升降导轨121,其一端支撑在底座110上,在本实施例中升降导轨121由两根导轨组成;升降滑块122可滑动设置在升降导轨121上;升降支撑板123设置在升降导轨121另一端,以限制升降滑块122的滑动位置;升降电机124设置在升降支撑板123上,能够驱动升降滑块122沿升降导轨121滑动。
需要特别说明的是,本文选用升降机构120固定激光焊接机构130,通过升降机构能够实现了激光焊接机构的位置的自由调整,以保证焊接精度。
2) 激光焊接系统
激光焊接机构130包括:激光固定座131和激光器132,其中激光器固定做131可拆卸连接升降滑块122;激光器132可拆卸设置在激光固定座131上,作为一种优选,激光器132与激光固定座132螺纹配合。
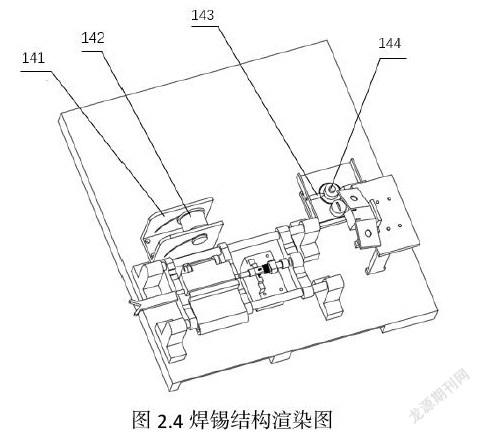
如图2.4所示,焊锡机构140包括:焊锡架141、送锡轮142、送锡管143和送锡电机144。
焊锡架141支撑在底座110上;送锡轮142可旋转支撑在焊锡架141上,以放置焊锡;送锡管143一端连接送锡轮142,另一端固定在激光器132底部;送锡电机144连接送锡轮142,并驱动送锡轮142旋转,以使焊锡串接在送锡管143内。其中,焊锡卷绕在送锡轮142上,送锡电机144连接送锡轮142,能够拉拽焊锡,使焊锡串接在送锡管143内,使焊锡位于激光器132底部。
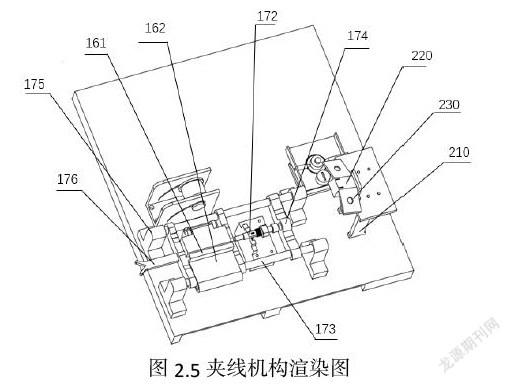
如图2.5所示,夹线机构160包括第一夹线板161和第二夹线板162;第二夹线板162与第一夹线板161平行设置,以夹持电缆。
导轨机构170包括:滑轨固定支座171、第一滑轨172、第二滑轨173、连接架174和翻转架175。滑轨固定支座171支撑在底座110上;第二滑轨173与第一滑轨172平行设置;连接架174连接第一滑轨172和第二滑轨173;
翻转架175支撑在连接架上,并支撑在所述滑轨固定支架上,以实现所述滑轨翻转。作为一种优选,还包括旋转杆176支撑在夹线机构160一端。
还包括:摄像头支撑架210、摄像头220和补光灯230。
3) 可视化成像系统
摄像头支撑架210支撑在底座110上,位于导轨机构170一端;摄像头220可拆卸连接摄像头支撑架210,补光灯230其设置在摄像头支撑架210上;摄像头与补光灯整体通过螺丝螺母固定在摄像头固定板及固定块上,摄像头与水平位置呈65度夹角。
还包括检测机构300,其设置在导轨机构170上,以进行短路和断路检测。
实施以射频接头与同轴电缆可视化激光焊接系统的工作过程为例,做进一步说明:
将焊锡放入焊锡架并将焊锡与送锡机构连接,再将橡胶导管与导管接入口连接使送锡机构与焊接机构上的送锡管连接形成整套装锡过程;将2M头放入2M头固定支座上,将通路检测机构向右移动与2M头连接;将同轴线放入夹线机构中,把露出的线芯通过向左移动夹线机构插入2M头芯,完成整套装线过程;开启自动控制系统,送锡电机将焊锡通过橡胶导管送入送锡管中直至焊锡出现在2M头的正上方,升降电机1带动升降机构和焊接机构向下移动,带着焊锡插入2M头芯中与同轴线线芯连接,升降电机带动升降机构和焊锡机构向上移动回到初始位置完成整套送锡焊接过程;装锡过程、装线过程以及送锡焊接过程都可通过摄像在外部电子屏幕上观察。
三、系统硬件电路的设计与研发。
系统由液压装置、步进电机和丝杠装置、图像采集装置和外部通信装置等组成,其硬件的设计是本文的主要研究内容;
本文对硬件电路的设计给出了设计方法,具体如下:
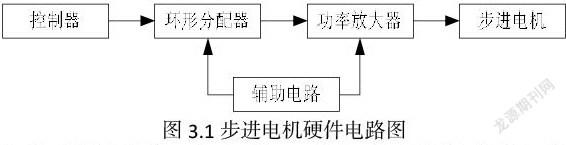
1)步进电机控制方法:根据细分数,将整步的步距角或是半步的步距角,划分成为 n 个步距角度,并保证均匀性,从而使电机能够通过 n 步转过整步或半步的步距角[3]。本文使用的步进电机为57BYG250-56 2相步进电机 扭矩0,9MM
如图3.1所示,步进电机驱动电路的控制脉冲由嵌入式系统的电机控制端口输出,控制信号经74LS14反相后进入9014,经9014放大后控制光電开关,光电隔离后,由功率管TIP122将脉冲信号进行电压和电流放大,驱动步进电机的各相绕组。使步进电机随着不同的脉冲信号分别作正转、反转、加速、减速和停止等动作。
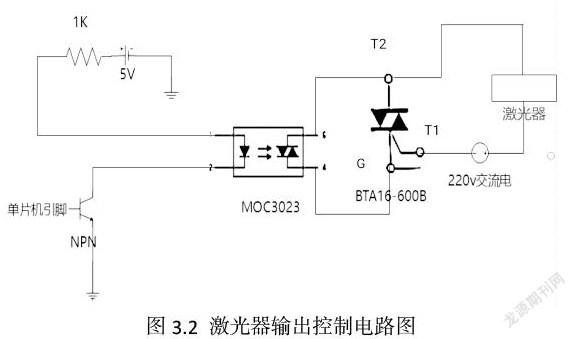
2)激光器输出控制方法:如图3.2所示,激光器输出控制电路图,其工作原理是通过单片机引脚输出低电平使得三极管导通,芯片MOC3023触发控制BAT16-600BT1和T2脚导通,从而220V市电接入激光器的电源,激光器发出激光作用至焊接位置完成焊接。
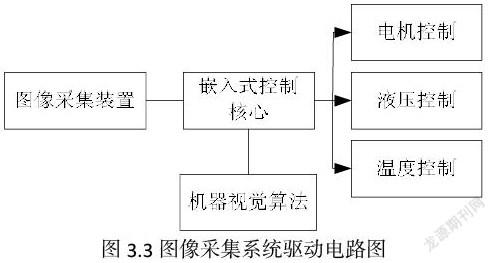
3)图像采集装置的实现方法:在处理器速度快或图像采集速度要求不高的应用中I/O接口方式是普遍的选择[4]。本文应用的就是I/O接口方式。如图3.3所示,图像采集系统驱动电路图,图像采集系统主要负责焊接状态的实时显示和状态判断功能,嵌入系统通过图像采集驱动电路控制带自动聚焦功能的摄像头,利用两个锁存器分别锁存状态和图像数据,处理器通过两个I/O端口分别读取。在采样时钟的上升沿数据锁存器保存传感器输出的图像数据,当处理器通过I/O口读取图像时,数据锁存器输出数据。其它情况下,锁存器输出处于高阻状态。处理器通过状态锁存器读取同步信号和图像就绪(Ready)指示信号。在数据锁存器保存图像数据的同时,状态锁存器产生Ready信号(从‘0’到‘1’)。处理器读取图像数据时,Ready信号自动清除(从‘1’到‘0’)。处理器读取状态时锁存器驱动总线,其他情况下输出处于高阻状态。
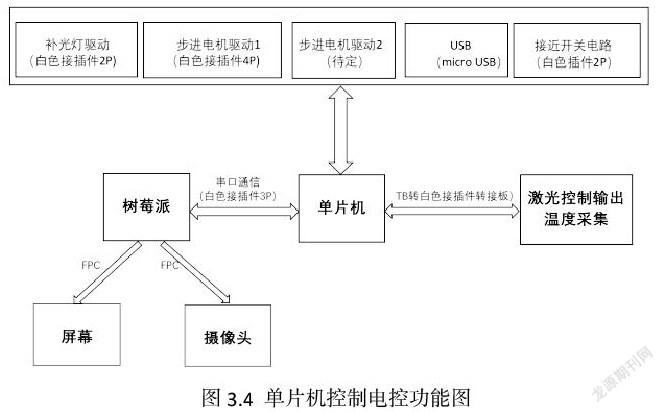
4)外部通信装置控制方法:如图3.4所示,其中各个模块之间的连接关系,单片机控制电控功能图由图可以看出通过单片机,对电机驱动、温度获取、温度控制、矫正位置、补光灯控制、通信单元进行合理化控制。
5)机器视觉仿真技术:机器视觉在工业自动化生产中得到广泛应用[5],特别是在工业机器人应用领域[6]。机器视觉技术是本系统的核心技术之一,该技术决定了最终设计效果,其主要是实现对焊接过程的实时监控,并通过机器视觉技术,对焊接过程进行实时控制;
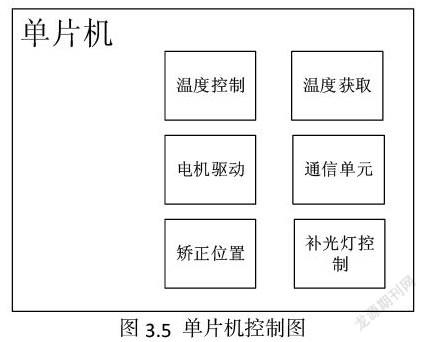
6)嵌入式中控系统技术:嵌入式系统是目前的主流技术,其特点众多,并且由于系统要完成的功能较为复杂,外围电路较多,并且要完成复杂的算法功能,一般的单片机无法满足要求;如图3.5所示,射频同轴电缆的可视化智能激光焊接设备的硬件电路主要由液压驱动、步进电机驱动、图像采集系统驱动、显示系统设计和温度控制系统设计等几部分组成。电控部分功能包括:电机驱动、温度获取、温度控制、矫正位置、补光灯控制、通信单元。
其中控制的单片机型号为STM32F103T8U6,它是32bit微控制器,能产生独立PWM波,PWM脉宽可调且频率可调,方便步进电机驱动调试速度[7]。
7)人机交互界面的设计。目前,软件人机交互窗口主要是使用一些常用的控件进行调整与优化。人机交互界面是系统与操作者交流的主要接口[8]。我们通过在系统外壳上嵌入一个电子屏幕,可以实现人机交互功能。
四、系统控制总体方案
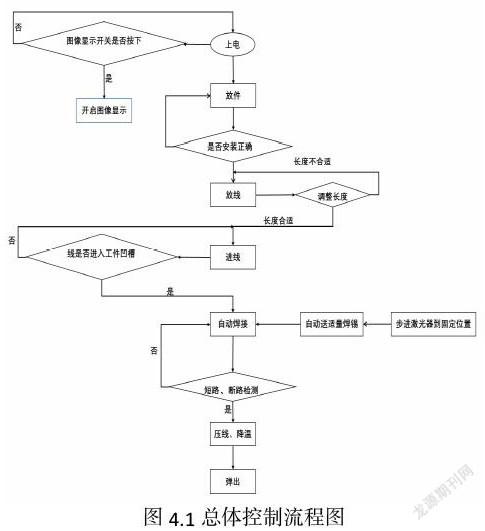
如图4.1所示,本文还提供一种射频接头与同轴电缆可视化激光焊接系统控制方法:
流程说明:
开启摄像头,并监控图像;
在通电后,调整放入射频接头和电缆;
检测并调整电缆长度,并判断线缆是否进入凹槽;
通过送锡机构送入焊锡;
通过升降机构调整激光焊接机构的焊接位置,完成焊接就弹出。
具体的说,整个系统工作在密闭的环境中,放件会有一个弹出式结构,在开始焊接之前,操作人员需要启动相应的按钮弹出此结构,把工件正确的放置到此结构上,然后推回到相应的位置。其次,操作人员把手动裁好的线,放在相应的夹具上,调整铜芯裸露的长度,然后固定。开启焊接按钮,此时送线装置会按照一定的步进量,把线沿着固定的轨迹送到工件的凹槽内,如果线没有进入凹槽,需要重新送线。待进线完成后,激光器会步进相应的长度到达工件凹槽上方但与焊接位置保持一定安全距离,此时自动送锡系统会送取已经设定好的固定的锡量用于焊接。待焊接完成后,激光器会退到刚开始的位置,接下来进行断路、短路检测,如果检测不通过,会发出報警信号,同时启动自动修复功能,重新焊接,与第一次焊接不同的是,当第二次焊接的时候,不会再次送锡。等待检测,再次焊接完成之后,进行压接地线。最后一步是退件,在退件之前,首先会检测工件的温度,当达不到退件温度的时候,会启动制冷系统,待温度降到设定的温度的时候,弹出式结构会自动弹出,此时整个焊接过程完成。
结果与展望
本文通过对射频同轴电缆的激光焊接技术进行研究,设计了一套射频同轴电缆接头的激光焊接系统的整机图纸,并给出了相应的实现方法,最终提供了一种射频同轴电缆接头的激光焊接方案。对电力系统中同轴电缆的焊接工作具有重要意义。与此同时我们将加强技术攻关,力争在第一代射频同轴电缆的激光焊接系统的基础上进行技术创新,推出第二代射频同轴电缆的手持式激光焊接系统,届时将更加便利于电力系统中射频同轴电缆的焊接工作。
参考文献
[1]张巍,白鹤立,李婧祎.射频电缆接头激光焊接技术研究[J].科技资讯,2020,18(16):53+55.
[2]吴昊. 焊接工艺对高频电缆接头的信号完整性影响及改进[D].上海交通大学,2016.:1-2.
[3]王希友.步进电机控制电路的实现方法[J].集成电路应用,2019,36(11):26-27.
[4]景宏磊.嵌入式图像处理与接口设计研究[J].通化师范学院学报,2008,29(10):14-16.
[5]张卫芬,汤文成.基于机器视觉的物料自动分拣系统研究[J].组合机床与自动化加工技术,2019(6):34-37.
[6]黄晶晶,陶卫军,胡洋洋,等.一种基于视觉识别的按钮自主操作机械手[J].南京理工大学学报, 2017,41(5):616-622.
[7]蓝杰,张浩然.基于STM32的微型步进电机驱动控制器设计[J].微型机与应用,2015,34(01):43-46.
[8]王星元.人机交互软件界面设计的重要性探讨[J].美与时代(上),2021(05):99-101.
猜你喜欢
现代企业文化·理论版(2016年14期)2016-10-21
电脑知识与技术(2016年21期)2016-10-18
中国新通信(2016年16期)2016-10-18
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14