
如何提高精密螺纹加工的效率和精度
2021-01-20 08:43陈元林
科学技术创新 2021年1期
陈元林
(福建省龙岩技师学院,福建 龙岩364000)
各种机械产品中,带螺纹的零件占比很大。梯形螺纹是应用很广泛的传动螺纹,例如车床上的长丝杆,中、小拖板的丝杆等都是梯形螺纹。由于传动螺纹精度要求较高,表面粗糙度值小,工作长度较长,使用要求也很高,虽然当前数控加工技术日趋成熟,不重磨合金刀具广泛采用,但在中、小批量生产和修配工作中,采用较多的还是在普通车床上低速车削。笔者在生产实践中经常遇到两个难点:(1)粗车斜进法进刀时,如何确定中滑板横向进刀量和小滑板纵向“赶刀”量的比例大小?(2)精车梯形螺纹时,操作者如何确定M值的余量与小滑板的横向“赶刀量”的比例大小?如果这两个问题解决的好,将极大地提高精密螺纹加工的效率和精度。笔者利用推导出的比例进行操作,加工效率、合格率明显提高,对梯形螺纹的精密加工有一定的指导意义。
1 粗车斜进法进刀时,如何确定中滑板横向进刀量和小滑板纵向“赶刀量”的比例大小?
所有的工具书都没有介绍粗车阶段斜进法进刀时,中滑板横向进刀量和小滑板纵向“赶刀”量的比例大小?粗车斜进法进刀时,如果小滑板向左“赶刀”量太小,相当于仍然是双面切削,切削力大且排屑困难,容易扎刀;如果小滑板向左“赶刀”量太大,则不能保证牙侧平直或使牙槽底过宽而报废工件。
梯形螺纹(α=30°)
如图1 所示,在RtΔACB 中,∠CAB=15°,

2 精车时操作者如何确定M 值的余量与小滑板横向“赶刀”量的比例大小?确保M值在合格范围内,从而间接保证螺纹中径的精度。
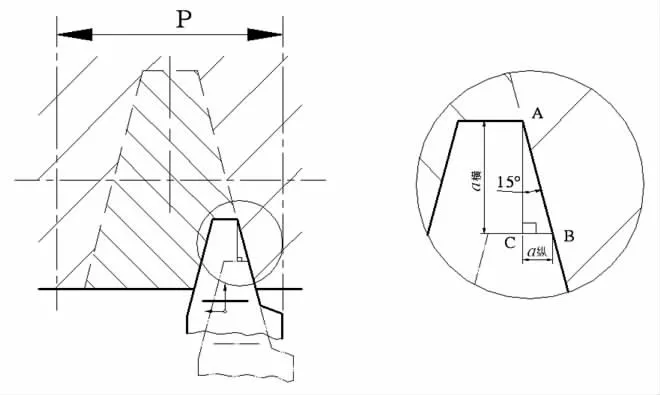
图1
精车时采用双面修光,即先修光左右两面中的任何一面(保证表面粗糙度达到要求),修光即可,再修光另一面,边修光边测量保证M值,间接地保证螺纹中径在公差范围内。小滑板赶刀量a 与M值减小量之间的比例大小,工具书没有介绍,操作者只能凭经验确定小滑板赶刀量进行试切削,如小滑板赶刀量太大,有可能使M值太小了,工件报废;如赶刀量太小,一点一点试切削,车削速度太慢,严重影响生产效率。
梯形螺纹(α=30°)
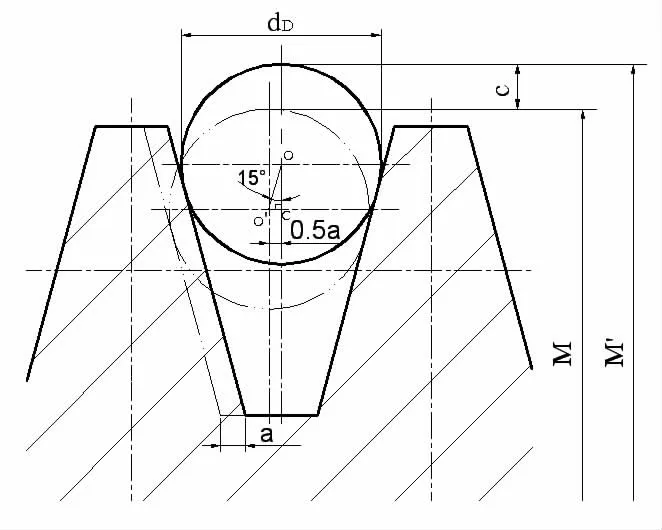
图2
如图2 所示,


图3
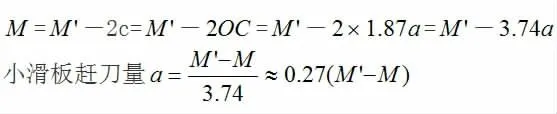
例如:通过M值的试测量跟要求的M 值进行比较,假设要求M'值减小(即M'-M)0.19mm,则小滑板赶刀量a ≈ 0.27( M ’- M ) =0.27 ×0.19 =0.05mm,即小滑板刻度盘向左转过1 格,操作者可以很准确地控制小滑板赶刀量,保证M值。
以上介绍的“比例”,是在各方面都理想的状态下用数学几何原理推导出来的,但实际加工梯形螺纹时,存在各种误差,比如车刀刃磨、安装车刀、测量等各方面都存在误差,但并不影响以上“比例”的使用。笔者反复使用以上“比例”,发现误差很小,完全可以保证 值在允许的范围内,较大地提高了生产效率。
3 举例
加工如上螺纹轴,材料:45 钢,工件数量:60 件。
梯形螺纹:Tr36×6-7h 精度较高,属中批量生产。如果采用上面介绍的推荐“比例”,确定粗车时斜进法进刀小滑板的“赶刀”量,再用以上推荐“比例”,确定精车梯形螺纹时小滑板的“赶刀”量保证M值,将能较大地提高生产效率,保证产品质量。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
影像研究与医学应用(2021年15期)2021-09-12
煤气与热力(2021年2期)2021-03-19
科学与财富(2020年28期)2020-12-14
无线互联科技(2018年20期)2018-12-27
故事作文·高年级(2018年12期)2018-12-17
小学生导刊(2018年4期)2018-04-18
环球市场信息导报(2017年6期)2017-06-15
小猕猴智力画刊(2017年3期)2017-03-24
作文与考试·小学高年级版(2016年2期)2016-09-10
