轴套三组合件的加工
2021-03-01 07:15
金属加工(冷加工) 2021年2期
株洲九方装备股份有限公司 湖南株洲 412001
1 序言
轴套组合件是由螺纹配合、圆锥配合、圆柱配合和偏心配合等组成的零件,在技能竞赛和考试中常常会遇到。在数控车床上对组合件进行加工时,要求操作者必须具备某些特殊的技术以及扎实的基本功,因此是一种加工难度较大的技术。图1所示轴套三组合件是由心轴、偏心锥轴和连接锥套3个零件装配组合而成的,为了保证各零件能够顺利组装,在加工过程中必须符合图样尺寸精度和组合技术要求。当工艺和工序设计得不合理时,一是将直接影响零件的尺寸精度和装配效果,甚至造成一些零件无法加工;二是会增加辅助时间,导致无法在规定时间内完成加工组合工作。因此,在组合件加工前,不仅要考虑单个零件尺寸精度和几何公差达到图样要求,而且应保证满足组装技术要求以及工艺路线的连贯性。所以,加工前的工艺分析和对各零件之间的配合关系进行分析是关键,只有充分分析影响加工和精度的各种因素,并采取相应措施,设计出合理的加工工艺,才能确保该组合件的顺利加工和组装。

图1 轴套三组合件
2 轴套三组合件加工工艺分析
首先快速读图,分析图样,根据毛坯尺寸检查和分配好坯料;根据图样分析组合件各零件的配合类型和技术要求,通过工艺分析,判断此组合件的加工难点和关键技术,确定配合基准;拟定各零件的加工顺序,设计出一条最优的加工工艺路线。具体分析如下。
1)首先看组装图(见图2),此组合套由心轴、偏心锥轴和连接锥套3件组成,根据毛坯材料尺寸进行分析,心轴使用φ65mm×150mm坯料,偏心锥轴使用φ85mm×95mm坯料,连接锥套使用φ85mm×105mm坯料。
连接锥套右端与心轴、偏心锥轴左端配合后总长188mm,且偏心锥轴与连接锥套左端配合间隙为0.05mm,该组合件的尺寸精度要求高,且所有尺寸精度和几何公差要求严格,各组成部件如图3~图5所示,共有5项形位要求。
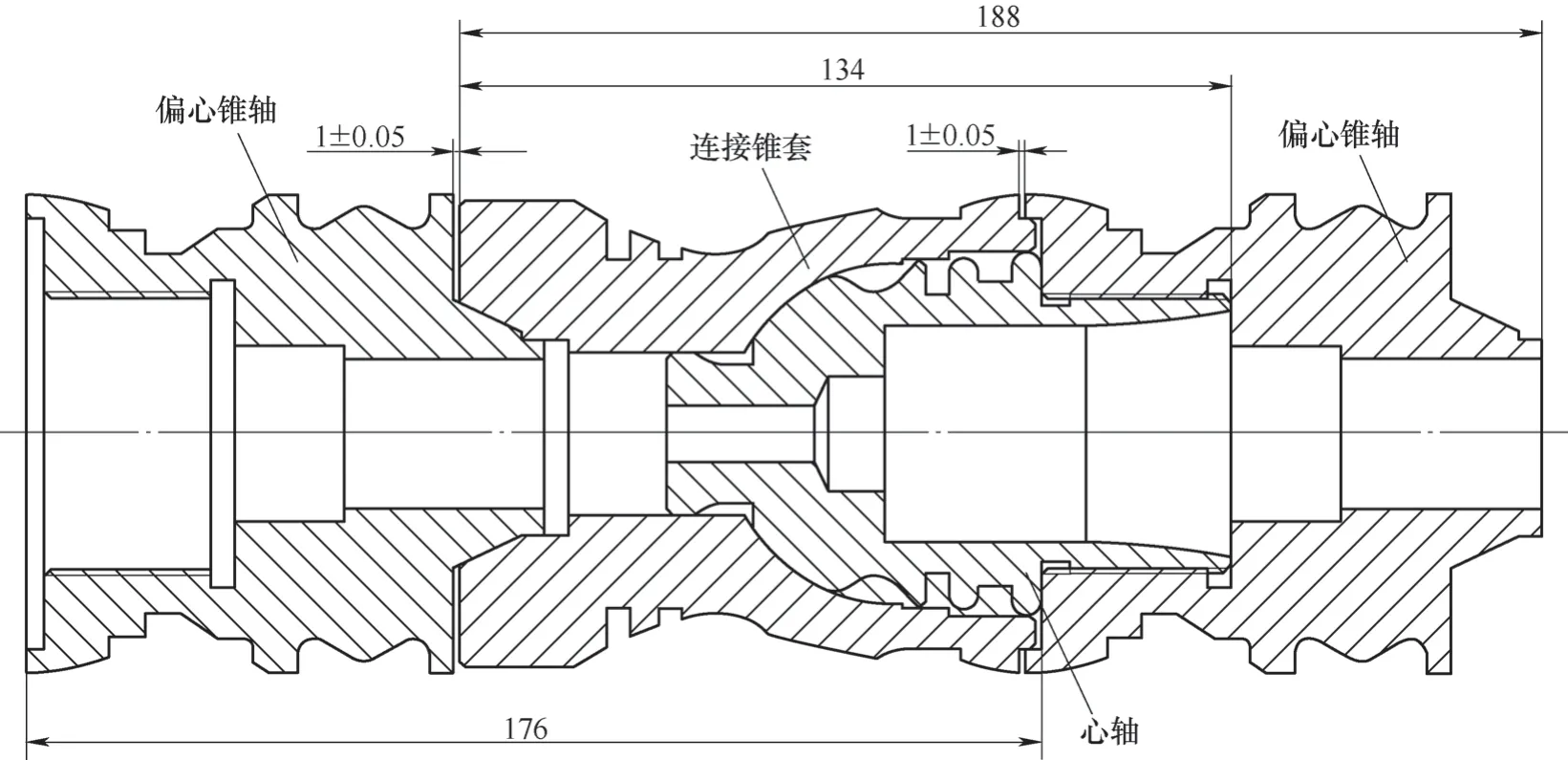
图2 轴套三组合组装图
3)根据以上技术要求及先外后内的加工原则,确定心轴的外轮廓各面为连接锥套内圆弧配合基准,心轴的外螺纹为偏心锥轴内螺纹的配合基准。确定了偏心锥轴的外锥及偏心为连接锥套的锥度和偏心的配合基准。
加工工艺路线为:车削心轴全部尺寸切断→加工偏心锥轴左端及内螺纹→心轴切断处倒角→车偏心锥轴右部分→车连接锥套右端→车连接锥套左端→检验。实践证明,此加工顺序比较合理。
3 组合件加工难点及应对措施
3.1 心轴
如图3所示,左端外圆柱中心轴线与右端内圆基准A同轴度误差≤0.03mm。针对该零件几何公差的要求,采用一次装夹,以工件左端为夹持位置,“一刀车出”外轮廓及各个配合尺寸至图样和装配要求。

图3 心轴
3.2 偏心锥轴
如图4所示,对于偏心锥轴有较高的尺寸精度要求,有偏心配合要求,左端内圆止口轴线与外圆轴线基准B要求同轴度误差≤0.03mm,其右端面相对外圆轴线基准B垂直度误差≤0.04mm。解决夹持位置和几何公差要求问题是关键,故先加工左端止口、内螺纹及外轮廓,采用一次装夹,完成外轮廓全部尺寸,预留右端外锥面及偏心的余量。然后调头,借助心轴多余的料头,做1个外螺纹辅助接头与左端内螺纹配合定心,定长度、车外圆锥与偏心,这样既保证了几何公差,又解决了偏心不好装夹的难题。

图4 偏心锥轴
3.3 连接锥套

图5 连接锥套
平均颜色变化率(AWCD)反映了微生物的代谢活性,是土壤微生物群落利用单一碳源能力的一个重要指标,AWCD值的高低反映土壤微生物密度的高低,可代表土壤微生物活性的高低。计算不同植被恢复模式土壤AWCD平均值,并绘制AWCD值随培养时间的动态变化曲线(图1)。
4 零件的加工工序设计
通过分析装配图与加工图样,拟定轴套三组合件加工工序如下。
(1)心轴 坯料尺寸φ65mm×150mm,包括辅助料头。加工工艺流程:平端面→钻φ10mm孔、深11 0 mm →钻φ20 mm 孔、深70mm →钻φ24mm孔、深60mm→粗、精车外圆轮廓→粗、精车外螺纹→粗、精车内孔→定总长、切断(全部尺寸车好后)→检验。
(2)偏心锥轴 坯料尺寸φ85mm×95mm。加工工艺流程:平端面→钻φ24mm通孔→粗、精车左端外轮廓→切外圆槽→粗、精车内轮廓→切内螺纹退刀槽→粗、精车内螺纹→车辅助外螺纹连接头→与偏心锥轴左端内螺纹配作→定总长→粗、精车右端外圆锥→粗、精车内孔→车偏心→检验。
(3)连接锥套 坯料尺寸φ85mm×105mm。加工工艺流程:平端面→钻φ24mm通孔→粗、精车右端外轮廓及外圆基准C→切外圆槽→车端面止口→粗、精车内轮廓→调头、定总长→车右端端面槽→车偏心→总组装→检验。
5 轴套三组合件的工艺实施
为了使组合件的加工在规定时间内得以顺利完成,需通过工艺分析、拟定合理的加工方法以及设计切实可行的工序、工步,达到减少机床调整次数、提高刀具寿命以及便于检测配合等目的。
为了提高加工效率和组装质量,在考虑几何公差和夹持位置的情况下,灵活运用“一刀车出”和利用辅助料头螺纹配合,可直接减少装夹次数,从而保证各环节高效、顺利完成。下面以轴套三组合件中偏心锥轴为例,介绍其工艺实施过程。
1)三爪自定心卡盘装夹φ85m m×95m m坯料,夹持长度10mm左右,平端面。
2)用φ24mm中心钻钻通孔。
3)粗、精车左端外轮廓尺寸,装夹如图6所示,采用“一刀车出”的方法。利用正、反两把外圆偏刀完成粗、精车左端至右端外轮廓的加工,保证外圆尺寸φ、φ70.57mm,长度尺寸7.8mm、23mm和4mm以及圆弧尺寸R2mm、R3mm两处、R4mm和R41mm。

图6 偏心锥轴的装夹
4)切外圆槽。用3mm宽外圆切槽刀切左端外圆槽,保证长度尺寸14.5mm、20.5mm、26.5mm及其外圆尺寸φ、φ62mm。
6)用3m m宽内孔切槽刀切左端内螺纹退刀槽,保证槽宽尺寸4mm×3mm。
7)粗、精车内螺纹,用M48×1.5mm的内螺纹环规检验。此时可以用心轴外螺纹配合检验。
8)利用心轴多余的坯料车M48×1.5mm外螺纹辅助接头,保证螺纹长度>36mm。
9)与偏心锥轴内螺纹调头配作,如图7所示。用百分表检验φmm外圆,使其径向圆跳动<0.01mm,轴向圆跳动<0.02mm。粗、精车端面,保证总长度尺寸(90±0.045)mm。
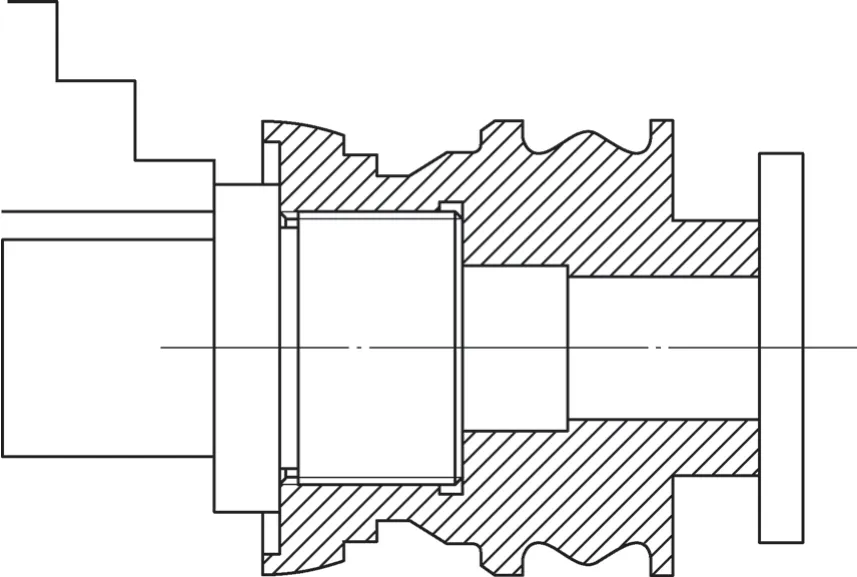
图7 偏心锥轴调头配作
6 结束语
通过工艺分析、拟定合理的加工方法以及设计切实可行的工艺流程,使整个加工工艺路线具有连贯性,整个加工过程井然有序,轴套三组合件的加工在规定时间内顺利完成,满足了图样技术要求。
专家点评

本例中的轴套三组合件由心轴、偏心锥轴和连接锥套3个零件组合而成。加工过程中既要满足单个零件的尺寸精度和几何公差要求,又要兼顾误差积累与组合技术要求。各零件需要在基准统一的情况下,灵活运用“一刀车出”的方法,减少装夹次数和几何误差,从而保证组合件的装配效果。
文章内容完整、思路清晰,真实再现了数控车工技能大赛的技术难点和加工要领,作者通过工艺分析,拟定合理的加工方法并保证工艺路线的连贯性,在规定时间内完成组合件的加工和装配,在技能大赛中锻炼了技术,总结了经验。
猜你喜欢
测控技术(2022年9期)2022-09-23
上海涂料(2021年5期)2022-01-15
河北农机(2021年12期)2022-01-06
湖北农机化(2020年17期)2020-11-02
科学技术与工程(2020年14期)2020-06-23
科学技术与工程(2020年4期)2020-04-08
名城绘(2019年3期)2019-10-21
中小企业管理与科技·中旬刊(2018年2期)2018-03-10
制造技术与机床(2017年8期)2017-11-27
临床超声医学杂志(2017年3期)2017-04-08