加工作业工单的托盘集配方法初探
2021-03-24 10:53刘加强赵子龙郑琼生
广东造船 2021年1期
刘加强 赵子龙 郑琼生

摘 要:随着经济的发展,物流配送变得愈加重要.原有的工厂车间配送流程作业效率低下,运营成本较高,需要利用数字化生产智能物流管理技术来改变这一现状。本文结合船舶产业工业车间生产物流的现状,打造车间物联网数字化智能环境,提供车间信息采集、生产物流智能管理的一体化集成应用,实现船厂数字化生产物流智能管理。
关键词:船舶产业; 物联网;智能物流;托盘;编码
中图分类号:TH.39 文獻标识码:A
Abstract: With the development of economy, logistics distribution has become more and more important. The original factory workshop distribution process has low efficiency and high operating cost.Therefore, the digital production intelligent logistics management technology is needed to change this situation. In this paper, combined with the status quo of shipbuilding industry workshop production logistics, the digital smart IOT workshop environment is built, the integrated application of information collection and production logistics intelligent management realizes the intelligent management of shipyard digital production logistics.
Key words: Shipbuilding Industry; IOT; Intelligent logistics; Pallet; Code
1 前言
船舶制造业是我国国民经济的支柱产业,我国在世界船舶市场所占的比重越来越大。然而目前市场优质订单仍集中在少数几家欧、日、韩船厂,虽然我国是造船大国,但还不是造船强国。中国要成为世界造船强国,面临的最大问题就是如何提高造船生产效率,降低造船生产成本。如何提高企业管理水平及核心竞争力等是目前迫切需要解决的问题,通往造船强国的路径就是落实现代造船模式。
托盘管理是现代造船模式的重要内容之一。上世纪九十年代初,我国造船企业引进托盘管理的概念,其后在各船厂进行实践,用于优化生产调度。托盘管理是以托盘为单位进行生产设计、组织生产、物资采购和配套、工程进度安排,以致生产成本也可以以托盘为单位进行核算的一种科学的生产管理方法,是现代造船模式中舾装工程建造的主要管理和组织方法。本文基于信息化技术的应用,在借鉴舾装托盘管理经验的基础上,创新地建立壳装托盘管理体系,通过壳装逻辑托盘和壳装物理托盘实现壳装托盘化管理,在船体分段方面使用托盘管理来满足计划的精细化要求和进度控制的优化研究。
2 现有托盘配送流程
2.1 船体结构组立类型
船体建造可以分解为零件加工、部件装焊(小组立)、组件装焊(中组立)、分段装焊(大组立)、总段总组(总组立)、船体合拢六个典型制造级[1],其层级关系如图1所示。
本文主要考虑从零件加工到中组立这三个典型制造级,聚集具有相似工艺过程的零件、部件、组件,形成批量,凭借现代化的制造技术,组建既具有柔性又具有高效率的流水生产线或虚拟成组工艺流程,以适应各种船舶的中间产品的分道生产。而串联起各个中间产品主要就是依靠材料托盘,因此托盘的合理设计和运作流程将会对典型制造级产生明显的影响。
2.2 分道生产及托盘管理方式
小组立作业,可分为拼板、T型材、桁材或肋板等分道生产;中组立可以按照壁板、平面组件、曲面组件等分道生产,各分道工序采用虚拟流水线作业的方式,形成中间产品,流入下道工序。
为保证分道制作的顺利进行,需要在下料阶段就对零件进行分流。鉴于厂区的实际情况,采用将零件按照流向编码进行分类入托的方式,所有零件按照托盘管理。
(1)托盘分类
将托盘按照分道类型进行分类,可分为拼板零件托盘、T型零件托盘等,同一托盘内原则上只存在同一分段且同一流向的零件,所有零件全部入托盘。
(2)托盘配送的方法
① 制定每道工序的日程工作计划;
② 下料阶段完成后,将产生的加工件托盘配送至待加工件工位,将其他托盘按照流向进行区分配送至托盘待放区;
③ 加工阶段完成后,将产生的加工件托盘配送至托盘待放区;
④ 小组立开始前,向理料员提出材料需求计划,由理料员确认上道工序的完成情况及材料所在的托盘位置,从待放区将所需的托盘配送到小组立工位;
⑤ 小组立完成的流入中组的零件入托后,配送至中组立工位,其他零件按照分类入托送至大组立待放区。
3 物流配送存在的主要问题
目前主要依靠人工的方法进行托盘的配送及管理工作,上下道的托盘流转没有推拉式的反馈作用,物流衔接不紧凑,需要配置的缓冲区域和时间都较多,导致占用较多的中转场地。
物流配送环节存在的主要问题为:(1))后道需要的零件不能及时送达;(2)送达的托盘包含多个组立阶段甚至多个分段的零件,需要二次理料;(3)零件托盘送达地点错误。这一现象的出现主要是由于缺失零件在托盘形成、配送信息指导环节的有效方法。
通过实地调研,存在问题的主要原因在于各切割跨间的工作基本按船体结构区域进行划分,没有结合组立类型、零件特点、工艺要求等进行进一步细致的划分,导致同一跨间生产出的零件种类繁多、理料工作困难;同时,存在部分零件后道暂时无需求,需要场地存放,造成积压严重。
4 壳装托盘化管理的信息化
分道生产及托盘化,只有利用设计软件系统的相应功能,结合编码体系并在设计环节加以体现,其进行专业化分工、提高效率、组织准时均衡生产的目的才能够通过设计和建造过程中的信息流转、管理和实施得到实现。
分道生产及托盘化,作为一种既定环境和要求下按一定原理得出的方法和理论,需借助一定的信息载体和传递方法在零件流转过程中得到完整的体现和实施。通过在设计环节定义好零件加工类型编码和组立类型编码,通过船体标准化初始模块中设置的零件类型编码、零件命名规则等,可以在SPD软件相关数据库和输出文件中形成符合一定规则的零件命名信息和加工信息等,为分道生产和托盘划分提供重要依据。
5 加工作业工单托盘集配方法
5.1 加工作业工作包托盘划分
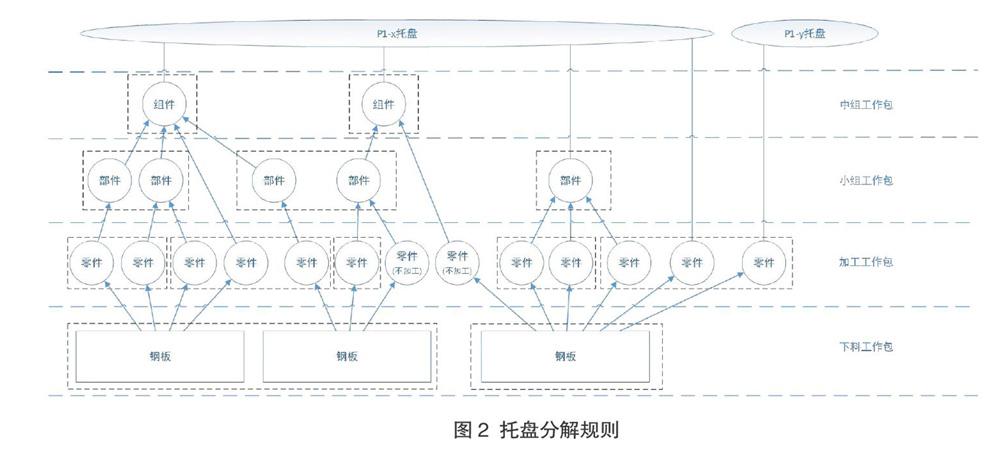
物料托盘以对应的工作包为单位进行组织配送,船体加工作业阶段分为预处理、下料、加工、小组立、中组立工序,每个工序工作包的分解规则不同,如图2所示。
(1)预处理
预处理以套料册下料包开始时间为后墙,一个套料册生成一个预处理工作包。
预处理阶段,托盘划分规则为:套料册-工序。如:101HC411CC-HC1,其中101HC411CC是套料册编码,HC1是工序编码,表示预处理;
(2)下料
下料以套料册中最早加工或者小组立的零件作为后墙,一个套料册生成一个下料工作包。输入托盘为套料册的原料、输出托盘为套料册对应的零件;下料完成后按加工码入托,没有加工码的按流向码组托。
下料阶段,托盘划分规则为:套料册-工序。如:101HC411CC-HC3,其中101HC411CC是套料册编码;HC3是工序编码,表示下料;
(3)加工
① 部件下零件加工,以部件的工作包开始时间作为后墙,将加工码相同的零件划分在同一个加工工作包,输入托盘为部件下的组件,输出托盘为该部件;
② 组件下零件加工,以组件的工作包开始时间作为后墙,将加工码相同的零件划分在同一个加工工作包,输入托盘为该套料册中加工码相同的零件,输出托盘零件与输入托盘相同;
③ 零散零件加工,以分段作业区划分的托盘需求时间作为后墙,将加工码相同的零件划分在同一个加工工作包,托盘为零散零件;
④ 加工阶段,托盘划分规则为:分段-工艺-加工码。如:101-HC4-K,其中101是分段编码,HC4工序编码,表示加工;K是加工码,表示折角加工。
(4)小组立
① 组件下部件小组立,以组件的工作包开始时间作为后墙,将子层级零件流向码相同的部件分在同一个小组立工作包并作为输出,部件的子层级零件作为输入;
② 零散部件小组立,以分段作业区划分的托盘需求时间作为后墙,将托盘里子层级零件流向码相同的零散部件分在同一个小组立工作包并作为输出,零散部件的子层级零件作为输入。
小组阶段,托盘划分规则为:分段-材料托盘-子层级流向码-工艺。如:101-GP1-C1-HA2,其中101是分段编码;GP1是材料托盘编码,表示底部外板散件托盘;C1是子层级流向码,表示部件工位;HA2是工序编码,表示小组立。
(5)中组立
以分段作业区划分的托盘需求时间作为后墙,将托盘里子层级(部件或者零件)流向码相同的组件分在同一个中组立工作包并作为输出,组件的子层级作为输入。
小组阶段,托盘划分规则同小组立。
按照上述工作包划分,可以精确的按照需求来拉动计划,使计划时间比较精准。但在实际生产过程中,可能会出现某个工作包特别小的情况,比如可能导致一个工作包只有一个零件的情况。针对这种情况,可以将工作包合并和拆分,对流向码或者加工码相同、工序相同的工作包合并成一个大的工作包,或将一个大的工作包拆分成几个小工作包。
5.2 加工作业工单托盘划分
派工单来源于工作包,由于工作包根据加工码、流向码、组件、部件编制等,其粒度已经够细,班组长只需根据班组人员负荷、工种进行拆分或直接转换即可,其工单的输入、输出物料很容易手工调整,即可生成工单和对应的输入输出托盘。
6 实现托盘管理的要求
(1)把好生产设计这一关。设计作为实施托盘管理的源头和基础,设计交付的零件管理表表达作业对象及施工内容、加工装配顺序、工艺路线、加工量、工时定额等,对托盘的生成起决定性的作用;
(2)成立集配班組。集配班组是托盘管理的组织、协调和实施机构,是托盘管理的中心环节,是实现中间产品制作、集配、安装统一管理的组织者、协调者;
(3)开发或引进一套有效的托盘管理系统软件。信息系统是托盘信息化管理和托盘管理高效运作的体现。由于托盘管理是一项系统工程,信息量大而复杂,如果没有软件配合管理,效率将会十分低下,条理也难以清晰。
7 结语
现代造船模式下,托盘管理是造船企业提高造船舾装效率的主要管理方式。在托盘管理方面,我国造船企业的舾装制造效率和国外造船企业不相上下,但是在壳装制造领域还未能实现托盘化管理,而在国外已经有很多造船企业和船用钢材企业建立共同加工中心,进行托盘化配送。因此,本文在借鉴舾装托盘管理的基础上,将托盘管理的理念引入到壳装管理领域,通过分段DAP分析引入工位代码概念,建立壳装托盘管理体系,并在设计软件端提供零件加工编码和组立类型编码结构化数据,为工作包、派工单的划分以及输入物料的计算提供基础,通过计算出每个工单的输入物料为托盘的配送物料提供依据,实现物流配送的有序化;结合物联网已有建设基础,把托盘化配送与船舶生产结合形成一个信息流,及时反馈工程进度与生产动态,为生产控制与设计优化提供依据,以更加精细和动态的方式管理生产,提高资源利用率和生产力水平。
参考文献
[1]应长春.船舶工艺技术[M].上海:上海交通大学出版社,2013.
[2]李沛田,靳长勇.基于BOM的船体生产设计数据管理技术研宄[J].船舶与海洋工程,2016.
[3]王明.托盘化配送在分段制作中的研究与应用[J].船舶工程,2010(1).
猜你喜欢
中国药学药品知识仓库(2022年7期)2022-05-10
中国典型病例大全(2022年7期)2022-04-22
电脑报(2021年47期)2021-12-21
计算机应用(2016年10期)2017-05-12
电脑知识与技术(2016年21期)2016-10-18
中国新通信(2016年16期)2016-10-18
科学与财富(2016年28期)2016-10-14
环球时报(2016-08-01)2016-08-01
中国计算机报(2009年27期)2009-04-27