
基于双碱法的烟厂废气脱硫装置控制系统设计研究
2021-01-19 03:08康佩栋赵泽鸿
科技与创新 2021年1期
康佩栋,赵泽鸿
基于双碱法的烟厂废气脱硫装置控制系统设计研究
康佩栋,赵泽鸿
(广东博智林机器人有限公司,广东 佛山 528312)
针对国内烟厂废气处理中存在的自动化水平低、成本高和对水资源浪费严重等缺点,设计了一套自动化水平高、成本低、效率高,并通过对循环水的使用达到了节约水资源目的的系统。对脱硫装置系统的控制系统结构和下位机控制系统进行了设计,利用组态软件进行了上位机可视化触摸界面的设计,使其运行过程可视化,最后投入了实践运用。
废气处理;PLC;组态软件;自动化
目前,国内大多数废气处理系统自动化水平不高,安全性低,效率普遍低于世界标准。其中烟厂的日废气排放尤为突出,而在这些废气中主要的污染物就是SO2。因此,高效、快捷和低成本地除去这些SO2就显得十分重要。
国内焦化厂当前焦炉加热用焦炉煤气中的硫化氢含量与配套运行的煤气脱硫工艺及其脱硫效率有关,目前设计供焦炉加热用的焦炉煤气中硫化氢的质量浓度大多为200~ 1 000 mg/m3[1]。而国家对焦炉烟囱的排放要求却越来越严格,具体如表1所示,但焦化行业焦炉烟囱排放浓度限值却鲜有达者。
表1 历年来《焦化行业准入条件》中大气污染物硫化氢排放标准对比(单位:mg/m)
年份2004年2008年2012年2015年 准入条件H2S≤300H2S≤250H2S≤100H2S≤50
本课题通过对目前国内在废气处理中存在的问题进行分析,设计了一套自动化水平高、人性化、低成本以及完全开放的友好人机界面的系统,并投入了实践运用。
1 除硫装置系统简介
1.1 双碱法脱硫的基本原理
本文除硫系统所采用的方法是双碱法[NaOH—Ca(OH)2],采用钠碱启动、钠碱吸收SO2、钙碱再生的方法[3]。较之石灰石膏法等其他脱硫工艺,钠碱吸收反应活性高、吸收速度快及运行费用低;钠碱循环利用,损耗少;正常操作下吸收过程无废水排放;脱硫渣无毒,溶解度极小,无二次污染,符合绿色生产标准;操作方便,系统可长期稳定运行[4]。
其基本化学原理可分为脱硫过程和再生过程。
脱硫过程如下:
2NaOH+SO2→NaSO3+H2O (1)
Na2SO3+SO2+H2O→2NaHSO3(2)
以上公式视吸收液酸碱度不同而异,式(1)为吸收启动反应式,为主要反应;碱性较高时(pH>9),为主要反应;碱性降低至中性甚至酸性时(7<pH<9),则按(2)式发生主要反应。总的化学反应速率由气相中SO2的扩散(气相阻力)和液相中脱硫剂固体溶解(液相阻力)控制[5]。
再生过程如下:
2NaHSO3+Ca(OH)2→Na2SO3+CaSO3↓+2H2O (3)
Na2SO3+Ca(OH)2→2NaOH+CaSO3↓ (4)
在Ca(OH)2浆液(Ca(OH)2达到饱和的状态)中,中性(两性)的NaHSO3很快与Ca(OH)2反应从而释放出[Na+],随后生成的[SO32-]继续跟Ca(OH)2反应,反应生成的CaSO3以半水化合物的形式慢慢沉淀下来,从而使[Na+]得到再生,吸收液恢复对SO2的吸收能力,循环使用。
1.2 烟厂废气脱硫装置系统原理
烟厂废气脱硫装置系统原理如图1所示。在全自动控制模式下,系统自动检测初次中和池中的水位,当水位达到预定高度,则进入自动循环处理过程:含SO2的污水被持续的排放到初次中和池,鼓风机和循环泵搅拌均匀后,pH计实时检测初次中和池水的pH,根据pH计的值来判断启动酸/碱计量泵,当检测到pH值满足设定标准,如8≤pH≤10,则关闭计量泵,将水排放到二次中和池。此时二次中和池中液位计检测到水位达到预定高度后则自动检测其pH值,若满足要求(8≤pH≤10),水被排放到储蓄池;若不满足要求,则水被排放到初次中和池,继续处理。第一个循环过程就完成了。若在手动模式下,主要根据各水池pH值单独对每个环节进行手动控制。
2 脱硫装置控制系统设计
2.1 控制系统结构设计
脱硫装置控制系统主要包括检测装置(pH计)、运算处理装置(PLC)、人机界面和执行装置(电动阀/泵)四部分。检测部分主要是将测量的pH值通过A/D模块转换后,传递到PLC并呈现到人机界面;HMI将设定值传递给PLC;PLC将接收来的信号进行相关计算后,给电动阀/泵传递指令,控制其动作。其结构如图2所示。
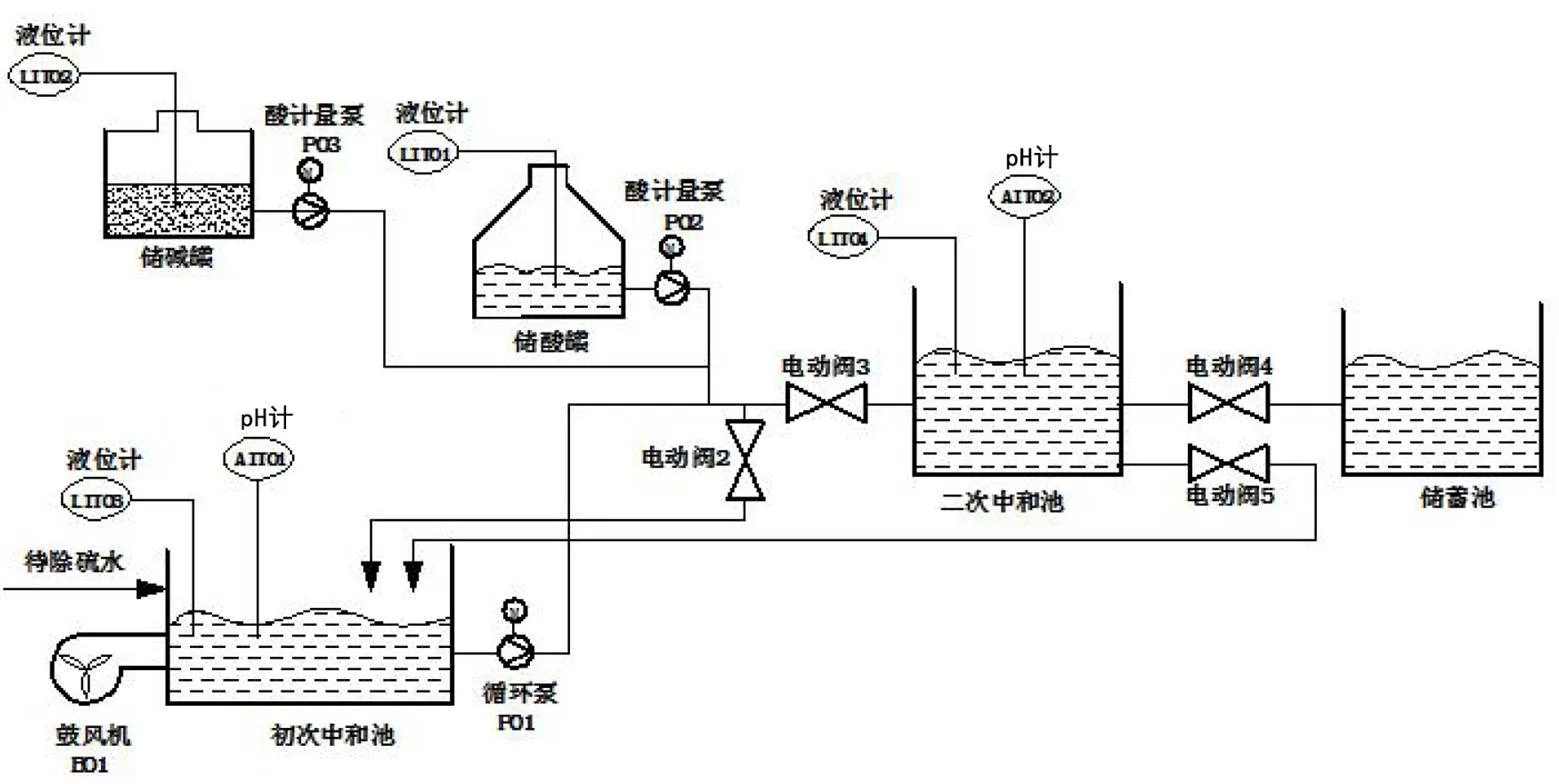
图1 脱硫装置系统原理图
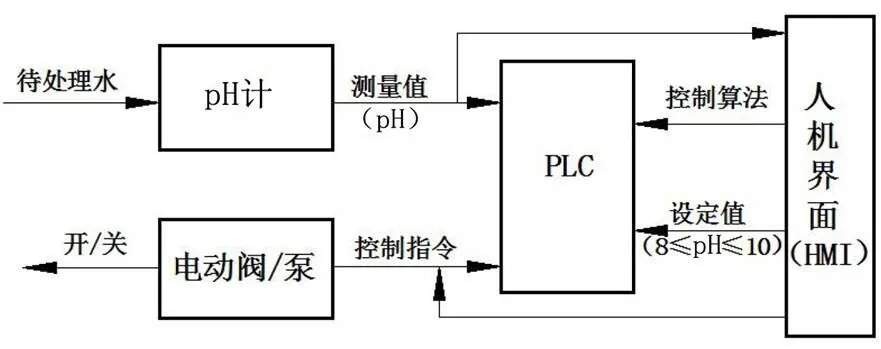
图2 控制系统结构框图
2.2 下位机控制系统的设计
2.2.1 硬件选型
本文以贵州龙里创奇装备制造有限公司所生产的CQXST-2.5B型全玻璃钢脱硫塔为例,作选型说明。
2.2.1.1 PLC的选型
脱硫装置系统的控制模块是采用逻辑顺序来进行控制的。所采用的PLC共需要9/8个I/O个接口,6个继电器接口,供电电压220 V,要求可靠性高、环境适应性好(在高湿度环境可正常工作)、性价比要高,其安装尺寸应小于500 mm×400 mm×250 mm。综合以上要求,该系统采用了步科电器公司生产的PLC,型号为KINCO-K506-24AR,其相关性能参数如表2所示。
表2 KINCO-K506-24AR相关性能参数
参数性能 供电电压AC 85-265V 集成点数24点I/O,其中DI 14 DC 24V,DO 10 继电器 安装尺寸125 mm×114 mm×70 mm(长×宽×高)
2.2.1.2 pH传感器的选择
pH值(8≤pH≤10)在很大程度上决定所添加的碱量和所排出的气体是否达标。本课题的pH值测量需要将pH传感器浸入到水中,可以测量0~14范围内的pH值,精度需要达到±0.05,具有较强的稳定性。综合以上要求,选用了隆泰兴环保科技有限公司生产的pH传感器,型号为VOTEC-VT6000(含探头),其相关性能参数如表3所示。
2.2.1.3 液位传感器的选择
本课题液位传感器主要用于检测两个水池(1 000 mm× 1 000 mm×1 200 mm)的最低(200 mm)和最高(1 000 mm)液位。液位传感器量程应大于1.2 m;连接方便,易于操作;具有较高的稳定性。
综合以上要求,选择了上海龙瑞斯电子有限公司生产的液位传感器,型号为1011投入式液位变送器(量程为0~ 6 m)。
表3 VOTEC-VT6000 主要性能参数
参数性能 测量范围0~14 精度±0.02 分辨率0.01 0~14 工作电压DC24V
2.2.2 KINCO-K506-24AR通道分配
所设计的控制系统需要有紧急停止、测量液位和pH值、自动/手动切换模式、控制阀门、搅拌等功能,其(I/O)点分配如表4所示。
表4 PLC地址分配表
设备地址设备地址 启动开关SW01I0.0液位计LIT01AIW 4 启动开关SW02I0.1液位计LIT02AIW 6 自动I0.2液位计LIT03AIW 8 手动I0.3液位计LIT03AIW 10 鼓风机B01Q0.0电动阀1Q1.0 循环泵P01Q0.1电动阀2Q1.1 计量泵P02Q0.2电动阀3Q1.2 计量泵P03Q0.3电动阀4Q1.3 pH计AIT01AIW 0电动阀5Q1.4 pH计AIT02AIW 2辅助继电器1M0.0 辅助继电器2M0.1辅助继电器3M0.2 辅助继电器4M0.3辅助继电器5M0.4 辅助继电器6M0.5
注:M0.0LIT01液位值低于下限值时接通,M0.1LIT01液位值高于上限值时接通,M0.2LIT02液位值低于下限值时接通,M0.3LIT02液位值高于上限值时接通,M0.4LIT03液位值低于下限值时接通,M0.5LIT03液位值高于上限值时接通。
2.2.3 PLC硬件接线图
该PLC的硬件接线图主要是根据通道的分配表来完成的,如图3所示,共有9个输入和8个输出。出于安全考虑,设计了急停开关。
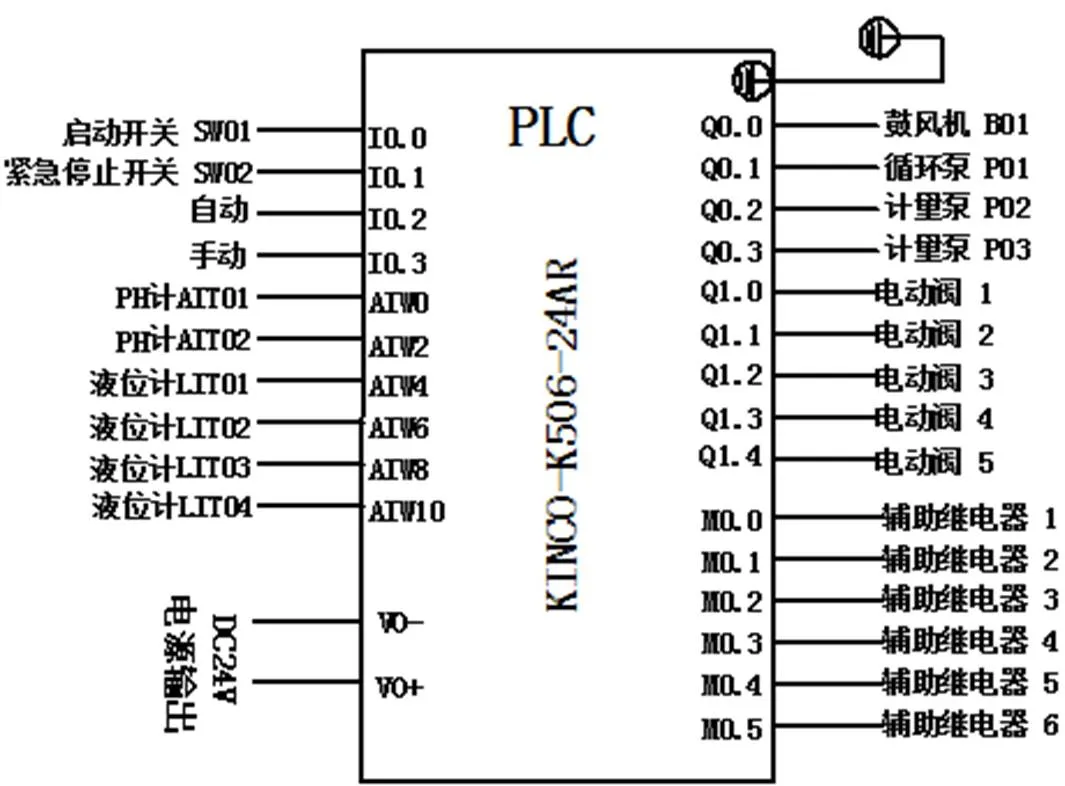
图3 PLC硬件接线图
2.2.4 脱硫装置系统流程图
如图4所示,用pH计实时检测初次中和池中水的pH值,来判断水是被排放到二次中和池还是启动酸/碱计量泵来调节pH值。实时检测排放到二次中和池的水的pH值,判断水是排放到储蓄池还是返回初次中和池,确保排入蓄水池的水已达标。
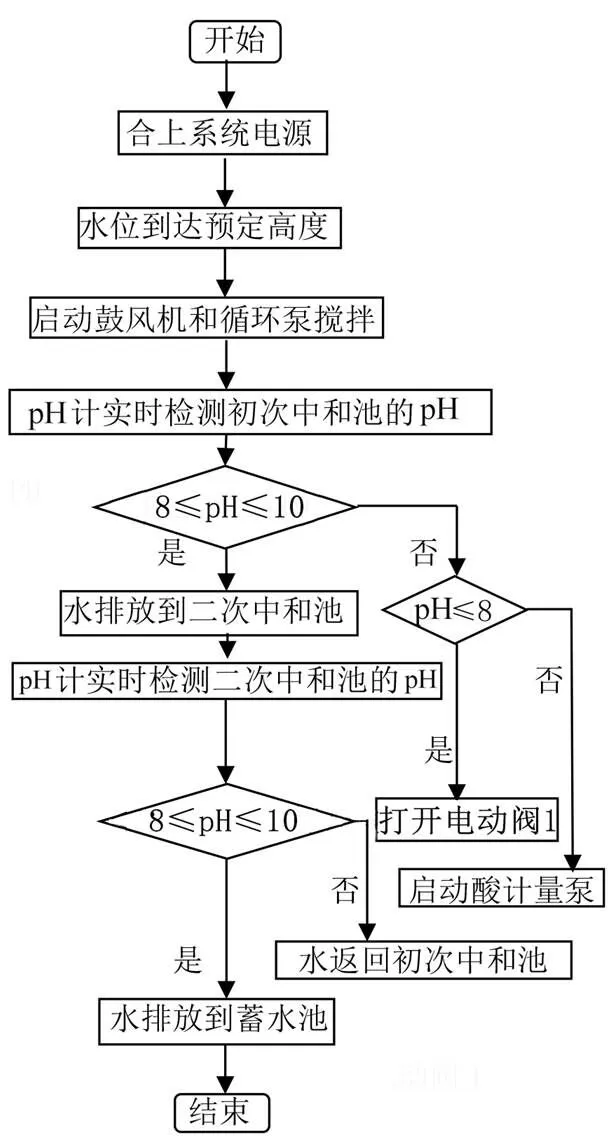
图4 脱硫装置流程图
2.3 上位机界面的设计
2.3.1 组态软件的选型
由于本课题所选的PLC是步科电器公司生产的KINCO-K506-24AR,为了与之匹配以及更好地兼容,组态软件也选择步科电器有限公司自主开发的组态软件,型号为Kinco MT4210T,其主要参数如表5所示。
表5 Kinco MT4210T人机界面主要参数
参数性能 显示尺寸4.3"TFT 液晶寿命50 000 h 通讯接口COM0:PLC RS485-2W/4W,PLCRS232;COM2:PC/PLC RS232
2.3.2 控制系统的界面的设计
HMI界面主要是按照污水处理工艺进行设计,这样一方面可以理清工艺流程,另一方面便于操作。主要实现的功能:触控界面右下角的模式按钮可以切换到不同的控制页面;实时监测各环节的运行状态,例如电动阀关闭时显示为红色,开时显示为白色,各种泵的工作情况也是如此;为了操作员准确地操作机器,在各机器下方有其对应的机器名称、状态等提示信息。PLC与HMI接线如图5所示。
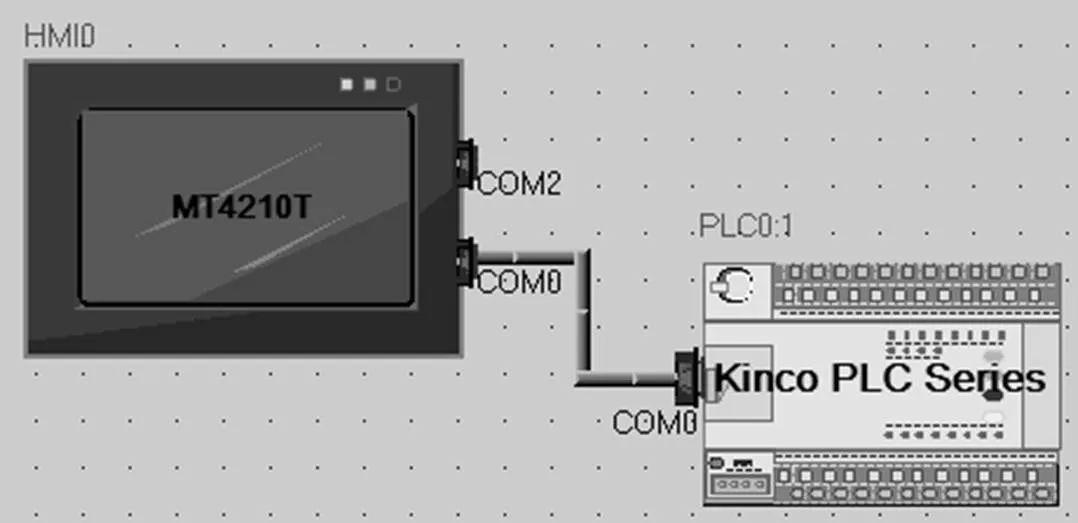
图5 PLC与HMI接线图
HMI内部判断酸碱性程序如下:
自动控制界面如图6所示。
图6 HMI自动控制界面
手动控制界面如图7所示。报警控制界面如图8所示。
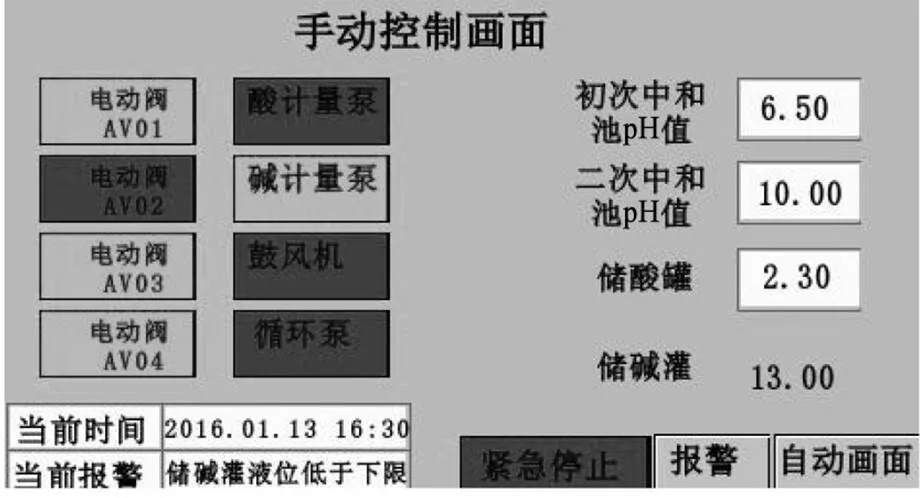
图7 HMI手动控制界面

图8 HMI报警显示界面
3 应用
该系统已于2020年年初在贵州龙里创奇装备制造有限公司得到了应用。与之前脱硫塔对水的一次性使用相比,该系统基本不需要二次注水,极大地减少了水资源的浪费;与之前用pH试纸测pH值,然后通过加入大量烧碱来控制pH值的粗放式调节相比,该系统只需加入适量的烧碱就能精确地控制pH值,降低了成本;处理系统的自动化程度也得到了提高。
经试验验证,该系统的脱硫效率达到了90%以上,SO2排放浓度约为45 mg/m3,粉尘排放浓度约为50 mg/m3,格林曼黑度(烟气黑度)小于等于1,均达到了2015年国家对于废气的排放标准。
4 结语
系统有以下特点:①人性化,有全自动和手动两种操作方式,可以满足不同的需求;②低成本,提供了一个完全开放的友好人际界面,符合现代控制的需要;③原理简单,节约资源。
但还存在一些缺点:①该系统的设计基础是通过对排出的废气喷洒水来吸收SO2,对含有SO2的水的处理来实现对废气的处理,在后续工作中,可以改进这种方法;②在人机界面的报警设计中,只能对系统做出故障报警处理,不能对故障进行有效的判别,仅依靠人工分析,因此设想可以设立故障诊断系统,来提高系统的可靠性和实用性。
[1]杨光丽,王玉伟. 新《炼焦化学工业污染物排放标准》中焦炉废气SO2达标排放的分析与探讨[J].决策与信息,2015(21):213.
[2]山西省环境保护厅,山西省环境科学研究院,山西省环境监测中心站.GB 16171—2012 炼焦化学工业污染物排放标准[S].北京:中国环境科学出版社,2012.
[3]徐永生.双碱法烟气脱硫技术新进展[J].城市环境与城市生态,1997,4(2):45-48.
[4]王杰斌,芦广起,牛曰响.浅析双碱法进行烟气脱硫技术的应用[J].化学工程与装备,2013(8):145-146.
[5]吴永霞.湿法烟气脱硫技术探讨[G]//上海市化学化工学会2009年度学术年会论文集,2009.
TG166
A
10.15913/j.cnki.kjycx.2021.01.007
2095-6835(2021)01-0020-04
康佩栋(1992—),男,硕士,工程师,研究方向为控制系统开发。
〔编辑:王霞〕
猜你喜欢
节能与环保(2022年3期)2022-04-26
节能与环保(2022年3期)2022-04-26
科技视界(2020年17期)2020-07-30
汽车实用技术(2018年17期)2018-10-21
投资北京(2017年1期)2017-02-13
民生周刊(2016年7期)2016-04-15
科学启蒙(2016年4期)2016-03-23
科技与创新(2015年2期)2015-02-11
科技传播(2012年10期)2012-06-06
润滑油(2009年2期)2009-04-30
