二醋酸纤维超高单旦丝束开发及性能研究*
2021-02-14 04:14石浩轩王跃飞宋敏峰潘刚伟沈晶晶黄海建宋晓梅曹智祥
产业用纺织品 2021年11期
石浩轩 窦 峰 王跃飞 宋敏峰 李 杰 潘刚伟 沈晶晶 黄海建 宋晓梅 曹智祥 张 丽
南通、珠海、昆明醋酸纤维有限公司技术中心,江苏 南通 226008
目前,国内市场方面,烟用二醋酸纤维丝束中单丝线密度不超过13.33 dtex(12 den),其丝束吸阻大于2 000 Pa,而常规烟草滤棒的吸阻在2 000~5 000 Pa,故未达到烟草滤棒更低吸阻的要求。因此,为进一步降低烟用二醋酸纤维丝束的吸阻,提出开发生产单丝线密度不低于22.22 dtex(20 den)的超高单旦丝束(即超高单丝线密度丝束)生产技术及工艺设备的想法。邓钢等[1]对干法纺丝时二醋酸纤维丝束在甬道内的纤维成形过程进行了模拟。由于超高单旦丝束中单丝的线密度远高于常规丝束中单丝的线密度,故前者的纺丝液从喷丝帽孔挤出后,溶剂蒸发速率较慢。基于试验机台的甬道长度,以及常规二醋酸纤维丝束的生产线和工艺条件,利用干法纺丝甬道模型和数值模拟发现,超高单旦丝束在甬道内无法完成闪蒸过程[2-3]。此外,和常规丝束相比,超高单旦丝束中单丝模量高、根数少,丝束卷曲困难,因此常规丝束卷曲机无法用来加工超高单旦丝束。
本研究在南通、珠海、昆明醋酸纤维有限公司技术中心的试验机台上开展,采用干法纺丝法生产二醋酸纤维丝束。试验主要研究内容:一、改造常规二醋酸纤维丝束生产线,开展二醋酸纤维超高单旦丝束纺丝试验,确保丝束在甬道内完成闪蒸过程,控制丝束中残余溶剂的含量;二、开展关于二醋酸纤维超高单旦丝束卷曲品质与填塞卷曲腔尺寸参数关系的理论研究,开发超高单旦丝束专用卷曲机;三、开发不同线密度、不同截面形态、不同卷曲工艺的二醋酸纤维超高单旦丝束,并对超高单旦丝束的性能进行分析和探讨。
1 试验部分
1.1 试验设备及样品
1.1.1 主要试验设备
中试试验机台,包括纺丝机本体、计量泵、喷丝帽、喂丝辊、卷曲机、上油轮、干燥机和摆丝机,以及打包机等相关设备。
Fisher烘箱,Leica RM2126RT切片仪,日立SU3500型扫描电子显微镜(SEM),UltraScan VIS色度仪,Textechno单纤维强力机,KDF4成型机。
1.1.2 试验样品
本试验主要涉及4种不同规格的丝束——20Y27000、 20X27000、 22Y32000、 22X32000。其中,20和22代表丝束中单根纤维的设计线密度在22.22 dtex(20 den)和24.44 dtex(22 den),Y和X代表单丝的截面形状,27000和32000代表丝束设计总线密度在30 000.00 dtex(27 000 den)和35 555.56 dtex(32 000 den)。
1.2 试验设备的改造及工艺的改进
超高单旦丝束的纺丝试验在中试试验机台上进行,其主要工艺涉及纺丝工艺、上油工艺、卷曲工艺、干燥工艺、摆丝工艺和打包工艺等[4-5]。试验机台纺丝速度一般较高,为解决超高单旦丝束中丙酮溶剂在甬道内难以完全挥发的问题,根据现有甬道长度,设计了与超高单旦丝束匹配的纺丝速度,并相应地对喂丝辊、计量泵、卷曲机和上油轮等电机设备的工艺重新进行了评估,改造了设备,使试验机台具备生产超高单旦丝束的能力。
1.2.1 纺丝甬道
纺丝甬道中,气流的速度分布和温度分布将直接影响纺丝的进程和溶剂的挥发速度,进而影响纤维的结构与性能。气相湍动越剧烈、甬道介质温度越高,越有利于液体向气相中挥发[6]。本试验中,为控制丝束中的残余溶剂量,在确保试验过程安全的前提下,采取了提高预热空气温度、提高预热水温度和增加热空气风量等试验方案。
试验利用三角形喷丝帽孔和方形喷丝帽孔,分别制备了X形和Y形截面的超高单旦丝束。
1.2.2 卷曲机
填塞箱卷曲是一种机械式卷曲加工方式。通过借助一对压辊,丝束被送入填塞箱箱体内,并在箱体内因受力而被挤压,从而产生弯曲和变形,形成平面卷曲[7]。超高单旦丝束由于单丝线密度较高、模量高,丝束中单纤根数少,故抱合难、卷曲困难,如采用常规丝束卷曲机进行卷曲,可能造成丝束卷曲不稳定。
(1)
式中:n——单丝根数;
A1——单丝的横截面积;
m——丝束总面积的压缩指数;
a——对辊/填塞箱的宽度;
h——两对辊之间的间隙;
b——常数。
当卷曲机中丝束密度增大时,丝束的弯曲刚度也呈幂指数趋势增大。纺丝过程中,一般要求弯曲刚度B保持在一定范围内。实际应用过程中,当单丝根数n增多时,对辊/填塞箱的宽度a也在增大,而对于已确定的卷曲机和丝束,h和A1为常数,故通过数值计算可以得到单丝根数n与对辊/填塞箱的宽度a的数值关系:
a=0.51+1.51×10-10n2.28
(2)
本文根据式(2)开发出适用于超高单旦丝束的专用卷曲机。
1.3 性能测试
1.3.1 残余溶剂量
纺丝液自喷丝帽孔喷出,经甬道热空气作用后,最终所得丝束中可能会有一定量的溶剂残余。因此,残余溶剂量是丝束的一项重要质量指标。当残余溶剂量过高时,丝束即便经过了后道的干燥工艺,还是会出现凝丝等疵点。
本文采用烘箱法进行残余溶剂量测试。取无油丝在(110±3)℃的烘箱内干燥0.5 h,称取干燥前后的丝束样品质量。残余溶剂量以无油丝束样品的质量损失占无油丝干态质量的百分数计。
1.3.2 单丝表面形貌
采用SEM观察单丝表面微观形貌。电压设置为3 kV。
1.3.3 横截面形态
采用包埋法将丝束样品固定在铝质蜡模内,加入熔融的石蜡液,待凝固后制得蜡块,用切片仪切取蜡片;将粘贴蜡片的载玻片于电热板上方烘烤,待石蜡熔融后迅速将载玻片放入二甲苯中,溶去石蜡,再依次转移到甲醇、乙醇中放置一段时间,取出载玻片晾干,即得到丝束横截面样品。采用Nikon图像采集软件拍摄样品图片,采用定制款图像分析软件进行图片分析。
费雷特(Feret)直径[8]又称卡尺距离,其中Feret最大直径XFmax为假想外接四边形的两条平行切线间最大距离,Feret最小直径XFmin为假想外接四边形的两条平行切线间最小距离,Feret面积为外接四边形的面积,长宽比为XFmin与XFmax之比,面积占比为实际面积与Feret面积之比。
1.3.4 丝束白度
利用色度仪测试丝束的L值、a值和b值,以表征丝束的白度。
1.3.5 单丝拉伸性能
采用单纤维强力机,按照GB/T 14337—2008《化学纤维 短纤维拉伸性能试验方法》进行测试。每种试样测试30根。
1.3.6 滤棒吸阻
滤棒成型机组为KDF4。滤棒周长23.75 mm,滤棒长度132.00 mm。吸阻下限评估点:滤棒缩头0.50~1.00 mm时。吸阻上限评估点:滤棒端面纤维有明显凸起时。
2 结果与讨论
2.1 残余溶剂量
3种工艺条件——提高预热空气温度(工艺Ⅰ)、提高预热水温度(工艺Ⅱ)和增加热空气风量(工艺Ⅲ)制得的二醋酸纤维超高单旦丝束的残余溶剂量见表1。
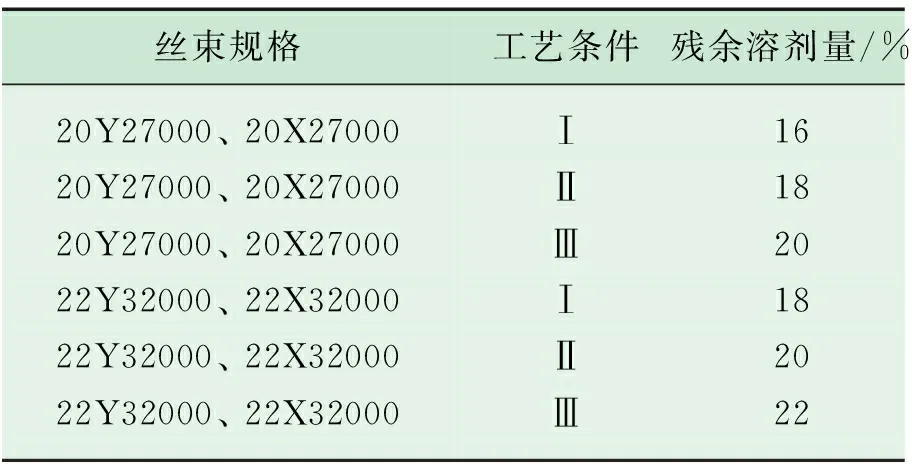
表1 不同工艺生产的不同规格丝束的残余溶剂量
由表1可见:3种工艺中,工艺Ⅰ制得的丝束,其残余溶剂量相对较低(16%~18%),均在标准范围内,且丝束后续开松评价正常,未出现凝丝等疵点,符合开松要求,故下文所讨论的不同规格的丝束均采用工艺I生产。此外,22Y32000和22X32000丝束中残余溶剂量较同等工艺条件生产的20Y27000和20X27000丝束偏高,这与22Y32000和22X32000丝束中单丝的线密度较高,丝束内部丙酮溶剂的挥发相对较困难有关。
2.2 单丝表面形貌
采用SEM观察4种不同规格丝束中单丝的表面形貌,结果如图1所示。

图1 单丝表面SEM照片
从图1可以看出,4种不同规格的超高单旦二醋酸纤维表面光滑且均有沟槽,说明超高单旦丝束在甬道内溶剂挥发均匀,所形成纤维的内部结构较规整。
2.3 丝束横截面形态
Nikon图像采集软件获得4种不同规格丝束样品的横截面形态见图2。

图2 丝束横截面照片(放大400倍)
Y形和X形的截面形状分别由三角形和正方形两种不同喷丝帽孔挤出,其成形过程见图3。在纺丝的初始阶段,从三角形或正方形喷丝帽孔喷出的运动射流存在一个对应形状的边界[9],边界的每一条边都会产生一个垂直于边界的力,于是就得到了横截面为Y形或X形的纤维。

图3 喷丝帽孔与丝束横截面形状
表2归纳了4种不同规格丝束中单丝横截面的形态数据。

表2 4种不同规格丝束中单丝横截面的形态数据
由表2可以看出:相同规格的丝束,Y形截面纤维的XFmax、XFmin、长宽比及Feret面积均大于X形截面纤维。
2.4 丝束白度
4种不同规格丝束的白度指标测试结果见表3。

表3 4种不同规格丝束的白度指标测试结果
从表3可以看出:纤维横截面为X形的丝束b值 在4.50以上,Y形的丝束b值在4.00以下。纤维横截面的形状会影响光的折射和反射,进而影响丝束的色度。
2.5 单丝强伸性能
固定单丝线密度、卷曲程度及截面形状中的两项,研究另一项对单丝强伸性能的影响。
2.5.1 单丝线密度对单丝强伸性能的影响
为更好地分析单丝线密度对单丝强伸性能的影响,引入了另外4种采用相同工艺制备的常规丝束,结果见表4。
表4中6种不同规格丝束的卷曲程度基本一致,卷曲数在24~26个/(25.00 mm)。从表4可以看出:随着单丝线密度的增加,单丝断裂强力亦逐渐增加,原因与单丝中承受拉力的分子链数量增加有关;单丝断裂强度随单丝线密度增加而逐步降低,这主要与结晶度有关[10]。单丝线密度越高,对应的单丝横截面积亦越大,甬道内单丝内部丙酮溶剂挥发越困难,单丝内部的结晶度低于外部的结晶度,故单丝断裂强度越低。
2.5.2 卷曲程度对单丝强伸性能的影响
卷曲程度对单丝强伸性能的影响见表5。

表5 不同卷曲程度的单丝强伸性能
由表5可知:与常规卷曲相比,低卷曲20Y27000和22Y32000中单丝断裂强力和断裂强度均大幅上升。这与低卷曲工艺中卷曲机对辊和压板的压力更小,卷曲过程中单丝受损小,故断裂强度和断裂强力均损失较小有关。超高单旦丝束宜选用低卷曲工艺,以提高丝束断裂强度,避免后道成型加工过程中出现丝束易被拉断而不能满足滤棒加工的要求。
2.5.3 截面形状对单丝强伸性能的影响
不同截面形状的单丝强伸性能见表6。
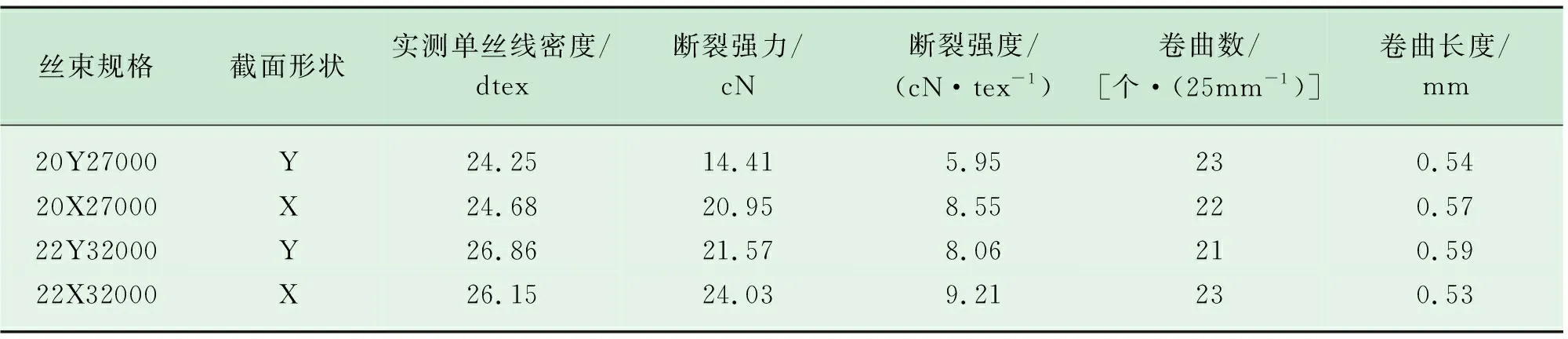
表6 不同截面形状的单丝强伸性能
表6中,单丝卷曲数都在21~23个/(25.00 mm),皆为低卷曲。由表6可以看出,相同规格的低卷曲丝,X形截面单丝断裂强度高于Y形截面单丝。这与X形截面单丝的Feret面积更小,纤维整体结构更规整,结构稳定性更高有关。可见,X形截面有利于提高单丝断裂强度。
2.6 吸阻
不同规格低卷曲超高单旦丝束滤棒吸阻性能见表7。

表7 不同规格低卷曲超高单旦丝束滤棒的吸阻性能
由表7可知,相同规格的丝束,X形截面丝束制成的滤棒的吸阻最小值和最大值均略小于Y形截面丝束制成的滤棒。这与X形截面单丝的XFmax和XFmin均小于Y形截面单丝,故前者所形成滤棒中纤维间空隙更多有关。4种二醋酸纤维超高单旦丝束滤棒的吸阻范围在640~1 150 Pa,滤棒吸阻有效降低,满足卷烟滤棒低吸阻的性能要求。
3 结论
(1) 基于二醋酸纤维超高单旦丝束的生产技术,完成了常规二醋酸纤维丝束生产设备的改造和专用卷曲机的开发,并生产出20Y27000、20X27000、22Y32000和22X32000不同规格的超高单旦丝束,所得丝束的残余溶剂量在16%~18%,均在标准范围内,且丝束后续开松评价正常,未出现凝丝等疵点。
(2) 对于超高单旦丝束,单丝线密度增大,单丝断裂强力逐渐上升,单丝断裂强度逐步下降;低卷曲工艺可提高单丝断裂强度;X形截面单丝的断裂强度较Y形截面单丝的更高。
(3) 二醋酸纤维超高单旦丝束滤棒的吸阻范围在640~1 150 Pa,滤棒吸阻有效降低,满足卷烟滤棒低吸阻的性能要求,其中X形截面丝束滤棒吸阻范围比Y形截面丝束滤棒更低。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
江苏安全生产(2022年2期)2022-04-19
能源工程(2021年5期)2021-11-20
合成纤维工业(2021年5期)2021-10-31
设备管理与维修(2021年6期)2021-04-20
纺织报告(2020年10期)2021-01-19
科技与创新(2020年16期)2020-11-29
合成纤维工业(2020年4期)2020-09-16
轮胎工业(2020年11期)2020-07-19
中国塑料(2016年12期)2016-06-15