
轧机自动厚度混沌系统ADRC控制器设计
2021-03-14 00:51梁卫征曹志新张瑞成
现代计算机 2021年36期
梁卫征,曹志新,张瑞成
(华北理工大学电气工程学院,唐山 063210)
0 引言
在带钢轧制过程中,自动厚度控制(AGC)在板带材质量控制中应用非常普遍。连轧AGC 系统具有非线性、大滞后等特性,支撑辊偏心符合正弦规律,文献[1]综合考虑摩擦、轧辊偏心等因素建立了轧机厚度混沌系统模型,并对其混沌特性进行了分析。文献[2]也论证了板带厚度控制系统产生混沌的条件。这种混沌现象的出现将严重影响轧制产品的精度。因此,针对连轧AGC 系统,设计一种具有较强鲁棒性的轧机AGC 混沌控制系统具有重要的现实工程价值。
自抗扰控制因其结构简单且不依赖被控对象的精确数学模型等特点,应用十分广泛。目前在机器人、电力系统、电机调速等领域出现了一系列的研究成果[3-7]。因此,针对板带轧机AGC 系统存在的混沌问题,使用ADRC 方法设计了一种轧机AGC 系统控制器,并进行了实验仿真,控制效果良好。
1 轧机自动厚度混沌系统模型的建立
在轧制过程中,设板带材的厚度变化为x,如图1 所示。在轧制过程中,轧制压力导致板带材厚度变化而产生的恢复力符合弹跳方程,但材料恢复力不符合胡克定律,属于物理非线性变化。文献[1]建立了如式(1)所示的轧机AGC 系统的非线性参激振动模型:

图1 轧辊偏心示意图

式中x为轧辊偏心位移,k1为阻尼系数,k、k2为弹性变形系数,F、ω分别为轧辊偏心力的幅值和角频率,m为轧辊的质量。
假设τ=ω0t,其中ω0=,并且令:=从而可将式(1)整理为:

当ω0=0.02,ε=0.02,μ=0.01,f=0.03,变化时对应的系统分岔图和最大Lyapunov 指数图如图2 所示。当大于0.60199 后,最大Lyapunov 指数大于零,系统产生混沌运动。

图2 参数∈(0.0005,20)变化的分叉图和最大Lyapunov指数图
2 轧机厚度混沌系统自抗扰控制器设计
令x1=x,x2=ẋ,可将式(2)转化为如式(3)所示的二阶系统。ADRC控制器结构如图3所示。
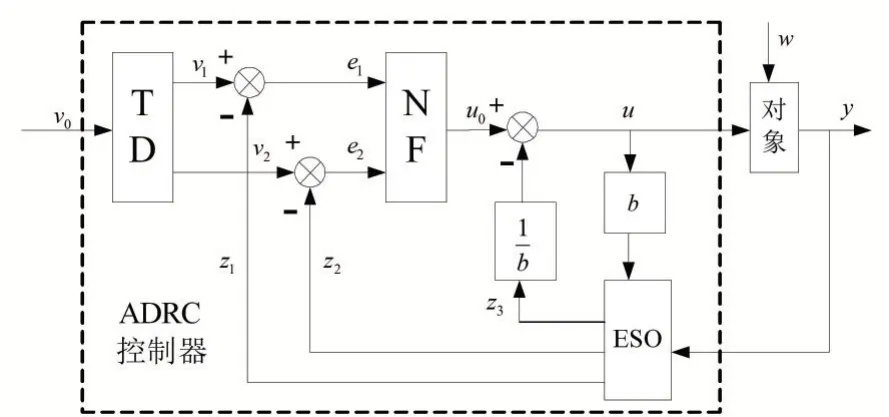
图3 二阶对象ADRC控制器结构

其中,w(t)为系统外部扰动,u为控制量,b(t)为控制放大系数,y为控制器输出,f(x,ẋ,w(t),t)是包括“内扰”和“外扰”的“总扰动”信号。
2.1 跟踪微分器
v0(t)为控制目标,v1(t)为安排的过渡过程,v2(t)为过渡过程的微分信号。其表达式为:
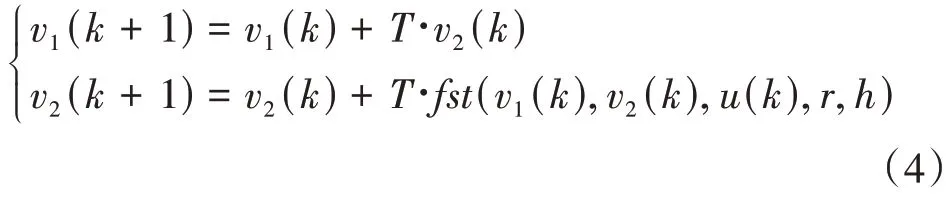
其中,T为采样周期,u(k)为控制器第k个采样时刻的控制信号;r为决定跟踪快慢的参数;h为影响滤波效果的参数;fst(r,h)为最速综合函数,如式(5)所示:

2.2 扩张状态观测器
选取信号u(k)和y(k)为其输入信号。其表达式为:

其中,e=z1(k)-y(k),且

其中,z1、z2用于跟踪被控系统状态x1、x2;z3用于估计被控对象的扰动量,并反馈给控制量u。
2.3 非线性控制率
其表达式为

其中,e1、e2是误差和该误差的微分。实际控制信号u中的-z3/b项将会对被控对象的扰动和不确定性进行动态补偿。
3 系统仿真研究
3.1 阶跃响应实验
根据实际需要,选取ADRC 参数为:r= 10,h= 0.01,T= 0.01,a=[0.75,1.25],b= 1,δ= 0,β01= 100,β02= 65,β03= 80,β1= 100,β2= 10。
在α= 0.05,β= 0.08,γ= 0.03,δ= 0.05,= 0.8时,系统(2)是混沌的,响应值取5 × 10-6,在t= 25 s 时,其阶跃响应曲线如图4 所示。由图可见经过ADRC 控制后,系统很快消除混沌状态并进入稳定状态。
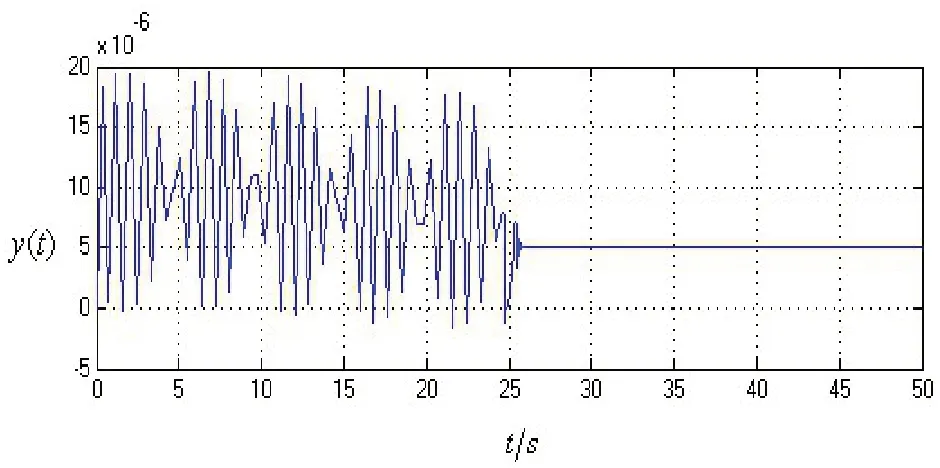
图4 系统响应曲线
3.2 抗干扰实验
在t= 6 s 时加入阶跃扰动,系统响应曲线如图5 所示。由图可知,系统能够快速克服较大的干扰并趋于稳定,说明系统具有较强的抗干扰性。

图5 系统加扰动的响应曲线
4 结语
通过对板带轧机自动厚度混沌系统数学模型分析得,该系统在满足一定条件下将产生混沌特性。采用自抗扰控制方法可以有效地控制轧机AGC 系统产生的混沌,且该控制方法快速性好,稳态精度高,抗干扰能力强,具有较高的应用价值。
猜你喜欢
上海师范大学学报·自然科学版(2022年3期)2022-07-11
东坡赤壁诗词(2022年2期)2022-04-15
汽车实用技术(2022年5期)2022-04-02
鞍钢技术(2021年2期)2021-04-20
求知导刊(2018年19期)2018-09-07
故事作文·高年级(2018年8期)2018-08-14
故事会(2017年14期)2017-07-25
中国新技术新产品(2017年13期)2017-07-12
河北渔业(2014年11期)2014-11-17
湖南师范大学学报·自然科学版(2014年5期)2014-11-14
