聚四氟乙烯材料薄壁盒体的加工
2021-03-01 07:16
金属加工(冷加工) 2021年2期
中国电子科技集团公司第38研究所精密加工分厂 安徽合肥 230031
1 序言
聚四氟乙烯材料是四氟乙烯的聚合物,颜色为白色。聚四氟乙烯具有以下特点。
1)不吸潮、不燃,对氧、紫外线均极稳定,具有优异的耐候性。
2)几乎不受任何化学试剂腐蚀。
3)绝缘性能好,介质损耗小,具有自润滑性。
4)具有塑料中最小的摩擦因数,是理想的无油润滑材料。
5)材质较软,非常容易切削,属于易加工材料。
聚四氟乙烯材料被广泛应用于原子能、航天、电子、电气、化工、机械、仪器、仪表、建筑、纺织和食品等行业。
我单位加工一种聚四氟乙烯材料盒体,由于材质较软且底部较薄,因此加工有一定难度。
2 聚四氟乙烯盒体加工出现的问题及原因
图1所示聚四氟乙烯材料盒体底部很薄,只有1mm,原加工工艺是用压板压紧四周,用φ6mm立铣刀由内而外分层切削,在切削加工过程中,当盒体底部余量在2mm时,由于聚四氟乙烯材料较软,底面越来越薄,强度逐步降低,在切削力的作用下开始有振颤,继续加工就会出现底面被拉起或者被撕裂的现象,使整个零件报废。
经分析认为,由于零件材质较软,零件材料被逐步切除后,当切削力大于材料所能承受的强度时,就会产生零件底面被拉起或者被撕裂的现象。
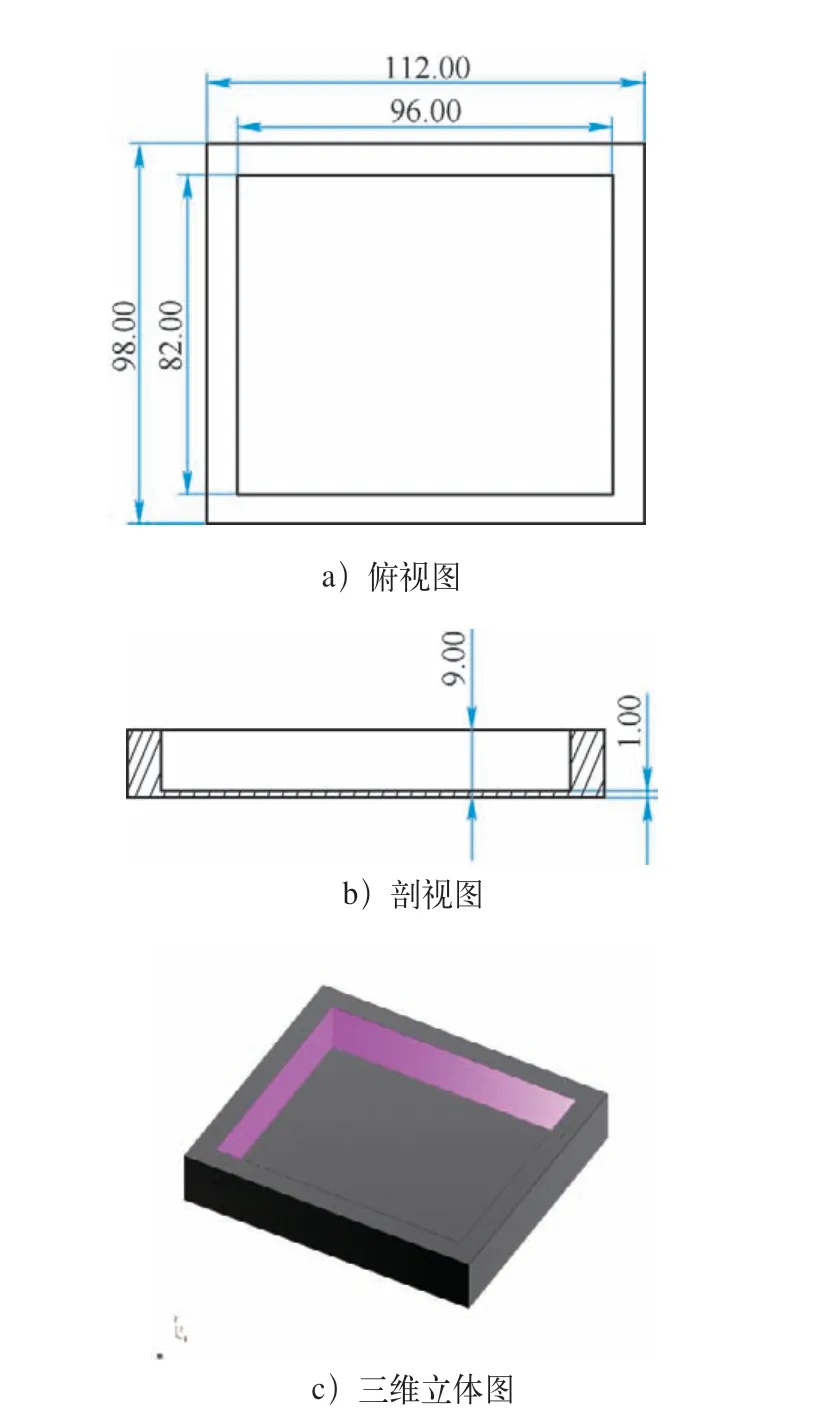
图1 聚四氟乙烯材料盒体
3 改进后的工艺方案
根据材料特性,重新制定了一套加工工艺方案。
1)如图2所示,将零件内腔分为4小块,中间预留<6mm的加强筋,主要目的是减小一次切削面积。通过中间的加强筋,增强零件底部加工区域的强度,使零件底面不易被拉起或撕裂。
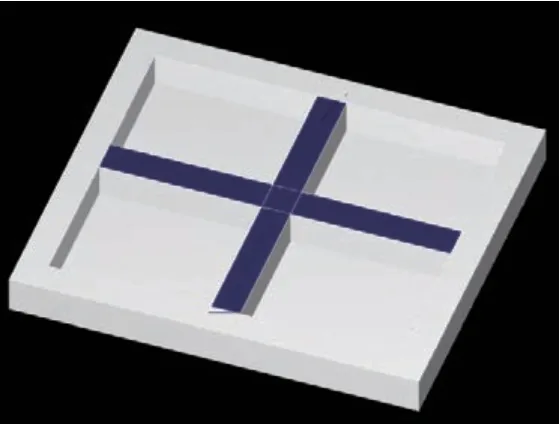
图2 将零件内腔分为4小块
2)改变切削路径及切削深度,如图3所示。从4小块内腔中间位置下刀,加工深度直接到Z向-9mm,不采用分层逐步加工,这样四周余料的厚度一直保持在9mm,材料的强度大于切削力时,底面就不会被拉起或撕裂。
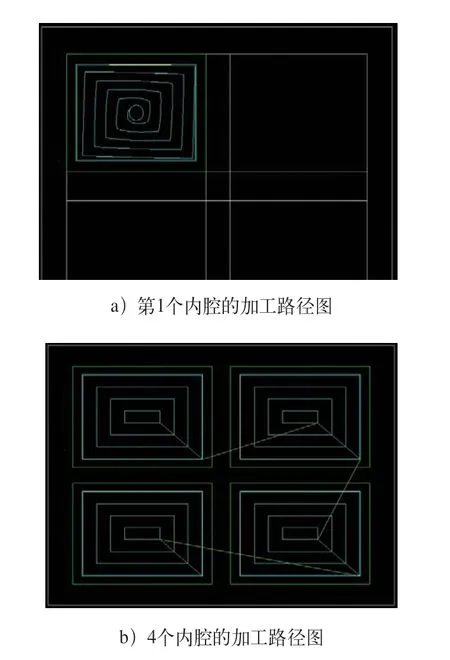
图3 改变切削路径及切削深度
3)采用环形由内向外的加工刀具路径,顺时针方向一圈圈往外切削零件余量。顺时针切削时切削作用力是向下的,起到将零件下压的作用,当零件余量减少时,底面不会被拉拽起来。
4)刀具的转速一般控制在3000r/min,进给速度500mm/min。这组切削参数是通过验证得到的,刀具的转速和进给速度匹配,在加工零件的过程中可以减少热量及切削力,零件余量切除后不会产生过多的应力,因此不会产生变形。
5)加工完4小块内腔后,在去除中间加强筋时,关键技巧是通过4块强力磁铁的作用,将零件的底部与工作台压平并固定住,如图4所示。针对加强筋逐条分层加工,通过3次下刀去除中间的加强筋。
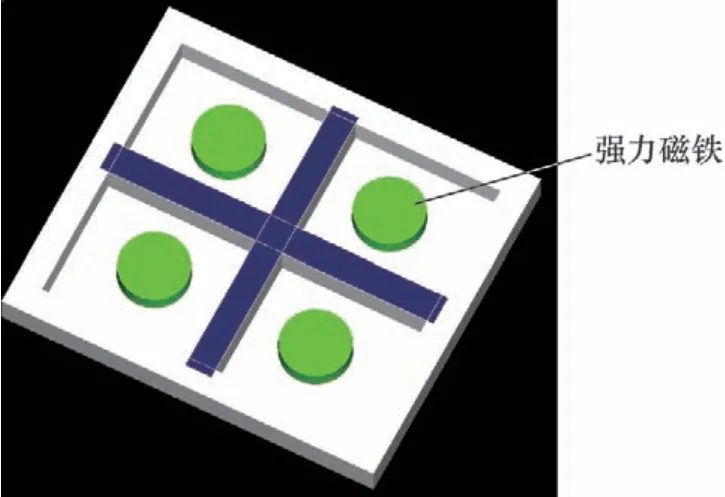
图4 采用磁铁压紧
4 结束语
通过采用以上技巧和方法,能够解决聚四氟乙烯材料盒体的加工难题,保证了加工质量。该方法简单实用,成本很低,可以应用于类似的底面较薄的零件加工中。只要磁铁的吸附力大于切削力,就不用担心零件被移动,零件底面会被磁力压平,加工出来的零件底面就非常平整。
专家点评
本文根据聚四氟乙烯材料的特性,制定了一套完整的加工方案,通过工艺加强筋和磁铁压紧的方法,轻松解决了薄壁盒体的加工难题。创新方法独具特色,磁铁定位颇具匠心,具有适用面广、实用性强、操作简单及成本低廉的优点,非常适用于底面较薄的非金属材料的切削加工。
猜你喜欢
纺织科学研究(2021年6期)2021-12-02
实用临床护理学杂志(电子版)(2020年43期)2020-11-17
中国林副特产(2020年1期)2020-04-16
妇女生活(2019年3期)2019-03-18
有机氟工业(2019年4期)2019-03-16
科技风(2018年34期)2018-05-14
烹调知识(2018年3期)2018-03-29
小学科学(2017年12期)2018-01-10
科技创新与品牌(2017年4期)2017-05-12
女士(2016年6期)2016-05-14