工艺仿真技术在工程机械结构中的应用研究
2021-03-24 13:34雷亚阔
科学与生活 2021年29期
雷亚阔

摘要:当前我国工程机械制造业正面临数字化转型,传统的经验模式无法满足当前机械产品制造工艺的需求。本文结合某推土机新型车架结构进行分析,探索使用某款焊接工艺仿真工具进行提前介入分析的创新方法,有效减少物理试错概率及试错成本,降低产品开发风险,同时也为工艺仿真对实际问题的解决方案提供一种参考。
关键词:工艺仿真;焊接;工程机械;结构
1某新型车架情况描述
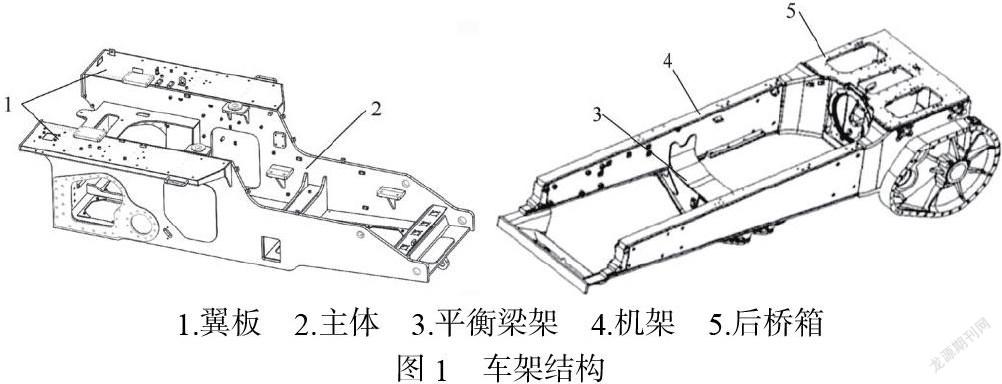
某新型车架完全不同于常规产品的后桥箱、机架、平衡梁架等几大传统部件中铸锻件较多的组焊结构特点,而是摒弃对环保要求过高铸锻件,采取以低合金高强板为主的一体式组焊结构(如图1所示)。由于原自动化焊接生产线只适应于原常规产品的生产,所以无法有效满足该新产品的生产工艺要求。基于资金与空间因素考虑,只能采取人工参与度较高的焊接作业方式来实现,但作业中使用行车吊装翻转会增多,无法实现焊缝的船型焊接,翻转一次只能焊局部焊缝,焊接变形及均一性无法保证;另外,由于工件尺寸、重量较大,所以翻转作业同样存在安全隐患,且焊接效率较低。
2结构优化思路
通过多轮评审论证,把原新型车架结构更改为断开式,类似于常规机型后桥箱、机架等结构(见图2),然后沿用原来的生产工艺流程,合件焊接加工后进行总组总焊,不再进行整体加工。把新型车架主体结构分成两个部分,采取双边X形对接焊缝进行连接。为更好地控制焊接变形,采取有序对称施焊方式,焊接顺序为1、9、5、6、13、14、2、3、4、10、11、12、7、8、15、16。
3焊接仿真过程模拟
3.1工艺流程
根据改进后的产品新结构特点和生产实际进行分析,研究制定并通过细化工序以及标准化工艺流程等方面进行工艺仿真[1]。具体工艺路线为:①后桥合件:小件组焊→粗加工→后桥合件组对→后桥合件焊接→无损检测、矫形→机械加工。②前体合件:小件组焊→平衡梁合件组焊→底护板组焊→前体总对→前提焊接→机械加工。③后桥合件、前体合件总对→总焊→抛丸→涂装→机械加工→翼板组焊→面漆涂装→检查待检。
3.2工艺流程仿真
由于原车架已经过市场验证,结构强度没有问题,但评审对主体对接焊缝强度及残余应力集中问题有所顾虑,因此本次验证方案针对断开式结构的关键焊缝进行工艺过程的仿真。采取一款专用焊接仿真软件,首先针对三维模型中对结果没有影响的孔、面及小件进行清理,节省后期的计算量,提升计算效率。然后对模型进行前处理,采取六面体、四面体进行网格划分,同时针对焊缝区域进行网格的局部细化,提升后期计算的精度[2]。
根据变位机支撑、定位及夹持点位置进行工装夹具模型的创建和设置。本例中底板设置固定装夹(绿色),且底板孔的前后有顶紧工装(蓝色),并根据变位机液压夹具的夹紧力进行设定。根据生产节拍,工件焊前进行夹持,直至焊接完成10min后进行下一件焊接为止。随后按照软件流程界面依次设置焊接电流、电弧电压、焊接速度等工艺参数及焊接路径、焊接方向、焊接顺序,同时需要提前校验好热源模型。
设置完毕后,采取非线性、热学耦合求解器进行计算,并利用云图进行应力应变的结果输出和直观显示。通过本例中针对某断开式车架结构的焊接过程的变形情况、焊接结束后的残余应力分布进行了预测。另外,对于焊接变形的控制可以进一步提出改进方案,如焊接顺序、工装设计等,并可进行各方案的对比和验证,从而实现工艺优化的目的。最终经过优化后可以看到在目前的工艺下,整体变形呈现对称分布趋势,变形主要集中在焊缝附近,最大变形量为3.33mm。焊接残余应力的预测结果显示,主要的残余应力分布集中在焊缝即附近的热影响区,最大应力值为480MPa,低于材料固有性能,满足了设计要求。
3.3结构强度分析
工序工艺仿真的目的是找到更优的方案,并应用到产品工况中,以提升产品的可靠性。因此,基于上述结果又进一步在结构仿真软件中模拟施工工况过程中车架的力学性能极值,分析可能的开裂部位和相关力学性能,与材料自身固有性能进行比对,验证方案的可行性。
推土机作业工况主要受力点位前机罩提升缸作用点F1、F2,平衡梁作用部位中心孔F3,枢轴、终传动作用部位F4、F5。以链轮轴线与车体中心面的铰点为坐标原点,X轴与链轮中心轴线重合,正向指向车体左侧,Y轴正方向垂直向上:Z轴正向指向车体前方。进一步把焊后残余应力及应变量数值载入至结构强度软件中,并对网格中的退化或不良单元网格进行删除优化处理,确保良好网格单元占比达99.99%以上,同时把作用载荷转换为有效负荷加载力,进行有限元分析计算。
通过最终有限元计算,最大应变量为1.44mm,与原车架结构基本一致,但应力最大值达到799MPa,高出Q460C材料的固有性能。这表明焊缝部位应力集中较明显,主要的残余应力分布集中在焊缝及热影响区,整体趋势与工艺人员用经验预测相吻合,再进行物理样机改制试验风险较大,存在设备使用过程中车架断裂风险。因此采取谨慎处理方式,对此种断开式改进结构予以否定,后续会采取其他工艺优选方式,在此不再赘述。
4结束语
随着用户对产品外观及质量可靠性的要求趋于高标准,工程机械制造企业对产品所涉及关重件的研发也需进行更全面的生产风险评估。工艺仿真软件的应用提升了工艺基础理论研究,在实现工艺开发数字化,效果数值化的同时,也为有效减少物理试错概率及试错成本,降低产品开发风险,提供一种参考。
参考文献:
[1]韩伟,金轲,刘春朝.液力推土机变速控制系统仿真分析与特性研究[J].机床与液压,2021,49(07):160-164.
[2]翟浩,胡凯,谷浩鹏,金丹.推土机铲刀自动化焊接技术研究[J].建筑機械化,2020,41(07):67-69.
[3]马广臣,褚红林,陶薇薇,胡珍珍.推土机电瓶罩焊接变形矫正工艺[J].金属加工(热加工),2020(04):44-46.
猜你喜欢
现代职业教育·高职高专(2022年14期)2022-05-01
中学生数理化·高一版(2017年1期)2017-04-25
中学化学(2016年10期)2017-01-07
中国市场(2016年41期)2016-11-28
科学与财富(2016年15期)2016-11-24
企业技术开发·中旬刊(2016年10期)2016-11-12
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
作文大王·低年级(2016年3期)2016-03-11
湖南文学(2012年4期)2012-05-22