国产三代核电抗撞击防护门施工关键点及工艺改进
2021-02-23 12:30杨红梅王旋旋刘启斌
建筑施工 2021年11期
李 兵 潘 涛 杨红梅 王旋旋 刘启斌 吴 敏
中国核工业二四建设有限公司 四川 绵阳 621000
我国自主研发的第三代核电技术,奉行 高标准、严要求 的执行理念。作为核电站的重要组成部分,K702-M01抗大飞机撞击防护门(以下简称 K702-M01 )因其设计的复杂性、安装物项的多样性,以及受其质量、安装地点周边环境影响而产生的极高吊装倒运难度,其整个安装过程需要制定缜密的技术措施,并针对各个安装环节做好质量控制[1-2]。同时K702-M01在整个施工现场属首次安装使用,其成功安装对后续同类型的建造具有借鉴及充当标杆的深远意义。
1 工程概况
K702-M01安装在ACP1000项目核岛防护厂房与龙门架相接的墙体进出口处,门洞口通道底标高16.45 m,下轨道标高15.50 m,抗大飞机撞击防护门尺寸8 000 mmh 8 000 mmh 800 mm,设计门质量约80 t,主要由碳钢组成,用于抵抗大型商用飞机的撞击力。其施工流程大致为:门洞主体施工(含预埋件安装)→门洞复核(含预埋件)→下导轨安装→门扇吊装→二次浇筑区施工→上导轨安装→其他配件及构件安装→整体调试→安装交付完成。门开启方式总体为单扇横向电动推拉,在门处于开启状态时,轻轨上联动盖板可同步进行关闭。
2 施工重点、难点
此次工程难点主要在于K702-M01在核电现场属于首次安装,无任何可借鉴经验。为避免刮擦,损伤门体,以及门洞上下宽度不一致导致门体倾斜出现安装隐患,门扇运行路径中的主体门洞垂直度是下轨道安装前需要进行风险识别的重要一环。K702-M01门体质量高达80 t,属于下导轨承重设计,槽底埋件的安装精度将直接决定下轨道的安装质量进而影响门体的正常运行。另一方面K702-M01在进行吊装前,吊装工具以及绳索的选用也需进行严谨的分析论证来进行确定,从而避免吊装过程中出现安全风险。
2.1 门洞垂直度控制
K702-M01门洞处于KB0009墙与KB0010墙之间,门体运行路径穿过KB0009墙,KB0009墙与KB0010墙结构采用φ40 mm的钢筋绑扎,浇筑C60混凝土构成。因K702-M01门体运行路径穿过KB0009墙,同时K702-M01闭合状态下需运行至KB0010凹槽中,因此为保证所涉及墙体的垂直度及尺寸符合K702-M01的安装运行要求,在KB0009与KB0010结构施工时应注意通过以下几点来进行质量控制。
1)钢筋绑扎前施工队应先对该部位区域的变更及澄清进行梳理确认,确保设计数据无误,再将设计数据反馈至测放队,由测放队安排专业人员进行钢筋绑扎前的定位放线以及标高抄测。
2)KB0010凹槽内共有4块C形预置埋件,在埋件安装过程中,由施工队委托测放队,通过全站仪对埋件标高及位置进行确定,标高及定位无误后方可对埋件进行点焊加固,加固完成后再次测量,确保埋件位置精准无误后进行满焊。
3)混凝土浇筑前,需对墙体进行模板支设,模板支设遵循稳固、准确的原则。墙体模板在验收前、混凝土浇筑过程中、混凝土浇筑完成后且未初凝前校正3次,确保墙体垂直度及定位误差在要求范围内。每次校正原则上都由同一个人完成。
4)混凝土浇筑过程中需进行振捣,振捣时振捣棒要尽可能避免接触预埋件,以免造成预埋件脱落与位移,导致埋件施工质量缺陷影响后续施工。
5)墙体拆模后,由测放人员对埋件及墙体进行垂直度观测,若存在垂直度偏差(局部凸出或凹陷),则立刻对墙体进行剔凿或抹灰处理,埋件则进行打磨或测算并记录好后期加装垫板的尺寸以便后期顺利施工。
门洞上口二次浇筑区控制要点与上述一致。
2.2 下导轨安装
下导轨的轨道槽总长18.15 m,共安装预埋件30块(A形埋件17块,B形埋件13块),预埋件整体平整度要求为1.5 mm,即30块预埋件最高点与最低点标高相差不超过f 1.5 mm。埋件整体平整度要求精度高,因此需在预埋件进行沟槽结构施工时进行初步精度控制,规避后期混凝土浇筑后平整度差异过大的情况,造成处理困难影响后续下导轨安装精度。主要控制要点有以下2点。
2.2.1 埋件平整度控制
沟槽在进行钢筋绑扎前,施工队对沟槽区域变更及澄清进行梳理,确保沟槽设计标高及物项的准确性。沟槽整体预埋件共30块,其中A形埋件17块、B形埋件13块,由测放队根据施工队测量委托通过普通水准仪进行钢筋绑扎标高抄测控制。
预埋件通过全站仪确定其平面位置后,再通过精密光学水准仪(型号NA2+GPM3)以及配套的2 m铟钢尺进行标高及平整度调整,调至符合设计标高要求后,再对埋件进行点焊加固,再次进行平整度观测,观测无误后进行满焊加固(图1)。

图1 埋件平整度测量
沟槽在混凝土浇筑前进行模板支设,支设遵循稳固、尺寸及位置无偏差的原则。沟槽属于门体运行路径,模板在验收前、混凝土浇筑过程中、混凝土浇筑完成后且未初凝前校正3次,确保墙体垂直度及定位要求误差在要求的范围内。
混凝土浇筑过程中需进行振捣,振捣时振捣棒要尽可能地避免接触预埋件,以免造成预埋件位移、下沉及上翘,导致埋件施工质量缺陷影响后续施工。
拆模后,由测放队对埋件进行灰后复测,若出现平整度偏差,则立即对标高过高的埋件面板进行打磨处理,针对标高过低的埋件测算并记录好后期加装垫板的尺寸。需注意,取与标高差距最大的两个值的均值相近的埋件标高为参考值,后续平整度测量中设其标高为0。
垫板加工完成,用记号笔、钢尺进行分中标记,埋件通过墨线弹线分中,将垫板安放在标高过低的埋件面板上,确保分中线与墨线重合(图2)。通过精密光学水准仪及铟钢尺对处理完成的全部埋件进行平整度测量,确保整体埋件平整度符合要求。

图2 埋件弹线分中
平整度满足要求后,对埋件与垫板进行四面点焊,再次进行平整度观测,符合要求后对垫板进行满焊。满焊完成后进行埋件平整度最终观测,确保符合要求。焊缝质量遵循满焊、无漏焊假焊、无任何明显外观质量缺陷(焊瘤、焊渣、气孔、裂纹等)原则。
2.2.2 下导轨质量控制
预埋件平整度精度达到要求后,下导轨进入安装工序。下导轨底座由导轨底座、滚柱组件、垫板组成,导轨底座进行焊接安装前需由测放队进行弹线分中后,再进行安装定位。确定导轨底座位置后,在13个底座中加装垫板,并在垫板上安放滚柱组件(图3)。需注意的是垫板在放置前,要充分考虑到室外条件下埋件表面可能存在细砂或水渍,因此需提前对埋件表面进行清理,同时涂抹防锈漆,防止配件锈蚀(图4)。上述配件安装完成后,对轨道底座与埋件进行焊接。焊缝质量遵循满焊、无漏焊假焊、无任何明显外观质量缺陷(焊瘤、焊渣、气孔、裂纹等)原则。

图3 轨道底座分中

图4 涂刷防锈漆
下导轨活动轨吊装就位后放置在轨道底座上,通过夹板、螺栓等方式进行连接,并与下导轨底座部分组装完成(图5)。安装完后导轨滑动必须灵活,不能有刮、卡、异声等现象存在。后续施工的上导轨中心线与下导轨中心线最终在同一竖直面,且保持平行。

图5 下导轨活动部分总成安装
下导轨固定部分总成共分为4段,分段进行吊装,将下导轨固定部分经过画线、找正、找平、与预埋件板配钻孔,用螺栓将下导轨固定部分总成与预埋件板固定并调整导轨的高低,保证下导轨固定部分与下导轨活动部分在同一条直线上。需要特别注意的是,4段固定部分总成的相邻端头禁止焊接,因为K702-M01在启闭过程中会造成焊缝开裂。
下导轨整体安装完成后,需要进行下导轨整体平整度的最终复测,并做好数据记录。下导轨所有配件都为厂家提供,在进场之前均已经过验收,质量合格。因此,理论上只需控制好槽底埋件平整度即可满足下导轨整体平整度要求。
考虑下导轨所在区域为室外且处于通行区域,因此在下导轨安装完毕后需实施成品保护措施。
下导轨表面采用防火布包裹覆盖,防止细砂掉落表面,同时防止雨水浸湿下导轨表面导致锈蚀。
轨道槽上口用盖板覆盖,避免人员踩踏跌落的同时也防止物品掉落。
2.3 门扇吊装
K702-M01因在核电现场属首次安装,且质量高达80 t,因此门扇吊装需要有充分的风险评估并制定专项吊装方案。同时门扇整体吊装过程也需对起吊用绳索进行力学计算[3]。
2.3.1 几何与力学参数
防护门扇外形尺寸8 000 mmh 8 000 mmh 800 mm,防护门的总质量为80 t,吊装所需吊索具质量约20 t。
2.3.2 力学模型建立
门扇吊装如图6所示,以起重钩节点A进行受力分析,受力图如图7所示。
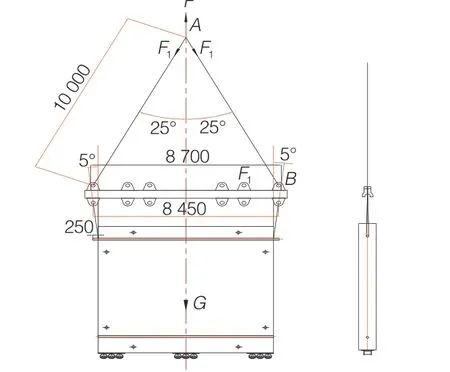
图6 门扇吊装示意

图7 受力示意
由于对称性,两侧钢丝绳受力相等,Y轴列平衡方程:F-2hF1h cos 25e =0,F1=F/(2h cos 25e )=100/(2h cos 25e )=55.17 t,钢丝受力结构如图8所示。

图8 钢丝绳受力结构示意
根据钢丝绳的受力情况可知:每根钢丝绳受到的力F2=F1/2=27.58 t,钢丝绳选取第7组8h 37类,根据GB/T 8918ü 2006《重要用途钢丝绳》规定[4],钢丝绳最小破断力为2 650 kN。钢丝绳的安全系数S=2 650h 103/(27.58h 1 000h 9.8)=9.8,吊装用钢丝绳安装系数大于8即为符合安全要求,施工中的钢丝绳符合安全要求。
进行吊装前将钢丝绳两端插接成环形,使钢丝绳净长13 m,以保证钢丝绳起重时的受力角度。
2.3.3 门扇试吊装
起重机站位如图9所示,门扇质量为80 t,根据现场情况选用2台起重机配合进行吊装,1台650 t起重机主吊,1台200 t起重机辅吊。650 t起重机吊住门扇上端吊耳时,使用200 t起重机通过专用铁扁担吊住门扇下部吊杆两端同时起吊,待门扇底部小车充分离开地面后,慢慢将门扇翻转,保证门扇底部小车不与地面接触。门扇吊离地面高度200 mm,静态观察15~20 min,检查所有施工机具情况、起重机起重臂情况、地基变化情况等,若一切正常,则拆除门扇下部吊杆及钢丝绳和铁扁担。吊装前现场所使用施工机具必须经过检定合格。试吊若出现问题,则必须将重物放回原位,针对发现的问题进行整改,直至检查合格,才能重新起吊。在确认吊索具安全、可靠的情况下方可进行吊装。
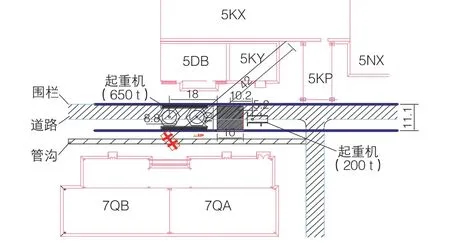
图9 现场门扇吊装吊车站位示意
2.3.4 门扇吊装
门扇吊装前,在KB0009与KB0001之间上固定导轨安装处,增加1段临时固定导轨,导轨长度1 800 mm,形式与正式固定导轨类似,防止门扇在水平移动过程中发生倾覆。
门扇落在下导轨固定部分总成上后,用预先在门扇右侧安装好的手动葫芦和钢丝绳环绕门扇并拉住门扇,防止门扇向左移动,保证门扇处于静止状态。
门扇在摘钩之前,在门扇上方增加3处F形临时卡槽。卡槽主要由厚25 mm的Q235B钢板焊接而成,卡槽宽度600 mm。F形临时卡槽与切割之后剩余的钢筋进行满焊,满焊时留出套筒挤压长度,其余部位均进行满焊,防止门在倒运过程中发生倾覆。起重机缓慢落钩,将钢丝绳及吊耳完全摘除,门扇吊装完成。
3 后续施工工艺改进
3.1 方案改进
吊装环节受现场环境制约,施工顺序在后序机组抗大飞机撞击大门施工前需进一步优化,应提前对吊装环境进行现场条件排查,并具体细化体现在方案中。
左侧悬挑区钢筋预留过长,前序机组发起变更对该区域钢筋进行切割预留400 mm,吊装完成后,钢筋采用锥套锁紧钢筋机械连接进行恢复,接头率为100%。建议后序机组抗大飞机撞击大门吊装前对此区域钢筋长度进行核实,如存在过长影响门扇吊装落位的情况,同样沿用前序机组处理措施。后续工程施工时,该区域预留钢筋可事先采用锥套锁紧钢筋,吊装时将锥套拆卸,待吊装完成后再进行恢复,避免切割钢筋。
前序机组电机构物项安装完成后,未对电机实施有效的成品保护措施,存在电机浸水锈蚀,导致门扇无法正常启闭的风险。建议在方案中增加固化电机构物项的成品保护要求及措施。
3.2 现场施工工艺改进
前序机组在进行电机构物项安装时存在埋件面与门洞墙体不垂直,且部分埋件位置存在偏差,导致电机构物项安装无法顺利安装。建议在后序机组抗大飞机撞击大门安装前加大对门洞垂直度复核力度,同时将平整度质量控制前移至预埋件安装阶段,避免预埋件在混凝土浇筑后位置出现偏差。
槽底预埋件因平整度精度要求高,在埋件安装阶段调整工期较长,制约了现场施工进度,因此可考虑在后序机组抗大飞机撞击防护门预埋件安装阶段引入T形埋件工装,保障现场工期。钢筋、2个螺丝、2个螺母,具体选型由预埋件大小而定。钢筋不宜过长,钢筋本身具有弹性,过长容易产生形变,影响安装精度。钢筋准备好后,钢筋两端稳固焊接好螺母。
焊缝应饱满,焊点需牢靠,避免安装过程中支架受外力造成焊接位置断裂。
前序机组安装电机构件的预埋件多为B形和C形埋件,埋件周边区域多有预留空间,建议在后序机组抗大飞机撞击大门预埋件加工时,可适当扩大其尺寸,借以在后续物项安装时能中和掉预埋件浇筑过程中移位的变化量,方便电机构件的安装焊接。
4 结语
我国自主研发的第三代核电技术,肩负走出国门的历史重任。每一个子项的完工、每一樘门的安装都是在创造历史。
本项目从提上日程到安装完成到最后调试移交历时一年,其间克服了种种困难,最终成功运行,并得到了上游单位的一致认可,充分证明了安装过程中所运用的工艺和技术的可行性。同时,K702-M01的成功安装也为后序机组抗大飞机撞击防护门的安装,以及同类型工程施工提供了借鉴。
猜你喜欢
建材发展导向(2022年2期)2022-03-08
北方人(2021年6期)2021-04-17
机械工程与自动化(2020年6期)2020-12-28
学生导报·东方少年(2019年16期)2019-07-02
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
中国工程咨询(2017年4期)2017-01-31
中华建设(2017年10期)2017-01-19
中华建设(2017年10期)2017-01-19
爱你(2016年12期)2016-11-26