
海上油井环空带压分析及应对措施
2021-03-17 07:41刘汉杰韩东东林家昱
科学技术创新 2021年5期
吕 广 刘汉杰 张 鑫 韩东东 林家昱
(中海石油(中国)有限公司天津分公司,天津300450)
1 浅层气泄漏情况
海上油田某井13-3/8"套管与9-5/8"套管环空发生溢流,压井成功后对A 井13-3/8"套管与9-5/8"套管环空挤水泥至套管头以下12m。后发现该井隔水导管13-3/8"套管环空有一处冒泡,后续井口监测过程中,发现B 井也有绿豆大的小气泡冒出,现场情况持续监控,情况稳定。A、B 共2 口井的隔水导管与13-3/8"表层套管环空有可燃气泄漏,上述2 口井浅层气泄漏位置均相同,如下图1 所示:
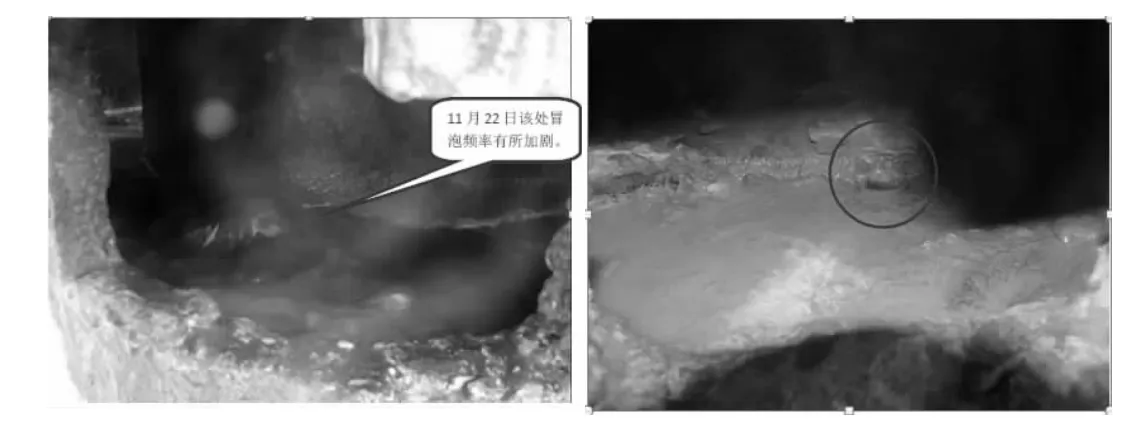
图1 A、B 井漏点
前期2 口井出现浅层气泄漏[3-5]时,隔水导管12 米以下的环空内表层固井时以封固完毕,发现浅层气泄漏后进行了处理,22日向A 井井口加入了铁矿粉。处理完毕后发现还有浅层气泄漏,用便携式可燃气体探测仪测结果一氧化碳含量20~30ppm,可燃气体最高30%,后期作业发现B 井井口有一黄豆大小气泡冒出。
2 井口焊接封堵技术方案
2.1 作业整体思路
2.1.1 派人对该项目进行调研,确认施工方案及所需要的物料,并编制详细的调研报告。
2.1.2 根据调研报告编制材料采办计划及施工方案,要求采购的材料必须有材质证书及产品质量证明书。
2.1.3 报批施工方案,对参加施工的所有人员进行施工方案交底、风险分析,准备施工机具、办理出海施工手续。
2.1.4 对上述泄漏浅层气的两口井的24'' 隔水套管与13-3/8"表层套管之间的所有缝隙和隔水套管顶端的两个返浆口进行焊接封堵作业,并在该环板上安装引流的阀门、压力表和管线,引至其它安全区域进行泄放。
2.2 堵漏焊接作业程序[6-8]
2.2.1 采购一节长500mm 的24''隔水套管,此隔水套管材质要与封堵井的隔水套管同材质,从套管上割下200mm*150mm的4 块钢板,钢板中心开φ26mm 孔,准备1''XXS 壁厚120mm长单丝头(NPT 丝扣)短接,8 根,双丝头短节5 个,管箍6 个,将单丝扣短节与钢板预先焊接好备用。
2.2.2 制作环板圆形孔堵块: 使用与环板同材质钢板割制φ60mm 圆板8 块,其中4 块钢板中心打φ26mm 孔,分别焊接一根单丝头;准备1''300LB 铸钢闸阀10 个,5MPa 压力表4 块及其它管件。
2.2.3 对全体施工人员进行施工方案交底,开安全会,申请出海作业;施工前先对施工区进行测爆,尤其是隔水套管和表层套管之间的夹层空腔,仔细探测,并用两台测爆仪同步检测,确认泄漏浅层气的相关参数和数值。
2.2.4 从现场返浆口清理套管内部表层积液,确认液体状况和腔体内部情况。
2.2.5 从环板圆形孔处灌入调配好的聚氨酯发泡剂,确认发泡剂填充饱满,达到预定充填效果。
2.2.6 对所有焊缝进行粘接封堵,确认粘接封堵效果。
2.2.7 在环形板上近返浆口处的φ60mm 孔粘接预制好的1'' 阀门的短接组件,连接氮气,并从另一端口粘接1''阀门的短接组件。
2.2.8 开启氮气,进行内充惰化,另一口开启排气,排气口连接软管至平台外侧或下风口,惰化后从排气口用气体测爆仪检测气体数值,控制含氧量在3%以内。
2.2.9 对粘接的组件进行带压焊接,再焊接其它φ60mm 的孔洞(用补丁堵块法正压焊接),要求采用温控焊接法进行施焊,要求焊接电流控制在120A,焊接电压18V,并且采用温控焊接法进行施焊,达到温控130℃以内的标准,焊接合格后组粘排浆口A,B。
2.2.10 对排浆A、B 口粘接后从A 口放空,连接软管,同时关小φ60mm 放空口,从A 口检测气体数值,合格后焊接排浆A口。
2.2.11 排浆A 口焊接合格后,以相同方法程序焊接排浆口B。
2.2.12 排浆口A、B 焊接合格后,逐一焊接环板接缝及各泄漏点,要求焊多长就把粘堵点打开多长同时先确认溢出的气体检测合格后再进行焊接补强。
2.2.13 13-3/8'' 套管接箍与环板接缝处暂的焊缝先不焊接,其它焊缝采用J422 电焊条进行第一遍的焊堵遇底工艺,结束后采用钢丝刷进行焊道的清理。
2.2.14 焊堵后清理合格后采用CHE58-1 底氢型焊条进行焊缝的焊堵、补强焊接作业。后再对13-5/8''套管和环板焊口采用进行焊接,合格后再逐一对各焊接补强焊道和点修正打磨确认工作。
2.2.15 在预定的1''闸阀后连接管件短接,安装压力表及相关的放空泄压管件。
2.2.16 进行密压气泡检漏验收,合格后报甲方人员共同验收此次封堵处理效果,合格后进行整体的除锈、防腐,2 度富锌底漆刷镀。
2.2.17 由于B 井的浅层气内漏不算太严重,现场可直接采用正压置换导流法进行内部的置换惰化正压焊接操作。其操作、补焊、确认及封堵流程和A 井作业方法完全相同。
2.3 浅层气排放流程
A、B 井漏点补强、堵漏、焊接作业对2 口井的24''隔水套管与13 -3/8 '' 表层套管之间的所有缝隙和隔水套管顶端的两个返浆口进行焊接封堵作业,并在环板上安装引流阀门、压力表和管线,引至安全区域进行泄压(图2)。

图2 浅层气排放流程图
3 作业过程中风险分析及应对措施
3.1 办理好相关作业许可证(包括热工/信号旁通/电力隔离等)
违反HSE 作业程序:主要采取措施是穿戴相关劳动保护用品,严格执行HSE 和公司相关规定。
3.2 搬运作业物料和机具到施工现场
3.2.1 未办理作业许可证:作业前办理冷工许可。
3.2.2 采用正确地搬运工具和方法:采取正确搬运姿势,人员站位适当。
3.2.3 搬运方法不正确导致人员摔伤/碰伤/夹伤,设备碰坏/摔坏:作业人员穿戴好个人防护用品(比如安全帽/安全靴/防护眼镜/劳保手套等)。
3.3 电气设备接线
设备缺陷导致人员触电:在平台电气师的支持下确认现场电源分布状况,由专职电工进行接电,严格按电器作业要求对电焊机接线,外壳接地,检查电焊机、砂轮机和线滚子绝缘是否良好。与平台电气师共同确认,检查连接部位是否紧密,确认一切无误后方可作业。
3.4 井口焊接
主要存在风险是井口内有残存可燃气、焊接过程中造成井口泄漏天然气导致闪燃、喷溅、烫伤、人身伤害、火灾、爆炸。采取的措施:(1)准备好灭火器和消防水。气体监测,做好记录。(2)现场架设防爆轴流风机,对井口平台的空间进行空气吹扫、空气稀释;防爆风机设专人值守。(3)对施工环境和井口各缝隙进行测爆,使用泵吸式测爆仪对各缝隙进行检测,确保没有可燃气泻出,使用两台测爆仪同步进行检测。(4)用氮气将套管内部进行将残存的可燃气进行吹扫,达到动火条件。
3.5 探伤作业
3.5.1 未办理作业许可证:作业前办理好冷工许可证。
3.5.2 作业不慎导致人员伤害:作业人员严格按照NDT 的有关规定,穿戴好劳动保护用品。
3.5.3 作业不慎导致人员伤害:拉好警示隔离带,通知相关人员,做好防护措施,防止无关人员进入发生意外事故。
3.5.4 设备损坏,污染环境:作业用完的工业垃圾不得随意丢弃,放置到指定地点,防止环境污染。
4 施工过程中的HSE 措施
4.1 基本要求
4.1.1 作业前组织一次消防、救生演习。
4.1.2 严格按照有关规定执行,以保护海洋环境、保障人体健康、确保作业的顺利进行。严格执行各项管理规定。
4.1.3 加强作业人员的安全、环保意识。作业前召开安全、环保会议,明确各施工单位的安全、环保责任,制定相应的安全环保措施。作业者和承包商的监督管理人员和相关岗位人员熟悉溢油应急计划。
4.2 环保要求
4.2.1 严格遵守公司环保规章制度和《中华人民共和国海洋环境保护法》,以保护海洋环境。
4.2.2 加强环保意识,执行环保法规,严禁向海里倾倒生活及工业垃圾。
4.2.3 准备好一定数量的吸油毛毡备用。使用消油剂应当提前向安全环保部联系和申报。
4.2.4 以预防为主,及时清理工作区域,确保工作面无油污。
猜你喜欢
水土保持学报(2022年5期)2022-10-10
建材发展导向(2021年24期)2021-02-12
作文周刊·小学二年级版(2021年36期)2021-01-05
作文周刊·小学二年级版(2019年44期)2019-01-14
红领巾·探索(2017年3期)2017-05-04
吉林农业(2016年4期)2016-05-14
思维与智慧·下半月(2015年11期)2015-11-24
餐饮世界(2015年6期)2015-08-07
农家科技(2014年9期)2015-03-11
小学生·多元智能大王(2014年1期)2014-03-17
