
基于相控阵天线的大尺寸微波基板与连接器一体化精密装焊技术研究 ①
2021-03-01 09:46第五东超程爱国金展嗣
空间电子技术 2021年6期
第五东超,张 乐,程爱国,王 凯,金展嗣
(中国空间技术研究院西安分院,西安 710000)
0 引言
相控阵天线由于其波束指向速变的优势在空间载荷中广泛应用[1-3],是未来卫星的重要发展方向之一。收发组件作为相控阵天线核心部分,是天线辐射幅度及相位的主要控制部分。相控阵天线集成化、小型化的发展趋势要求收发组件具备更高系统集成度、更小的成本及体积。在此趋势下多层微波基板的应用与发展、瓦式T/R组件的集成安装、波控和电源的模块化对于现有工艺制造能力提出了新的需求。收发组件中功率分配与合成网络的小型化需要微波基板电路与机壳大面积接地互联,并使用规格更小的连接器实现模块与模块、组件与组件的电气连接和信号传输[3]。
某型号使用的相控阵天线收发组件进行了集成化设计,在此设计中要求工艺前端将尺寸为145 mm×160 mm的RO4350B微波基板和39个SMP连接器焊接至铝镀银机壳上。要求:1)基板焊接后有效焊接面积75%以上,焊接有效区域没有贯穿缝,且单个空洞面积不超过有效焊接面积的10%;2)焊接后SMP 尾端与机壳平面度最大落差不超过 0.1 mm,SMP连接器引线(直径0.4 mm)与基板SMP孔(直径0.8 mm)中心同轴,最大偏差 ±0.05 mm,引线腔体内无多余物;3)SMP连接器孔缝表面填满95%以上,且无裂纹存在。为确保焊接后SMP与基板之间的精密配合及焊接质量提出一体化焊接。由于产品设计中使用的微波基板尺寸大,SMP装配精度要求高,在试验过程中存在如基板变形严重、钎透率低、SMP引线不居中、短路等诸多问题。为此,本文通过分析焊接产生的各项具体问题,通过工艺设计、实验验证,实现了大尺寸微波基板与连接器的一体化精密装焊,有效解决了大面积微波基板与连接器焊接制造过程中存在的各疑难点,保证了产品焊接的精密性和高可靠性。
1 产品结构及装焊工艺设计
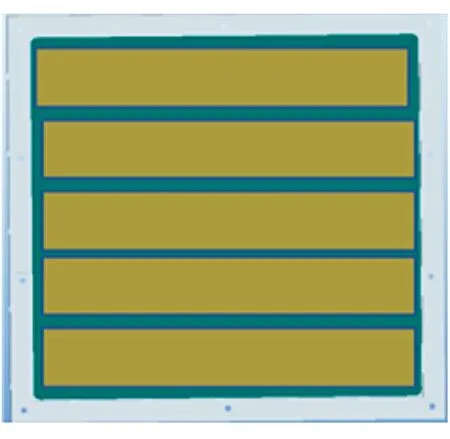
图1和图2为某型号中要求的RO4350B基板与SMP连接器安装示意图。机壳内部需要将尺寸规格为145 mm×160 mm的RO4350B微波基板整面焊接至机壳。机壳背面需焊接39个SMP,焊接后,SMP引线上表面与基板CS面在同一水平面。
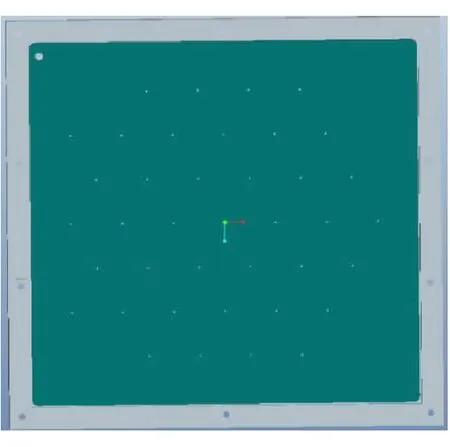
(a) 机壳正面

图2 产品结构侧视图
机壳在进行基板与SMP的焊接后,还需进行剩余电装工艺,因此为与后续操作使用的钎锡焊料拉开梯度,选用熔点为217 ℃的Sn96.5Ag3.0Cu0.5焊料进行前端工艺基板、SMP连接器及机壳一体化焊接,壳体材料使用2H12铝合金,为确保可焊性使用整体镀银工艺。
焊膏进行焊接时涂覆的均匀性、重复性相对焊片较差[4],而焊片操作简单方便,同时考虑到基板尺寸大,为最大限度减少和控制助焊剂对焊接的影响,基板焊接使用焊片,SMP使用焊环[5-7]。焊接结构相关信息如表1所列。

表1 焊料、基板及机壳
其主要工艺指标难点有以下几点:
1)基板钎透率
基板焊接后钎透率影响接地效果,进而影响整个产品电性能,是产品制造的重要指标[8]。该型号中基板尺寸过大,层数多,加工工艺复杂,因此翘曲变形较大,经测量最大变形量可达0.7 mm,平均每块基板翘曲最大变形量可达0.5 mm,焊接时极易形成较大焊接孔洞,难以满足基板焊接后有效焊接面积75%以上,单个空洞面积不超过有效焊接面积10%的要求,因此需要特定工装在焊接基板施加压力的同时对基板的平面度进行矫正,以保证基板、焊料片、机壳三者均衡接触。焊接时基板上排气孔的设置也会对焊接空洞产生影响,合理设置透气孔数量和位置有利于提高基板钎透率。
2)SMP连接器焊接精度
该型号产品中,基板上SMP引线孔直径0.8 mm,SMP引线直径0.4 mm,要求焊接后基板SMP孔与SMP连接器中心同轴,最大偏差 ±0.05 mm且SMP连接器引线上表面与基板处于同一平面;SMP尾端与机壳平面度最大落差不超过0.1 mm。对于装配和焊接精度要求高。
3)焊料量控制
SMP连接器焊接时焊料量过多时会产生漫锡,引起基板SMP引线孔与SMP连接器的短路,焊料量过少不能满足SMP连接器孔缝表面填满95%以上。同时基板焊接时需要控制焊料量,为保证基板、焊料机壳三者之间均衡接触,通常施加压力过多的焊料量易造成漫锡,从而影响后道工序,焊料量不足时导致焊接面积不足形成大焊接空洞。焊料量控制是影响焊接质量的重要因素。
4)焊接温度控制
由于机壳与基板尺寸厚度大,在与工装组装形成焊接样件后,焊接样件整体尺寸过大,焊接样件整体各部位温度难以均衡,加热面从上到下温度不一致。其次,焊接样件组装后热熔大,升温降温困难,对于焊接温度的控制难度大,对焊接质量存在重要影响。
2 工艺难点分析及解决路径
2.1 基板钎透率
该型号中基板尺寸过大,翘曲变形严重,部分基板的翘曲变形量如表2所列,焊接时使用焊片厚度为0.1 mm,若对基板变形不进行控制极易形成较大焊接孔洞,因此需要设计工装在焊接基板施加压力的同时对基板的平面度进行矫正,保证基板、焊料片、机壳三者均衡接触,以此改善焊接条件,保证焊料与基板整面均衡接触,获得良好焊接质量[9]。

表2 翘曲最大变形量h
针对上述基板翘曲变形问题需要考虑设计加压工装,为避免造成热容更大的情形,增加焊接难度,因此结合样件本身螺钉孔位设计专用基板固定与调整工装,如图3所示,在工装下方五个易翘曲变形位置放置压块,固定于机壳上的调整工装使用螺钉对压块施加压力,调整基板变形,确保基板焊接时焊料与基板整面均衡接触,获得良好焊接质量。该工装有如下特点:1)压块分区放置,可对不同基板的不同变形进行适应性调节;2)避免同时施压时压力造成焊料的不均匀,减少工装对焊料的影响;3)结合样件本身螺钉孔位设计简化调整工装,避免块状工装造成的热熔过大情形;4)充分避让基板上存在的各种排气孔及SMP孔,有利于焊接时气体的快速释放,对于减小焊接空洞具有重要作用。

图3 基板加压工装设计示意图
焊接空度率还受焊接氛围、焊接曲线等因素的影响[9],考虑到基板空洞率要求,使用热板式真空焊接机进行焊接,同时,要求产品设计在基板上方增加排气孔,在焊接时进行抽真空操作,减少焊接空洞。
2.2 SMP连接器焊接精度
2.2.1 焊接后平面度
产品设计时要求SMP焊接后尾端与机壳背面处于同一平面,且平面度要求小于0.1 mm。为保证SMP内部焊接质量,需要在SMP台阶处装配焊料环,但在配装焊料环后整体相对于机壳背面形成突起,如图4所示。焊接时SMP连接器自身重量较轻,在焊料熔化后受焊料表面张力的作用难以自行落入焊接位置[10],因此设计工装对SMP焊接后的平面度进行保证。

图4 SMP尾端突起示意图
考虑到为保证基板焊接质量使用以热传导方式的焊接热板式真空焊接机,由于产品结构安装基板加压工装之后需要机壳背面进行受热对焊件加热。为保证焊料熔化后SMP能够焊接到位,同时确保焊接时载体焊炉与样件传热正常,设计并加工了厚度为5 mm的机壳底部SMP专用工装。工装与炉内加热板接触面平整,与SMP接触位置设计了小凸台,其内部安装小弹簧,如图5所示。保证SMP在焊料熔化后受弹力作用顶入焊接位置,保证焊接后机壳背面平面度。

图5 SMP专用工装底部设计剖面(部分)
2.2.2 SMP引线装配精度控制
产品需求焊接后的SMP引线居于基板SMP孔中间位置,且无短路现象,而基板上SMP孔直径仅为0.8 mm,SMP引线部位直径0.4 mm,经计算SMP引线偏差5°时即可发生短路现象。该型号产品中,要求焊接后基板SMP孔与SMP连接器中心同轴,最大偏差±0.05 mm且SMP连接器引线上表面与基板处于同一平面;SMP尾端与机壳平面度最大落差不超过0.1 mm。同时,焊接时锡珠的迸溅也会造成短路,一颗锡珠的存在会造成整板的报废。考虑对SMP引线的防护及确保SMP与基板装焊精度,选用内径0.3 mm,壁厚0.15 mm的聚四氟乙烯套管工装对焊接前的SMP连接器引线进行保护,保证SMP连接器引线与印制板之间的空气腔不会有焊料进入,且确保SMP装配和焊接时引线居于基板SMP孔中间位置。
2.3 焊料量控制
2.3.1 焊料量
机壳SMP安装孔与连接器本身之间的间隙制约着连接器安装焊接后的精度和质量。间隙过小,焊料润湿不足,造成焊接空洞;间隙过大,装配精度不足,易造成漫锡和短路[10],因此根据连接器尺寸设计安装孔尺寸,确保焊接精度的同时保证焊料量,在安装孔中间和尾端设计与连接器尺寸匹配的焊料槽,机壳上SMP连接器孔外部倒角高度设计为0.3 mm。根据机壳上SMP连接器安装孔体积V1与SMP连接器体积V2计算出所需焊料量,再根据使用的φ2.6 mm和φ4.4 mm焊环具体尺寸确定焊环数量。
V1-V2=V焊料
(1)
Vφ2.6 mm+Vφ4.4 mm=V焊料
(2)
φ4.4 mm的焊环安装位置为SMP连接器尾端,为保证尾端焊料能全部进入焊缝,因此先确定φ4.4 mm的焊环数量为2。经计算φ2.6 mm焊环需要3.6个,最终焊接时每个SMP连接器使用4个φ2.6 mm和2个φ4.4 mm焊环。

(a) SMP安装孔结构
2.3.2 助焊剂使用
助焊剂的用量对焊接质量有严重影响,过量的助焊剂容易在焊接面氧化层发生反应并残留形成焊接空洞[11],而助焊剂不足时,焊料润湿性差。在该型号中,SMP焊环使用的助焊剂过量时,助焊剂会流过机壳上SMP引线孔和基板SMP引线孔,从而形成润湿条件,焊接时焊料由于毛细现象爬过引线孔造成SMP与基板短路。基板助焊剂用量过多形成焊接空洞[12]。通过试验验证控制助焊剂用量和涂覆位置,基板焊接时,在基板焊接面和机壳焊接面刷助焊剂,SMP焊接时在机壳SMP安装孔、SMP焊接面、焊环上刷助焊剂,控制适当的助焊剂用量,可获得良好焊接效果。
2.3.3 焊接防护
基板正面和SMP尾端均为镀金材质,焊接时溅锡容易造成污染,在焊接前进行保护,可有效避免污染。基板正面使用一层聚酰亚胺薄膜保护焊盘,同时避开基板上原有孔,有利于焊接时基板底部排气,从而减小空洞。使用GD-414保护SMP连接器尾端,胶液面平整,操作过程中不污染到引线的端面(金带压接面)。
(a) 基板保护
焊接面原有油脂、有机酸等杂质在焊接过程中会与金属氧化物反应后产生焊接孔洞,因此焊前应对基板SMP连接器及机壳焊接面进行擦洗,避免杂质对焊接质量的影响。
2.4 焊接曲线控制
将基板、SMP连接器、机壳及工装组合装配好形成焊接样件后,整体热熔大,升温困难。提高预热区、回流区温度并增加时间,可保证焊接样件整体温度均衡[13-14]。
本文中使用的热板式低温真空钎焊是大面积基板焊接时广泛采用的钎焊工艺。工艺过程中将基板、焊料、SMP连接器及对应工装组合后放置于设备中,通过热板对焊接样件加热,焊料在真空和惰性气体环境下被加热至熔点熔化,与基板底面、SMP连接器及铝镀银机壳焊接面发生化学反应,形成金属间化合物,从而实现基板和SMP连接器的焊接,焊接时热量传输路径如图8所示。典型热板式低温真空钎焊时通过两轮抽真空和充氮气后开始进行加热,在焊接区进行抽真空操作[15-16]。

图8 传热路径示意图
监测焊接样件温度在进入回流区后30 s内到达焊料熔点,可保证焊接时充分进行抽真空,有效减少了焊接孔洞。热板式回流焊接温度从靠近热板一侧向上温度逐渐降低,焊接样件中,基板焊接面与SMP焊接面不在同一平面,焊接时焊接温度有所差异,为均衡基板与SMP连接器的焊接温度,预热时间进行延长,增加抽真空时间。经多次试验,确定当基板焊接温度240.2 ℃时,基板和SMP连接器均可获得良好焊接效果。
同时,经多次验证,上述工艺方法可应用于更大尺寸基板的焊接,当前已验证基板焊接单边最大尺寸可达285 mm。
3 试验结果
3.1 指标合格性
对焊接后的产品样件进行外观及X光检验,确定样件质量合格。典型产品X光检查结果如图9所示。

图9 典型产品X光
经检查,基板与机壳焊缝焊料润湿良好,无裂纹存在,部分孔洞边、基板四周存在焊料溢出的情况,使用X光检查焊接面质量,焊接有效面积大于基片面积的85%;基板焊接有效区域没有贯穿缝,且单个空洞面积不超过有效焊接面积的10%;45倍显微镜下检查SMP焊接焊料润湿良好,孔缝表面均至少填满95%,且无裂纹存在,SMP内引线无弯折,尾端嵌入机壳无突出,引线腔体内无多余物,各SMP进行X光检测,与基板之间均无锡渣、无短路现象,SMP同轴度偏差<0.05 mm,且平面度落差小于0.05 mm,满足预期指标及后续需求,指标符合性如表3所列。

表3 指标符合性
3.2 金相分析
取环境试验后的样件沿基板对角线剖切进行金相分析,基板和SMP金相剖切典型照片如图10所示,焊接情况良好,在环境试验后未发现裂纹和大尺寸焊接空洞。从基板和SMP金相剖切结果可以看出,所有焊点的焊缝厚度均匀,无可见裂纹,证明基板与SMP一体化焊接的可靠性。
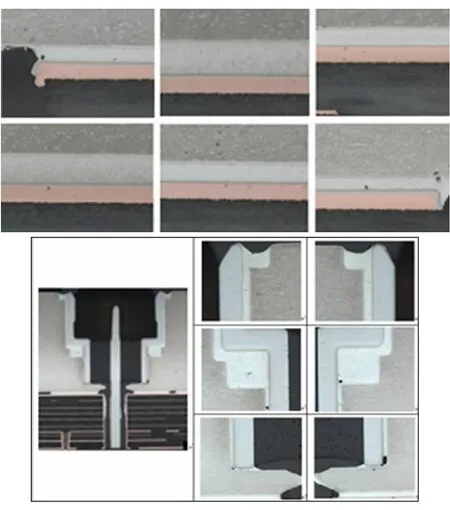
图10 基板与SMP金相剖切典型照片
4 结论
本文针对某型号相控阵天线收发组件中要求的145 mm×160 mm的RO4350B微波基板和39个SMP连接器安装至铝镀银机壳上,提出了大尺寸微波基板与连接器一体化精密装焊方案。对工艺难点进行分析并提出解决途径,解决了焊接工艺中存在的空洞率、装焊平面度、温度不均衡等问题。确定最终焊接工艺使基板与SMP连接器焊接指标均满足要求,有效焊接面积均可达85%,SMP连接器孔缝表面均填满95%以上,同轴度偏差<0.05 mm,且平面度落差小于0.05 mm,装配精度和质量满足型号需求,对于后续同类型产品具有借鉴意义。
猜你喜欢
科学技术创新(2022年30期)2022-10-21
东北大学学报(自然科学版)(2022年9期)2022-09-21
航天制造技术(2022年2期)2022-05-17
农机使用与维修(2021年12期)2021-12-23
科学技术创新(2021年5期)2021-03-17
中国应急管理科学(2021年9期)2021-03-16
数码世界(2019年5期)2019-09-09
科技风(2018年31期)2018-07-09
科技创新与应用(2017年23期)2017-09-01
卷宗(2017年8期)2017-07-07
