
百万超超临界机组高旁阀阀芯换型研究与应用
2021-03-08 09:41华东奇
机电信息 2021年6期
摘 要:分析了超超临界百万汽轮机高压旁路阀阀芯减压笼罩竖条断裂、密封面损坏严重的原因,并提出了优化措施,有效解决了阀门减压笼罩易损坏的问题,提高了旁路系统的可靠性。
关键词:高旁阀;阀芯组件;减压笼罩;竖条
0 引言
某公司2×1 000 MW超超临界燃煤发电机组于2017年双投,调试及运行期间启停频繁,高旁阀运行正常。2019年5月,在一次并网启动期间发现2号机组阀门在5%左右阀位无法正常关闭,多次快关后,阀门关闭,停机解体检查发现阀芯、阀座密封面受损严重,一级减压笼罩破损,阀芯组件改造换型后,阀门减压笼罩受损隐患排除,此经验对电厂高旁阀缺陷处理和优化升级有一定的借鉴意义。
1 高旁阀异常发生及临时处理措施
1.1 2号机组运行期间异常情况及临时措施
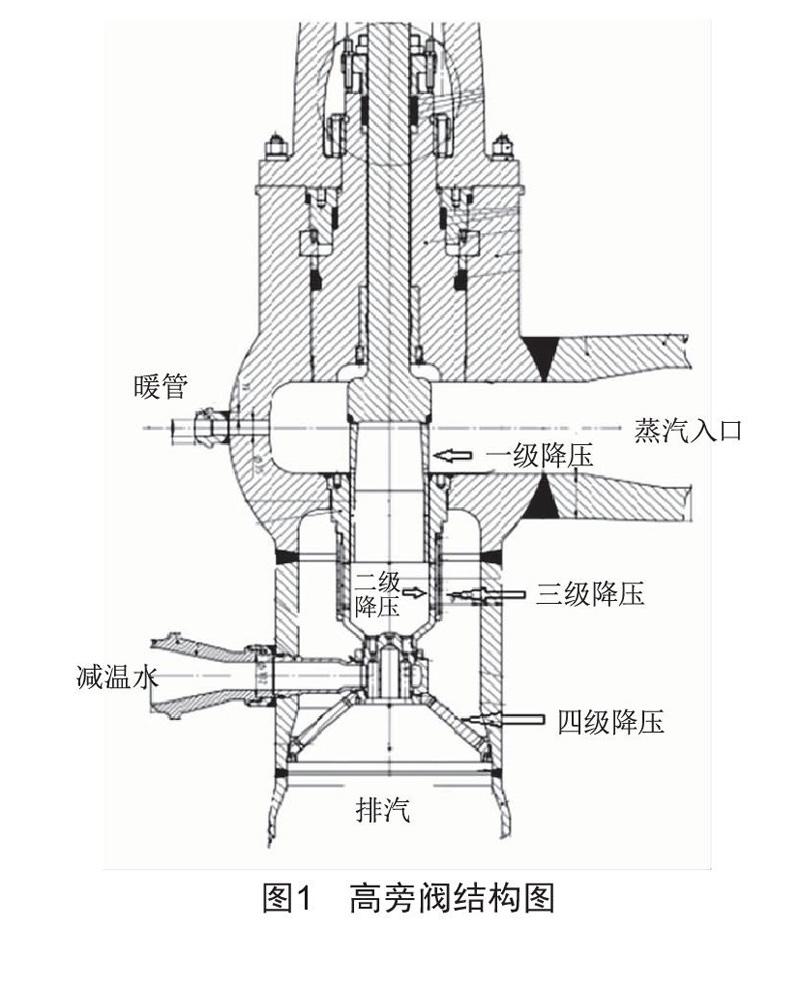
该公司两台机组为上汽西门子技术升级版超超临界纯凝机组,凝汽器循环冷却水为海水,主蒸汽压力为27 MPa(a),温度为600 ℃,再热蒸汽压力为5.714 MPa(a),温度为610 ℃,旁路系统采用高低压二级串联方式,单列高加,每台机组配置1台45%BMCR主蒸汽流量的高旁阀,2台45%BMCR主蒸汽流量的低旁阀,原装进口阀门,因阀门没有设计预启阀,故执行机构均采用液动,高低旁分别有一套供油系统。高旁阀阀体和阀芯材料为F92,阀座直径185 mm,有四级减压,节流装置为笼式阀芯和节流圆锥,即第一级减压笼罩与阀芯为一体,既有减压作用,又有阀芯导向作用,设计通流能力CV值为737。阀门结构如图1所示。
2019年4月2号机组调停,因高旁阀自投运后一直运行正常,启闭正常,没有内漏,因此没有安排解体检修项目。5月启动并网,高旁退出关闭时,阀位在5%无法关闭到位,阀后温度较高,为了尽快降低阀后温度,采用多次快关后阀门关闭,阀后温度降至390 ℃左右,初步判断阀芯、阀座密封面之间有上游带来的异物,或者阀芯减压笼罩竖条断裂,夹持在阀笼和套筒之间,经多次快关后密封面已经受损,决定运行期间加强监视,停机后解体检查。
1.2 2号机组高旁阀解体及处理措施
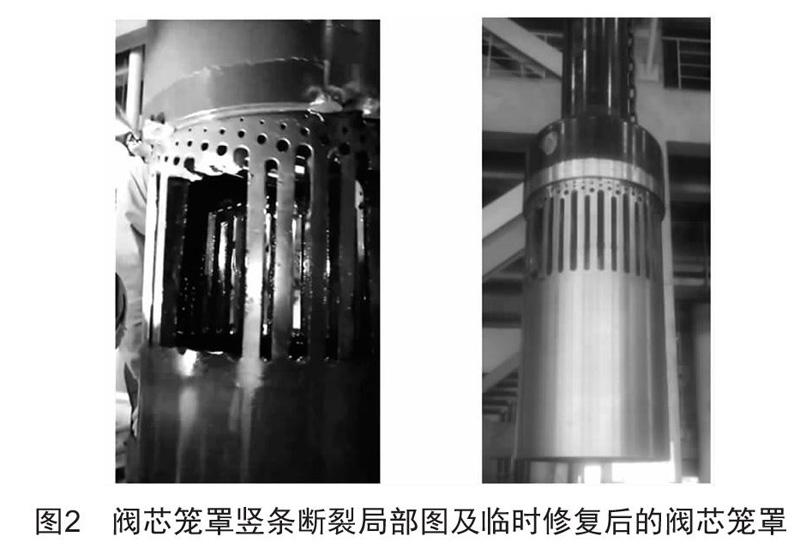
6月机组调停,解体检查高旁阀,发现阀芯组件周围有6块近似圆形的金属块,阀芯组件吊出后发现阀芯笼罩(一级减压笼罩)4根竖条断裂(图2),另外3根的上端有贯穿性裂纹,存在脱落风险,而且阀芯、阀座密封面损伤严重,其间夹杂有多个已陷入密封面的F92材质金属块(直径最长20 mm,最大厚度6 mm),其余几个掉落在二级减压笼罩前,二级减压笼罩外观正常,无裂纹发生。
鉴于停机时间紧迫,没有阀芯组件的备品备件,决定只对阀芯、阀座密封进行补焊和研磨,已脱落的4根竖条不进行补焊恢复,只做打磨,圆滑过渡,其他3根竖条裂纹处做挖补处理,下次停机后更换阀芯。因阀芯笼罩竖条未完全恢复,阀门在启闭时笼罩周围存在气流不均匀,可能有异音、振动现象,交代运行和检修人员在启闭期间加强监视,做好应急处理措施。
机组再次并网运行后,阀门启闭正常,无内漏,无异音,无异常抖动现象。
1.3 1号机组高旁阀解体检查
同年9月,1号机组调停检修,鉴于2号机组高旁阀阀芯组件损坏事宜,决定解体检查高旁阀。
解体发现阀芯笼罩竖条7根缺失,6根上端有裂纹,阀芯、阀座密封面完好。
2 阀芯组件换型升级研究及应用
2.1 原因分析
高旁阀阀芯组件有带笼罩和不带笼罩两种,带笼罩的又分为分体和整体两种。不同的制造厂设计理念不同,阀门结构也不同。
该公司两台机组高旁阀阀芯组件由整体锻压件机加工而成,结构较为简单,一级减压笼罩设计为竖条形状,可能是因阀座直径较小,为扩大CV值特意设计的。
该两台高旁阀阀芯笼罩均出现竖条断裂、缺失现象,经与阀门厂家沟通,了解到其他电厂同品牌的高旁阀减压笼罩前几年均采用圆孔网状型式,没有出现过笼罩破裂案例,设备厂家近几年供货的超超临界机组的高旁阀部分采用竖条减压笼罩,有一个660 MW电厂出现过断裂现象,因此分析笼罩破裂的原因为阀芯减压笼罩竖条较长、厚度不够,导致竖条刚度不足,机组启停期间在主蒸汽高压差、高频冲击下,竖条断裂。
2.2 阀芯组件换型升级
为彻底排除阀芯减压笼罩损坏这一安全隐患,公司讨论决定将原阀芯减压笼罩换型为圆孔状,当时有两种方案:
(1)阀芯和笼罩分体,中间加工螺纹,连接后点焊加固。此方案的优点是笼罩再次损坏后可拆卸,重新加工笼罩,降低生产费用;缺点是笼罩螺纹经高温高压、长时间运行后咬死的概率较高,加工工艺复杂,成本高,维修烦琐。
(2)阀芯和笼罩为整个锻件甲供。此方案的优点是甲供工序简单,阀芯组件刚性较强,后期检修工序简单;缺点是笼罩如果再次损坏,需要重新加工整个阀芯组件,因为材质为F92,锻件加工成本较高。
因高旁阀使用频率较低,常见故障基本为阀芯阀座密封面不严密,但如果加工精度高、热处理合适,系统内杂质较少,阀门内漏概率是较低的。为尽量保持制造厂设计理念,经过对比,选择了第二种方案。
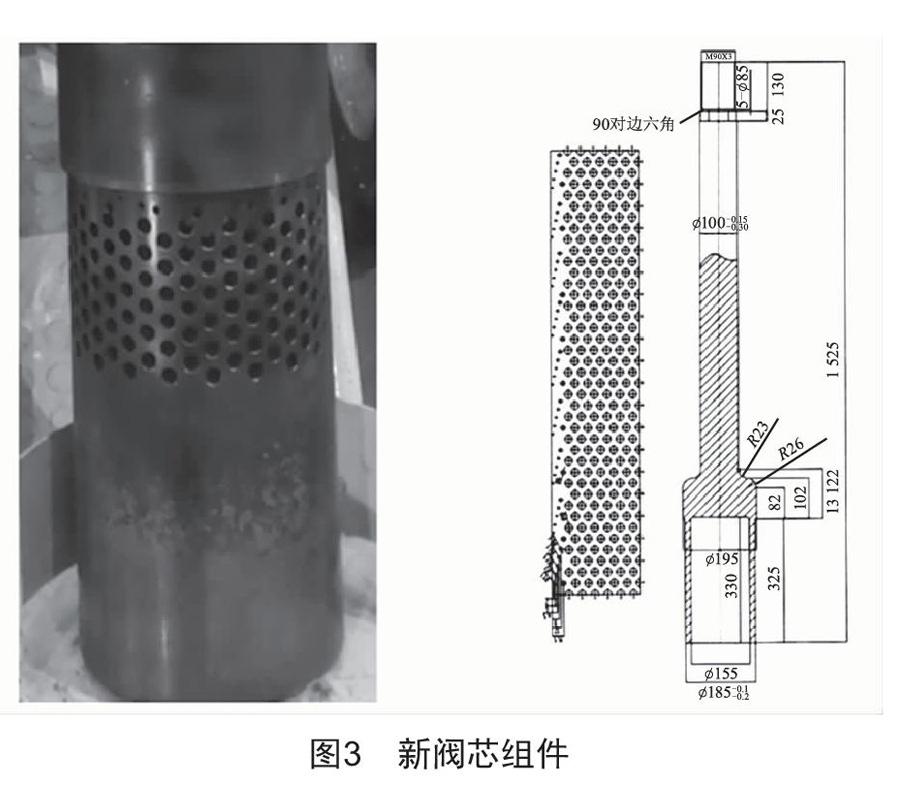
经过调研,外委了一家国内有设计资质和制造能力的阀门生产厂家,选用质量好的F92毛坯锻件,确保在满足CV值的前提下,考虑噪声和振动因素,在阀芯笼罩上加工了圆孔,同时尽量增加减压笼罩厚度,提高减压笼罩在高压差和大流量冲击状态下的强度,重新制作了一套外形尺寸相同的阀芯组件。新阀芯组件及加工图如图3所示。
另外,现在的高旁阀密封面距离减压笼罩顶部圆孔较近,锅炉检修或管道、阀门检修时会在管道内遗留焊渣,或者管道内壁氧化皮脱落,在高旁阀关闭的同时会夹持在阀芯、阀座密封面,造成密封面损伤,阀门内漏。為了避免此类可能,本次改造时特意把减压笼罩顶部的圆孔的位置稍微下移,在阀门完全关闭之前,圆孔已经进入阀座下方,此时少量气流会冲洗密封面之间可能存在的细小杂质,确保阀门关闭时密封面之间无异物。
新阀芯组件加工后,工艺上严格控制热处理,测量硬度与制造厂要求一致,然后在阀芯、阀座密封面上堆焊了一定厚度的司太立合金,初步保证密封面与阀杆的垂直度后,经过粗研、精研,验证密封面配合良好,在原制造厂和外委加工厂技术人员的全程指导下,顺利回装。
2.3 应用验证
机组启动期间,阀门启闭正常,无抖动、无内漏,噪声正常。第二年机组调停检修期间解体检查,阀芯组件无变形,笼罩无裂纹,密封面密封良好。
改造方案得到验证后,公司决定再外委加工一套阀芯组件,待2号机组停机后更换。
3 结语
该类型高旁阀阀芯组件换型升级的应用,排除了阀芯组件减压笼罩损坏的安全隐患,降低了机组运行风险,为机组长周期、安全运行提供了可靠保障。
同时验证了该类型原阀芯组件设计存在的不足,设备制造厂家可参考此阀芯组件型式在供货时改进阀门结构,运行电厂在高旁阀检修和新建电厂在招标选型时进行借鉴,特别是液压控制的没有预启阀的高旁阀,应避免同类缺陷再次发生。
另外,此次换型升级也给此类重要阀门关键部件的国产化提供了一定的参考依据。
[参考文献]
[1] 杨源泉.阀门设计手册[M].北京:机械工业出版社,1992.
[2] 魏龙.密封技术[M].北京:化学工业出版社,2004.
收稿日期:2021-01-07
作者简介:华东奇(1977—),男,河南叶县人,工程师,从事火电机组汽机生产技术管理工作。
