造船先行工法设计探讨
2021-03-24 10:53陈锌黄华锋
广东造船 2021年1期
陈锌 黄华锋


摘 要:本文阐述了船舶开展先行工法设计的条件与时机,以某船厂成功建造的挖泥船、集装箱船等产品在船舶详细设计与生产设计衔接过程中发现的问题,结合详细设计数据和具体工法优化设计案例,通过对比得出船厂开展先行工法设计有利于船舶建造精度控制、简化生产流程、提高产品完整性;并提供了船舶设计与建造工艺、工法设计有机结合的前瞻性方法参考;同时,对开展先行工法设计的局限性及解决办法进行讨论。
关键词:工法设计;详细设计;生产设计
中图分类号:U673.2 文献标识码:A
Abstract: This paper states the conditions and timing of advance technical design. Taking the problems found in the connection between ship detailed design and production design of dredgers, container ships and other products successfully built by a shipyard as an example, combined with the detailed design data and the specific technique optimization design case, it is concluded that the shipyard's carrying out the advance technical design is beneficial to the precision control of ship construction, the simplification of production process and the improvement of product integrity, and provides a forward-looking method reference for the organic combination of ship design and construction technical design; at the same time, the limitation and solution of the advance technical design are discussed.
Key words: Shipbuilding technical design; Detailed design; Production design
1 前言
船舶设计分为:基本设计、详细设计、生产设计。船厂主要负责生产设计,工法设计属于生产设计的范畴。
船舶工法设计是指以船体结构为主要对象、工艺为核心,在确保设计满足规范要求、建造成本、施工质量、生产安全性的前提下,综合考虑机、电、舾各专业的协调,达到先进的设计和高效的建造技术。
对于大多数船厂,船舶的详细设计主要由设计公司负责,船厂主要负责生产设计,其中包含了工法设计。分段(总段)划分、基准线方案、建造精度方案、分段建造流程、总段建造流程、船台快速搭载等都属于工法设计内容。工法设计是在详细设计确定后开展的,我们称为后行工法设计,这个阶段工法设计的作用主要是施工流程规范化、标准化,让每个流程有法可依。
如果原设计存在影响施工效率、增加成本的地方,需要对详细设计进行优化或者改进,就需要工法设计提前在详细设计时介入,详细设计阶段介入的工法设计称为先行工法设计。开展先行工法设计需具备一定的条件与时机,在详细设计的哪个阶段介入最佳、效果体现在哪些方面,以下将结合实际案例进行阐述。
2 先行工法設计的条件与时机
2.1 前提条件
对于委外的详细设计合同签订方式,主要分为两大类:
(1)合同由船东与设计公司签订。由于详细设计合同是船东与设计公司签订的,船厂介入机会不多,对于船厂提出的设计优化建议,除了原设计与规范相矛盾的意见设计公司会采纳,其它的优化建议被接受的可能性极小;
(2)合同的船厂与设计公司签订。详细设计合同由船厂与设计公司签订,是开展先行工法设计的前提。但并不是船厂提出的优化建议,设计公司就会全部采纳,详细设计合同的主要内容是总体性能方面的要求,以满足设计规范及船东需求为主,在细节方面不可能逐一写进合同。船厂主要是在供图时间、计划批次上争取更多的主动权,间接给先行工法设计创造前提条件,船厂应抓住这个有利条件提前介入。
2.2 介入时机
设计公司在详细设计正式送船级社审图前,会提前将预审版的图纸发给船厂和船东提意见,其中船体结构类的《典型横剖面图》会提前得更早。船厂在收到《详细设计目录》后必需安排好各类图纸的预审人员,将预审图纸转发到各专业室收集意见汇总反馈给设计公司;工法设计人员同时进行预审,结合船厂的实际条件、施工便利性等方面提出意见。工法设计在详细设计图纸预审的时候同时介入,时机最佳。
3 案例分析
结构专业设计人员对于主要预审图纸的信息完整性、内容一致性,工法设计人员重点考虑该船建造方面相关内容。工法设计人员需对船厂所有设施、设备条件、施工工艺、以往建造经验有充分的了解,对于船厂生产条件达不到的及时反馈给制造部门制定相应措施。例如:特殊板材是否有对应的WPS、厚板的加工是否满足要求等;预审的重点还在于发现是否存在影响建造质量、生产周期、需优化的结构节点。这些方面的优化除了熟悉船厂生产条件之外,还需要工法设计人员对质量、成本具备一定的敏感性。下面结合某船厂已交付产品的典型例子,从不同方面进行分析。
3.1 精度控制
精度控制贯穿于船舶建造整个过程。该船厂的船舶下水方式为滑道拉移下水,滑道布置在船台中心线两边6 200 mm处,为固定式不能调整。船舶下水时,所有下水重量集中在两条滑道上,因此滑道对应船体结构受力集中,曾因该处船体无强纵桁或下水加强构件而导致部分外底板或内部结构变形,需要进行校正甚至局部换板,增加成本并影响了生产周期。
如图1所示为某挖泥船的《典型横剖面图》外底结构。设计公司发来的预审图中,距中6 200 mm附近为普通的外底纵骨,该船空船重量高达12 000多吨,结合以往经验并采用有限元计算分析,此处为变形的高危区域,需要进一步优化;从图中看到,距6200 mm最近的一档纵向结构为5 850 mm普通外板纵骨,强结构为5 200 mm纵桁,同时5 200纵桁距3 900纵壁仅2档,距7 800 mm纵桁为4档,如能将距中5 200 mm纵桁移到距中5 850 mm处,将对下水的变形控制非常有利。据此,第一时间将此项优化建议通知设计公司,设计公司采用有限元方法对全船进行有限元计算,确认该优化方案,并在升级版的《典型横剖面图》中更新后送审(见图2),该区域外板结构在船舶下水过程中得到了有效的控制。
上述优化方案,是设计公司与船厂互相结合的典型例子。不同船厂具备不同的生产条件,如果在详细设计阶段及时发现存在的精度、质量隐患,及早做出优化,后续生产将能减少更多的修改。
3.2 流程简化
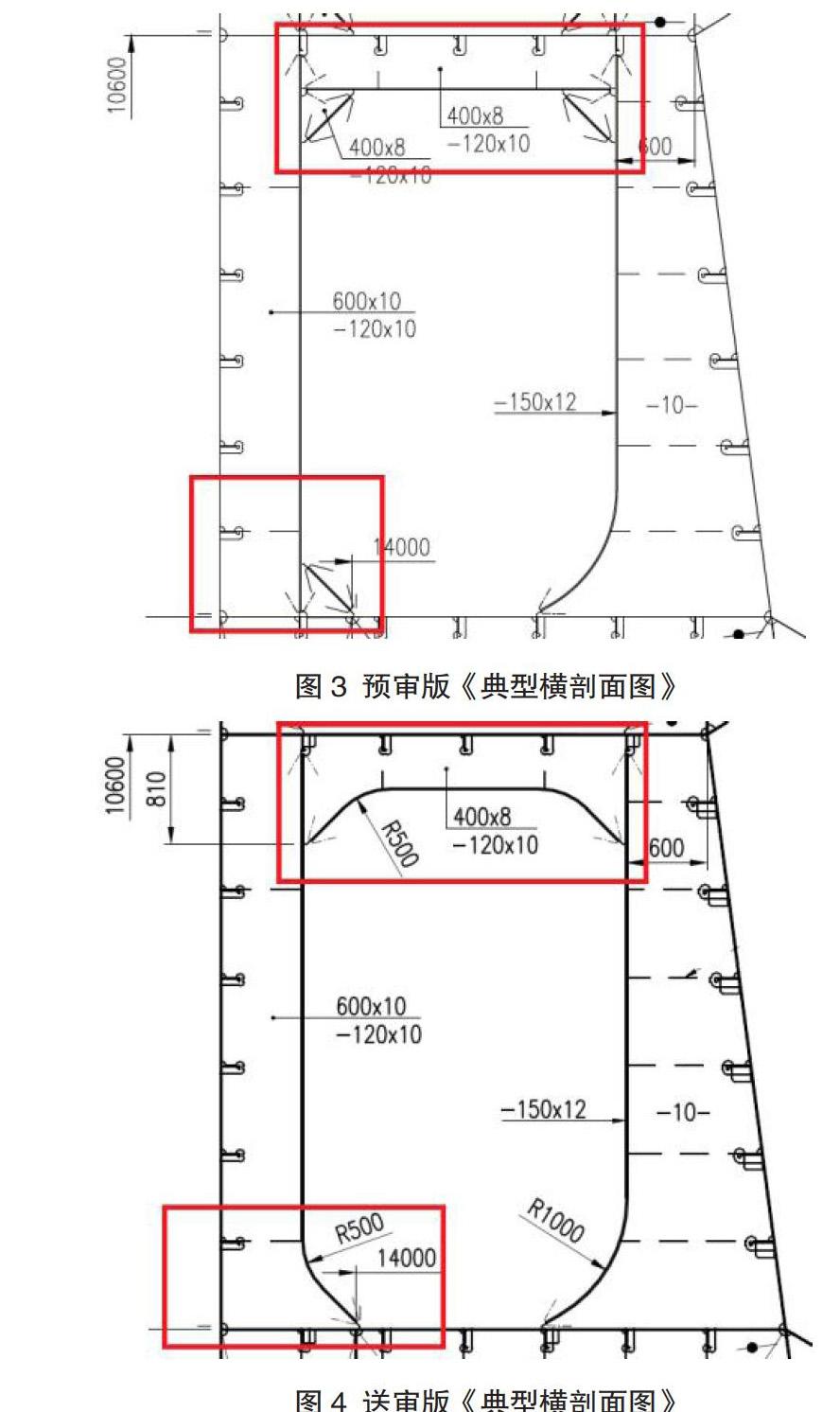
详细设计主要侧重于满足规范要求,对于船厂建造流程细节不会过多考虑。下面这个例子同样是挖泥船的优化设计,截图表达的是挖泥船的边舱通道结构:图3为预审图,从标记图框看到甲板横梁结构形式为T型材加左右两端部的T型肘板,外板肋骨也是T型材加下端的T型肘板。此類组合结构集中在货舱区域,全船左右舷共300处,仅小组立阶段,就会带来大量的T型板材预制工作:预审之后,向设计公司提出了将端部的T型肘板与T型桁材一体设计的优化方案(见图4),该方案很快得到设计公司的认可。
该方案通过化零为整的方法对结构进行优化。以一个肋位为例,对优化前后工作量进行对比:一个肋位通过优化后,仅增加了10件扁铁面板的加工,但零件数量减少了32件,小组立、中组立各减少了16件,数量的减少直接缩短相关的生产流程时间;此外,还有零件理料、自由边打磨、工作流向等,全船有30个肋位,装焊的工作量大大减少,同时也减轻了结构重量。
上述相似的例子还有不少,如:板厚区划分,详细设计时某个区域会分出几种不同的厚度,增加了订货规格,也增加了拼板工作量,并且拼板缝增多了精度控制难度也提高。这样情况也可以进行优化,化零为整将零碎的板块整合,重量虽略有变化,但简化了工序,相应的制造成本也就下降了。
3.3 产品完整性
船舶建造过程中,分段、总段的完整性程度是衡量船厂生产集成化程度的一个标准。如前所述,工法设计主要以船体结构为主,但生产设计为综合性设计,与其它专业也息息相关。图5为1 750TEU集装箱船No.1舱823分段首向合拢口水平桁,原端部节点设计与上述第二种节点相似,对于能节省装配流程。但此处FR201壁轮机专业垂向设计了4路管子,管子在分段阶段预装(见图6),桁材端部穿插在管路支架当中,当823分段与首向分段805进行总组时,水平桁与管子存在干涉(见图7)。首制船现场拆装了四路管子后再进行总组,浪费了管子预装工作,也影响了总组效率。发现问题后进行了专业协调,水平桁单舷仅有两处而管子有4路,靠舷侧布置是最优的方案,从双层底延伸二甲板管子在分段预装效率远高于在总组时安装。因此,综合考虑后决定优化结构设计,拆分端部结构(见图8),将端部改为肘板型式在总组阶段安装,既解决了干涉问题,同时确保了总段建造完整性。
从上述方案发现:结构设计完成时管子还没有布置;在进行管子设计阶段,由于协调不及时或专业限制不清楚总组流程,专业评审时也未能暴露问题,所以到了施工阶段才发现这个问题,因此工法设计还需进一步深入到各专业,综合协调,提前预判,减少给现场施工带来困难。
以上几种方法为典型的工法设计,常见的还有:工装脚手架设计、大件设备进舱预开孔、临时工艺孔提前设计等,在分段组立方面可以通过增加板缝减少施工难度,或者优化结构断开与连续方式等。由此可见,设计优化有利于船厂生产的各个方面,但优化也存在一定的局限性。
4 设计工法的局限性
船厂设计优化不容易得到设计公司认可,设计公司主要会在以下几个方面提出要求:
(1)时间:在收到预审图后,船厂的预审时间不多,这时反馈给设计公司的优化如涉及总体强度计算或整体图纸改动,设计公司会告诉船厂需要多少时间,这个时间往往是船厂不能等待的,而船厂往往只能放弃;
(2)费用:改动肯定涉及设计费用,而无偿优化设计不可能在合同中备注,对于设计公司提出的增加费用,也是船厂考虑的因素,需对比增加的费用和优化之后可减少的成本,权衡利弊迅速做出判断;
(3)拒绝:没有原因直接拒绝,特别是国外设计公司。
对于以上存在的局限性,船厂在判断增加时间对生产设计不会带来较大影响的情况下,可协同船东与设计公司一起沟通,本着提高产品质量、及时完工的共同目标寻求解决方案,争取方案通过的方法更多在于船厂与设计公司的友好合作基础。
5 结论
工法设计在详细设计阶段先行介入,有利于船舶整体建造精度控制、施工作业流程简化、提高分段、总段预舾装率及完整性等,这一切都将直接或间接给生产提速增效、降低建造成本,让船厂在竞争日益激烈的船舶市场上争取更多的主动权。