
管道埋弧自动焊合格率分析
2021-02-11 02:04薛姣龙陈晓勇梁卓
机械制造文摘(焊接分册) 2021年6期
薛姣龙,陈晓勇,梁卓
(中国石油天然气第一建设有限公司,河南 洛阳471000)
0 前言
目前,自动焊技术在长输管道施工过程中应用推广良好[1-4],由于长输管道大口径、高钢级、大壁厚等特点,其流水施工作业优势明显,而工业管道安装具有多材质,多规格,焊接工作量大等特点[5-8],为降本增效,自动焊接也在逐步推广,例如中石化十公司在石家庄炼化260万吨/年柴油加氢工程施工中不锈钢管道应用埋弧自动焊[9],对自动焊效率,焊材消耗,劳动条件,环境要求,可操作性等方面进行了分析评价。中石化四建公司在中石化长炼分公司170万吨/年渣油加氢处理装置通过一系列措施保证焊接一次合格率[10],然而针对自动焊接的一次合格率情况并没有进行系统研究。
1 焊接工艺及材料
以盛虹炼化一体化项目1 600万吨/年常减压蒸馏装置管道施工为例,涉及到的碳钢材质有:GB/T 8163 20,GB/T 9948 20 H2S,GB/T 9711 L245N HIC/H2S,铬钼钢材质有:A335-P5,A335-P22, 不锈钢材质有:022Cr19Ni10。针对以上管道公称直径≥DN150,壁厚≥6 mm管道焊缝采用钨极氩弧焊(GTAW)打底,埋弧焊(SAW)进行填充和盖面,即GTAW+SAW焊接方法。GTAW +SAW工艺参数见表1。
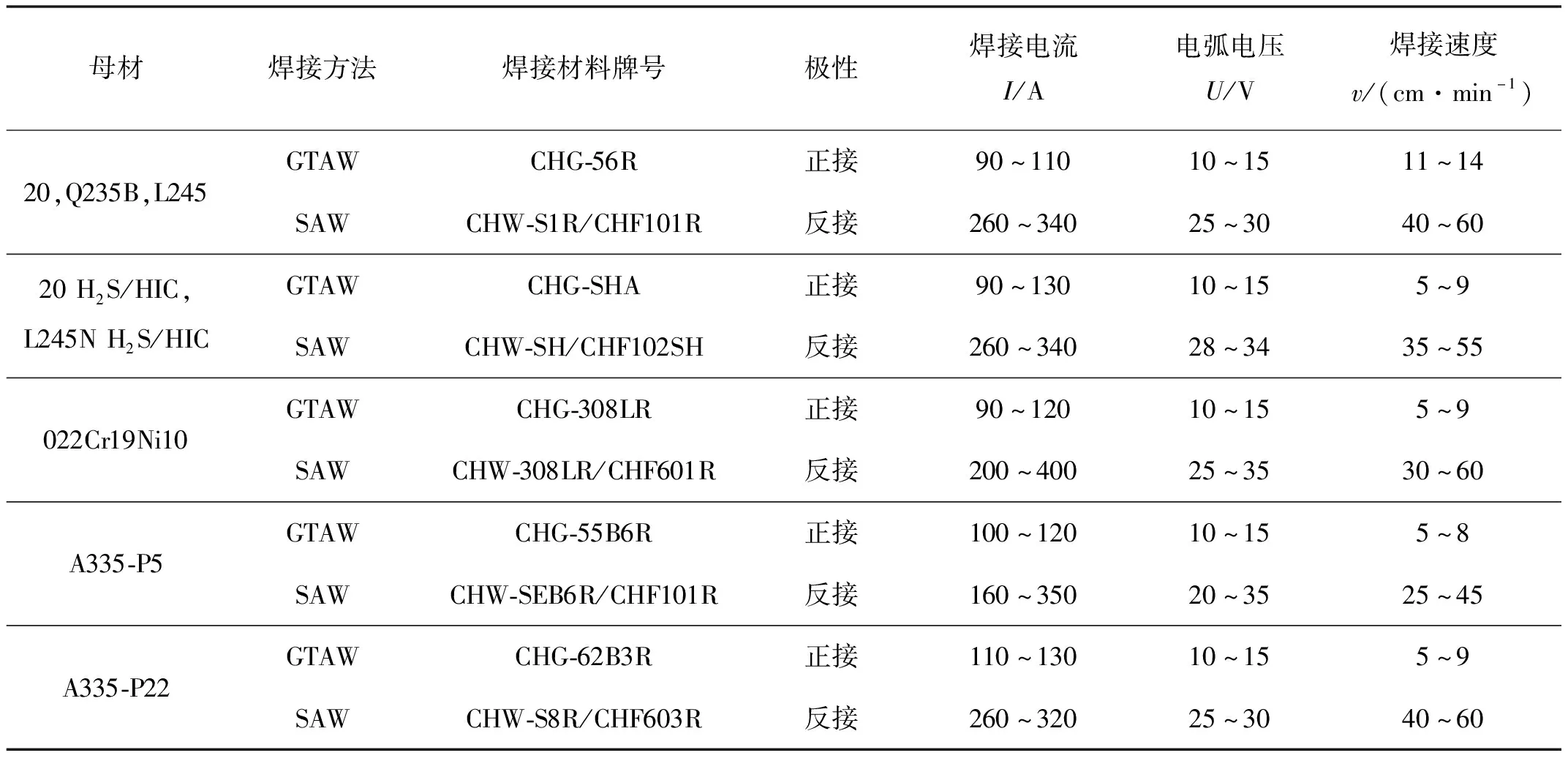
表1 焊接工艺参数
2 试验结果及分析
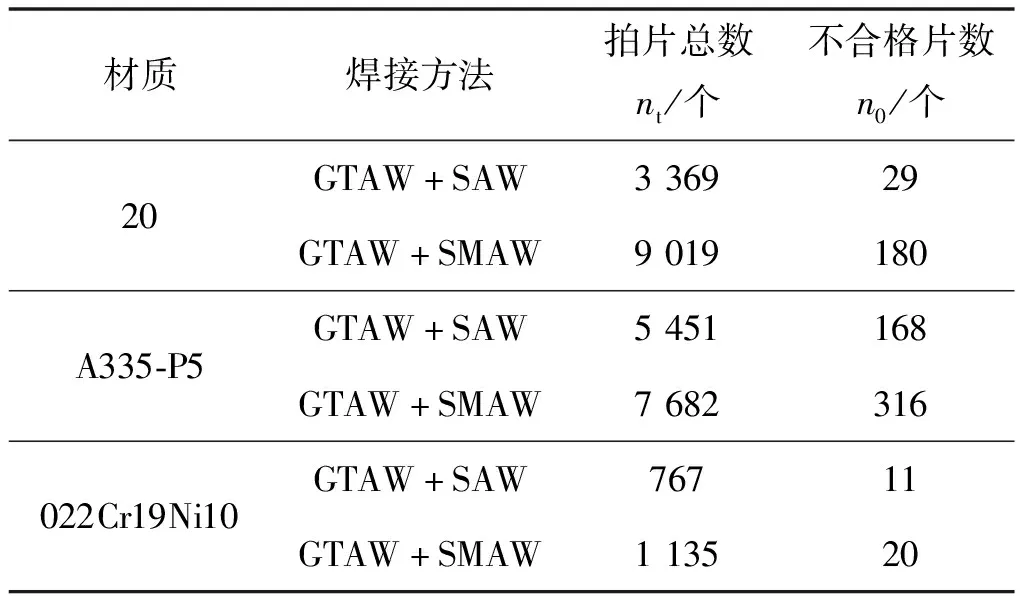
根据表1的焊接工艺参数,并严格遵守相应焊接施工程序,对相同时期内,将GTAW+SMAW与GTAW+SAW焊件的RT无损检测结果进行了统计分析,结果见表2。
RT检测结果有2种:合格和不合格。因此n次检测结果分布律遵循(0-1)分布,假设拍片不合格率为p,则检测结果分布律为式(1):
P{X=k}=pk(1-p)n-k,k=0,1(0 (1) 则似然函数为式(2): (2) 对L(p)取对数,得对数似然函数式(3): (3) 令 (4) 借此方程得p的极大似然估计为式(5): (5) 表3 不同材质GTAW+SAW和GTAW+SMAW合格率统计 在水平0.01下拒绝域为式(6): (6) 其中: (7) 观察表3,不同材质下GTAW+SAW的不合格率都低于GTAW+SMAW,对于A335-P5合金钢2种焊接方法下不合格率都高与同焊接方法下其他2种材质,分析原因可能是由于A335-P5合金钢焊接性能差,且焊接过程需要进行加热,控制因素角度,导致不合格率高于其他2种材质。 表4对不同缺陷占总缺陷比例进行统计,累计频率为自上而下频率依次累加值,对表4缺陷类型进行分析,发现GTAW+SAW方法下未熔合缺陷最多,占不合格总片数将近一半,未出现深孔、未焊透2种类型的缺陷,而GTAW+SMAW方法下圆形和未熔合两种缺陷是其主要缺陷,并且圆形缺陷数量显著增多,可以看出GTAW+SAW方法对于圆形缺陷的控制效果优于GTAW+SMAW;另外,GTAW+SAW方法中未出现深孔及未焊透缺陷,说明此方法对于这两种缺陷的控制效果较好。进一步分析GTAW+SAW未熔合缺陷中有45张缺陷属于根部未熔合,85张属于层间未熔合,GTAW+SMAW未熔合缺陷中有136张缺陷属于根部未熔合,64张属于层间未熔合;根部未熔合产生的原因可能是在GTAW焊接过程中人为因素或电流控制不当造成的;层间未熔合是由于焊接过程中层间清渣不彻底造成的。由于根部未熔合缺陷属于GTAW过程,排除这一部分缺陷,可以看出不同缺陷类型下埋弧自动焊的焊接缺陷率更低,而层间未熔合缺陷则可以通过过程控制,做好层间清渣,进而有效控制一次不合格率。因此,可以得出人为因素对焊接合格率影响较大。 表4 GTAW+SAW和GTAW+SMAW缺陷类型统计表 根据缺陷统计表制作埋弧自动焊缺陷排列图氩电联焊缺陷排列图如图1和图2所示,也能得出相同的结论:埋弧自动焊方法对于缺陷的控制效果优于氩电联焊。还可以得出在焊接质量控制控制过程中埋弧自动焊方法时未熔合、圆形和条形为A类控制因素,裂纹为B类控制因素,内凹和咬边为C类控制因素。同样的,氩电联焊方法时未熔合、圆形和条形为A类控制因素。2种焊接方法下,未熔合、圆形和条形缺陷都是累计频率较高的因素,因此在焊接质量控制时重点关注与之对应的控制措施,提高整体合格率。 图1 GTAW+SAW缺陷排列图 图2 GTAW+SMAW缺陷排列图 人工施焊过程中不确定性因素较多,对于焊接过程质量的控制也较困难,而自动焊能够降低人为因素的干扰。文中通过对管道RT无损检测结果分析得出结论:由于减少人为因素,GTAW+SAW方法对于缺陷的控制效果优于GTAW+SMAW。为自动焊接技术在工业管道施工过程中推广提供了依据。 随着产业转型升级,市场竞争日益激烈,企业想要在建设市场中占据有利的地位,就需要降本增效,创新升级,全自动焊的全面推广也势在必行。



3 结束语
猜你喜欢
测控技术(2021年10期)2021-12-21
上海公路(2018年3期)2018-03-21
中国质量监管(2017年7期)2017-09-30
广东第二课堂·小学(2017年9期)2017-09-28
儿童故事画报·发现号趣味百科(2016年7期)2017-02-08
小雪花·成长指南(2016年11期)2016-12-07
光学精密工程(2016年5期)2016-11-07
数学大王·低年级(2016年1期)2016-09-10
中国质量监管(2016年10期)2016-07-10
中国卫生质量管理(2015年1期)2015-12-01
