
沉头滤棒关键成型工艺技术研究与应用
2021-02-25 07:47叶惠民吉德祥
烟草科技 2021年1期
张 源,徐 岚,叶惠民,吴 钊,吉德祥*
1.上海白玉兰烟草材料有限公司,上海市浦东新区张江路1406弄49号 201210
2.上海烟草集团有限责任公司技术中心,上海市浦东新区秀浦路3733号 201315
随着卷烟与滤棒成型技术的日益发展,通过滤棒个性化设计,改善卷烟香吸味,增加卷烟防伪功能,已成为滤棒发展的新领域[1-3]。采用高克重成型纸卷制成型的端面可见且以中空形式呈现的沉头滤棒,具有多种特殊功能:①沉头空心部分可有效避免嘴唇与过滤材料的接触,减少过滤材料中焦油等有害物质对人体的危害;②沉头滤棒采用复合成型方式,增加了滤棒设计的可选择性,为卷烟的增香减害提供了新途径;③沉头滤棒的中空部分可使烟气聚拢而不发散,从而可改善卷烟吸味[4];④沉头滤棒由于其特殊的外观和成型工艺,不仅增加了卷烟的个性化设计元素,而且可赋予卷烟特定的防伪功能[5-7]。目前,在国外应用沉头滤棒的卷烟品牌主要有“PARLIAMENT”“KLASIK”“VICEROY”和“LARK”等,沉头卷烟已然成为“PARLIAMENT”卷烟品牌的象征。但在国内各大卷烟品牌中,常规尺寸沉头卷烟仍没有开发上市。
近年来,国内多家中烟公司先后引进了ITM公司的Solaris多元复合滤棒成型机组,该设备可满足二元/三元复合滤棒的试制和生产需要,且具备沉头及空腔滤棒的生产功能,但目前国内对沉头滤棒的开发经验尚浅,现有条件仍不具备沉头滤棒的生产能力。较常规滤棒,沉头滤棒生产过程中面临着因高克重成型纸定量较大而引发的搭口不牢和易爆口等问题,也面临着滤棒圆周、圆度控制困难问题,同时沉头滤棒空腔处的硬度也需达到卷烟应用要求[8-11]。本研究中通过对沉头滤棒热熔胶、成型纸的材料特性和基棒圆周设计、沉头部分长度设计的关键成型工艺技术研究,旨在进一步提高沉头滤棒搭口牢固度、圆周圆度稳定性、空腔处硬度和外观效果,满足批量生产和卷烟应用需求。
1 材料与方法
1.1 材料、试剂和仪器
Henkel 399B热熔胶[汉高(中国)有限公司];HM-8229C热熔胶[富乐(中国)黏合剂有限公司];成型纸(26 g/m2×26.5 mm、90 g/m2×26.5 mm、100 g/m2×26.5 mm、110 g/m2×26.5 mm、125 g/m2×26.5 mm,牡丹江恒丰纸业有限公司);醋纤基棒(圆周分别为23.35、23.50、23.70、23.85 mm,上海白玉兰烟草材料有限公司)。
INSTRON纸张拉力仪(英斯特朗试验设备贸易有限公司);ProGage厚度仪(普利赛斯国际贸易有限公司);INSIZE搭口粘结强度检测仪(苏州英示测量科技有限公司);QTM综合测试台(英国CERULEAN公司);Solaris复合滤棒成型机(荷兰ITM公司)。
1.2 方法
为研究滤棒的关键成型工艺技术,在Solaris复合滤棒成型机上完成了以下沉头滤棒样品(见表1)的制作,沉头滤棒的结构如图1所示。其中,RⅠ-1~4用于沉头滤棒热熔胶选型研究,RⅠ-5~8用于沉头滤棒基棒圆周设计研究,RⅠ-9~12用于沉头滤棒成型纸定量选型研究,RⅠ-9~10、RⅡ-1~2用于沉头部分长度设计研究。

表1 不同关键成型工艺的沉头滤棒样品Tab.1 Recess filter rod samples with different forming technologies

图1 沉头滤棒结构示意图Fig.1 Structure schematic diagram of a recess filter
2 结果与讨论
2.1 搭口热熔胶材料的选择
比较汉高公司的Henkel 399B及富乐公司的HM-8229C两种热熔胶,检测了其在不同温度下的黏度,结果如表2所示。从表2中的数据可知,随着温度的升高,热熔胶的黏度逐渐降低。比较发现,HM-8229C在175 ℃时的黏度与Henkel 399B在130 ℃的黏度基本相同,Henkel 399B、HM-8229C的建议使用温度分别为130~140 ℃、170~180 ℃。

表2 富乐HM-8229C与Henkel 399B黏度数据Tab.2 Viscosity of HM-8229C and Henkel 399B(mPa·s)
比较了HM-8229C热熔胶在160、170及180 ℃使用温度下的应用效果,并与Henkel 399B在使用温度135 ℃下的应用效果进行对比,所得滤棒样品经固化24 h后,检测搭口粘结强度,检测数据如表3所示。

表3 富乐HM-8229C与Henkel 399B应用数据对比Tab.3 Application data comparison between HM-8229C and Henkel 399B
通过对RⅠ-1~4试验过程上机情况与表3检测数据的分析可得:①根据实验上机情况发现,使用Henkel 399B和HM-8229C(使用温度160 ℃)热熔胶的滤棒均存在搭口部分部位粘接不牢的情况,整条胶线并不能够完全撕毛,且使用Henkel 399B热熔胶的滤棒在成型过程中易出现因爆口而导致的设备跑条停机现象。②根据实验上机情况发现,使用富乐HM-8229C(使用温度170、180 ℃)滤棒的搭口粘结较好,设备运转正常,未发现因滤棒爆口而导致的设备停机现象。③根据表3检测数据发现,使用HM-8229C(使用温度180 ℃)时沉头滤棒的搭口粘结强度最高,达到45.05 N;使用HM-8229C(使用温度170 ℃)时沉头滤棒的搭口粘结强度次之,但远超Henkel 399B(使用温度135 ℃)和HM-8229C(使用温度160 ℃)热熔胶。
综合上机情况和检测数据,沉头滤棒搭口热熔胶宜选择使用温度为180 ℃的高熔点热熔胶。
2.2 沉头滤棒复合用基棒圆周的设计
利用ProGage厚度仪检测了恒丰公司不同定量成型纸的厚度,结果如表4所示。由表4中数据可知,高克重成型纸厚度比普通成型纸厚,因此应用于常规复合滤棒的基棒圆周设计规律已不能满足沉头滤棒设计要求。

表4 不同定量成型纸的厚度Tab.4 Thickness of plug wrappers with different grammages
RⅠ-5~8试验利用圆周分别为23.35、23.50、23.70、23.85 mm的4种常规醋纤基棒(基棒成型纸使用26 g/m2普通纸),制作目标圆周为24.25 mm的沉头复合滤棒,研究不同圆周的基棒对沉头滤棒制作过程的影响。沉头基棒及复合滤棒的检测数据如表5所示。
根据RⅠ-5~8试验过程的上机情况和表5的检测数据可知:①当基棒圆周为23.35 mm时,沉头复合滤棒压降的实测值比理论值低146 Pa,表明基棒与成型纸之间存在空隙,从而影响卷烟烟气过滤效率。此外,当应用23.35 mm圆周基棒试制24.25 mm圆周沉头滤棒时,调整烟腔复合滤棒圆周为23.97 mm,无法达到24.25 mm的目标要求。因此,23.35 mm圆周的基棒因圆周过小而无法满足复合要求。②当基棒圆周为23.50 mm时,复合后滤棒压降实测值仍小于理论压降,比理论值低43 Pa,表明基棒与成型纸之间也存在空隙。因此,23.50 mm圆周的基棒仍无法满足要求。③当基棒圆周为23.70 mm时,复合后压降实测值比理论值大112 Pa,符合常规复合滤棒复合后压降的实测值比理论值略高50 Pa左右的要求[12],且滤棒成型过程顺畅,复合滤棒成型纸与基棒间无空隙,该圆周基棒可有效保障复合滤棒的物理指标和外观要求。④当基棒圆周为23.85 mm时,复合后压降实测值比理论值大350 Pa左右,远超过常规复合过程压降变化的经验规律,且剥开复合滤棒外侧成型纸后发现基棒出现因挤压过度引发的褶皱,表明23.85 mm圆周基棒因圆周较大而不适宜沉头式复合。

表5 不同圆周基棒试制的沉头滤棒物理指标Tab.5 Physical indexes of recess filters made of base rods with different circumferences
综合上机情况和检测数据,沉头滤棒基棒的圆周设计参照表如表6所示。

表6 沉头滤棒基棒的圆周设计参照表①Tab.6 Circumference design of base rods for recess filters
2.3 高克重成型纸定量的选择
沉头滤棒由于其端面中空的特殊结构,为保证滤棒近嘴端的坚挺状态,须选用高克重的成型纸。目前市场上应用于空腔/沉头滤棒的高克重成型纸定量范围为80~130 g/m2。对恒丰公司90、100、110及125 g/m24种不同定量的成型纸进行了原材料检测分析,结果见表7。由表7中数据可知,高克重成型纸的厚度在0.120~0.182 mm范围内,抗张强度在6.82~7.71 kN/m范围内,抗张能量吸收在65.50~114.00 J/m2范围内。与26 g/m2普通成型纸相比,高克重成型纸的厚度、抗张强度、抗张能量吸收值均较大,可保证成型过程中不易断纸,且能有效提高空腔处的挺度。
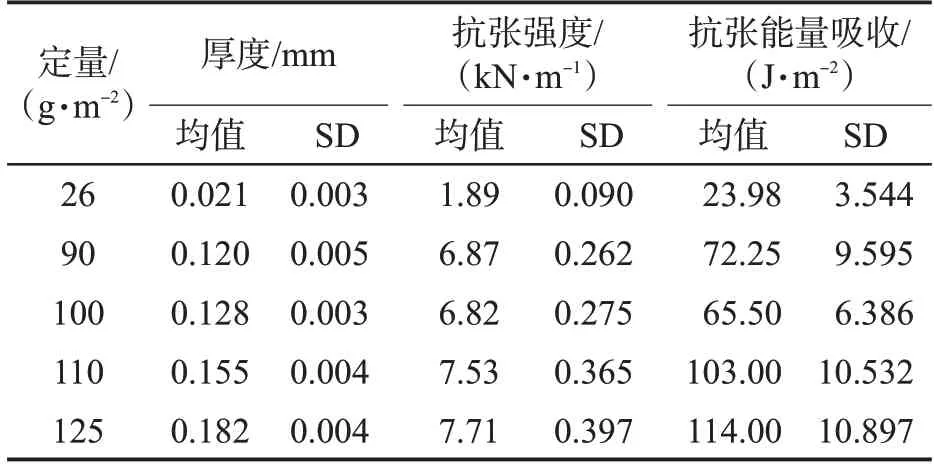
表7 不同规格高克重成型纸的性能数据Tab.7 Performance data of plug wrappers with different grammages
RⅠ-9~12试验分别选用恒丰公司90、100、110、125 g/m2不同定量的成型纸,进行沉头滤棒样品的制作,所得样品经固化24 h后,检测各样品圆周、圆度及空腔处的硬度值。检测结果如表8所示。

表8 不同规格高克重成型纸的沉头滤棒物理指标Tab.8 Physical indexes of recess filters with plug wrappers of different grammages
根据表8检测数据可知:①随着成型纸定量的增加,沉头复合滤棒在空腔处的硬度逐渐增大。采用90 g/m2成型纸沉头滤棒空腔处的硬度均值为83.2%,低于常规滤棒企业标准“硬度≥84%”的要求[13],而100、110及125 g/m2纸的滤棒硬度分别为86.3%、88.7%和91.7%,均可满足卷烟接装要求。②随着成型纸定量的增加,复合滤棒的圆度逐渐增大,125 g/m2成型纸的滤棒圆度均值最大,且滤棒搭口处因圆度控制困难造成外观较差,虽然可通过调整烟腔得到可满足技术要求的样品,但增加了滤棒批量生产时质量控制的难度。
综合检测数据和外观效果,沉头滤棒的成型纸定量选用100~110 g/m2。
2.4 沉头滤棒沉头部分长度的设计
沉头滤棒沉头部分的长度影响着中空部分的挺度,“PARLIAMENT”卷烟的沉头长度多为5 mm。白玉兰Solaris复合滤棒成型机可制备沉头滤棒的规格有R-FF1、R-FF2两种,单个沉头滤嘴中沉头部分长度分别为5 mm和8 mm。RⅠ-9~10、RⅡ-1~2试验分别利用R-FF1、R-FF2规格试制了沉头长度分别为5 mm和8 mm的两种沉头滤棒样品,在相同定量成型纸条件下,研究沉头部分长度对滤棒中空部位挺度的影响。实验数据如表9所示。
由表9数据可知:①在相同成型纸和相同复合滤棒圆周控制条件下,沉头部分长度为5 mm滤棒在空腔处硬度值均大于沉头部分为8 mm滤棒的硬度值,且沉头部分长度为8 mm滤棒空腔处的硬度值均低于84%,已低于醋纤滤棒的企业标准中的硬度要求[13]。②根据滤棒的上机情况发现,当沉头部分长度为8 mm时(即复合滤棒中空腔部分长度为16 mm),滤棒空腔处由于没有基棒支撑,该搭口处常出现2~3 mm翘起的搭口粘结不牢现象,搭口质量控制难度较高。
综合上机情况和检测数据,沉头滤棒基棒的复合结构选用R-FF1(5+12+8),即沉头部分长度为5 mm。
3 应用效果
根据以上研究结果,进行了沉头滤棒的应用效果验证。沉头滤棒复合结构选用R-FF1(5+12+8),搭口热熔胶选用使用温度为180 ℃的高熔点热熔胶,高克重成型纸定量选择100 g/m2,基棒圆周选用23.70 mm,试制目标圆周为24.25 mm的不同基材的沉头滤棒样品,并进行滤棒检测分析,结果如表10所示。

表9 不同沉头部分长度的沉头滤棒物理指标Tab.9 Physical indexes of recess filters with recess section of different lengths
由表10中数据可知:①沉头滤棒圆周均在标准范围之内,圆周SD值在0.03 mm左右,达到常规醋纤滤棒“圆周SD≤0.042 mm”的水平。②沉头滤棒的圆度控制较常规醋纤滤棒困难,均值在0.3 mm左右,最大值在0.5 mm左右,仍可达到“圆度≤0.6 mm”的技术标准要求,以上滤棒均已完成卷烟的顺利接装,能够满足卷烟的接装要求。③沉头滤棒空腔处的硬度均值为88%左右,达到常规滤棒的企业标准[13]“硬度均值≥84%”要求。④沉头滤棒的压降SD值在60~80 Pa之间波动,已满足常规卷烟的应用需求。

表10 不同基材的沉头滤棒物理指标Tab.10 Physical indexes of recess filters matched with different materials
4 结论
①选用使用温度为180 ℃左右的高熔点热熔胶,沉头滤棒的搭口粘结强度最高,可有效解决沉头滤棒易爆口问题。②随着高克重成型纸定量的增加,沉头滤棒空腔处硬度逐渐增大,滤棒圆度亦逐渐增大,沉头滤棒高克重成型纸定量选用100~110 g/m2。③针对目标圆周为24.25 mm的沉头滤棒,其基棒圆周控制在23.60~23.70 mm时,沉头滤棒的圆周、压降指标可满足标准要求。④沉头部分长度为5 mm的沉头滤棒在空腔处硬度均大于沉头部分为8 mm的硬度,沉头滤棒的复合结构选用R-FF1(5+12+8),即沉头部分长度为5 mm。应用试验结果表明,采用上述参数的沉头滤棒的物理指标(圆周、圆度、压降、空腔处硬度等)均已达到卷烟生产要求。
猜你喜欢
计算机仿真(2022年7期)2022-08-22
学苑创造·A版(2022年5期)2022-05-19
商品与质量(2021年43期)2022-01-18
故事作文·高年级(2021年8期)2021-07-27
阅读(快乐英语中年级)(2020年2期)2020-04-16
弹道学报(2020年1期)2020-04-09
少儿科学周刊·少年版(2019年1期)2019-04-18
中国防伪报道(2018年1期)2018-05-14
发明与创新·中学生(2017年1期)2017-01-20
老区建设(2015年21期)2015-12-19
