
PowerMILL五轴加工后处理制作的研究
2021-03-26 02:33洪超
智能制造 2021年1期
洪 超
应用 Application
PowerMILL五轴加工后处理制作的研究
洪 超
(江苏科技大学 工程训练中心,江苏省镇江市 212000)
研究后处理的主要作用和五轴数控机床的结构、特性。针对PowerMILL 软件 PostProcessor后处理模块,以固定龙门摇篮式五轴机床为例,在标准后处理文件基础上,详细介绍了五轴后处理文件的修改、定制方法和创建mach3系统五轴后处理的过程。
五轴机床;后处理;PowerMILL
1 引言
随着产品的几何设计越来越复杂,尤其是航空、航天、模具以及流体机械相关的重要零部件,都需要五轴CNC机床加工,这类零件的加工要求刀具矢量方向与加工面方向一致,这样数控机床除了平动坐标轴以外,还应有旋转运动坐标轴。与三轴加工相比较,五轴数控加工有其自身的特点:明显地提高了加工效率;改善了加工表面质量与准确度;加工对象广泛等。但与此同时,五轴数控机床在加工时的实际运动情况比三轴加工要复杂得多。由于五轴机床种类、结构和参数不同,自动编程软件多样,造成了后处理不能通用,给五轴机床的普及带来很大困难。本文介绍利用 PowerMILL 软件自带后处理模块,研编摇篮式五轴后处理的方法。
2 后置处理的作用和任务
在数控程序的编制过程中,利用CAM软件根据走刀方式、刀具和切削用量等设置计算刀具轨迹的过程称为前置处理。为了简化系统软件以及使前置处理具有更强的通用性,一般在前置处理时,都不考虑机床的实际结构类型及数控系统的编程指令格式。因此,要获取数控机床能够识别的NC程序代码,就必须将软件中所得到的刀具轨迹转化为所用数控机床的NC程序代码,这个过程即为后置处理。
后置处理的任务是根据具体机床的运动结构和控制指令格式,将前置处理计算出的刀位数据转换成机床各轴的运动数据,并按其控制指令的格式进行转换,生成数控机床的加工程序。后置处理是联系CAD/CAM技术与数控加工的纽带,是编制数控程序的核心技术之一,也是数控加工技术中的关键组成部分。后置处理的结果将会直接影响CAD/CAM自动编程软件的使用效果、机床的运行可靠性及机床的利用率[1]。
3 五轴数控机床的结构和特性
五轴机床(5 Axis Machining),顾名思义,是指在、、三根常见的直线轴上加上、、三轴中的两个旋转轴,这样五轴组合就具有不同的运动方式,以满足各类产品加工的技术需求。五轴机床机械结构形式多种多样,但是主要有以下几种形式。
(1)双转台结构
双转台五轴(常说的摇篮式):五轴机是在普通三轴机的基础上附加了两个旋转轴,又称为“3+2”轴。这种结构的优点是主轴结构比较简单,主轴刚性非常好,机床制造成本较低,同时轴可以获得无限制连续旋转角度行程,为整体叶片、巧轮和精密模具加工创造了条件,如图1所示。

图1 双转台五轴机床
(2)双摆轴结构
两个旋转轴都属于摆头类,轴旋转平面为平面,轴旋转平面为平面,两个旋转轴结合为一体形成双摆头结构,特点是加工过程中工作台不旋转或摆动,工件固定在工作台上,静止不动,适合加工体积大、重量重的工件,但是主轴在加工过程中摆动,刚性较差,切削量较小。适合加工尺寸较大的零件,如大型的箱体件、巨大的发动机机壳等,如图2所示。

图2 双摆轴结构五轴机床
(3)单摆头单转台五轴
旋转轴为摆头,旋转平面为平面,旋转轴为转台,旋转平面为平面。特点是加工过程中工作台只旋转不摆动,这种结构设置简单、灵活,同时具备观摆轴结构和双转台结构的部分优点,加工范围较广泛,如图3所示。

图3 单摆头单转台五轴机床
4 PowerMILL软件后处理的制作
目前,国内常用的CAM软件有PowerMILL、UGNX、MasterCAM和Cimatron等[2]。PowerMILL 是一种专业的数控加工自动编程软件,由英国Delcam公司研制开发。它实现了CAM系统与CAD系统的分离,更充分发挥了CAM和CAD各系统的优势,可在网络下完成一体化集成, 所以更能适应工程化的要求[3]。其广泛应用于航空航天、汽车、船舶、家电以及模具等行业。
PowerMILL软件提供两种后处理模块,即DuctPost和 PostProcessor。前者通过文字处理软件进行后处理的创建与更改,其修改方便,处理刀位文件速率快,短小精悍;后者是图形界面的后处理模块,更加直观,使用简单,功能强大,是未来的发展方向[4]。本文针对PowerMILL 软件 PostProcessor 后处理模块,定制Mach3系统固定龙门摇篮式机床(如图4所示)需要的后处理文件。由于Mach3系统不具备RTCP功能,后处理制作主要是机床结构制作和机床控制器程序格式修订两方面,满足固定龙门摇篮式五轴机床的加工需要。
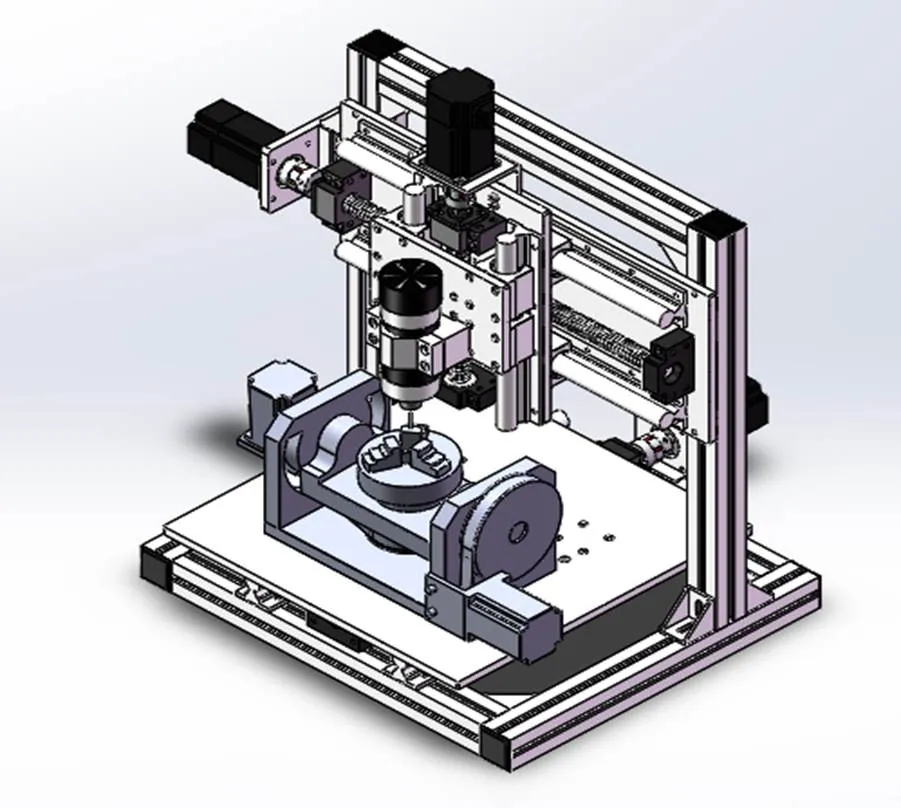
图4 固定龙门AC摇篮五轴机床
4.1 机床文件.mtd文件制作
机床配置文件中,一般有三个部分:机床上的静止部件、机床床身Table上的运动部件和机床主轴Head上的运动部件。机床静止部件部分可以没有,但是床身Table运动部件和主轴Head运动部件部分必须有。
以固定龙门摇篮式机床为例,根据机床的机构,、方向是刀具运动,、、轴是工件在运动。则固定龙门上的和轴设置成Head。轴是工作台,、轴在轴上,那么和、轴定义部分设置成Table。
下面是以轴为例,编写模块内的代码:
这定义Z行程限制在±300 mm,轴是刀件运动,方向向量是(0, 0,1)。
在进行数控编程计算时,一律都是假定工件不动,按刀具相对运动的坐标来编程,所以当Table上的工件运动部分运动时向量则负。如轴的方向为工件运动部分,则向量要改为(0,-1,0)也就是
、、、轴都同理编写模块后。按照机床机构排列顺序,将定义每个轴的模块代码按格式进行组合连接,得到机床文件*.mtd。
如图5所示,是固定龙门AC摇篮五轴的机床文件.mtd。

图5 固定龙门AC摇篮五轴的机床文件.mtd
4.2 机床格式的修改
4.2.1 机床运动形式设置
打开PowerMILL2017自带的后处理软件 Autodesk Manufacturing Post Processor Utility 2017,单击File中的Import Option File...,在弹出对话框中选择打开模板文件5axis-machAC.opt,单击编辑Editor,在模板文件中增加、轴设置,修改程序开始各轴参数,快速进给,直线进给和程序结尾部分等参数。
在“Commands”标签中,单击Program Start,设置程序起始行。在轴后面增加Machine A和Machine C两个轴,设置各轴加工起始位置参数,在预览框中显示加工程序代码如下:GO XO.0 Y0.0 Z100.0 A0.0 C0.0的起始行程序段,如图6所示。选取需修改轴,单击Item properties,选择Vaiue,修改Vaiue参数,则是修改该轴起始位置坐标,如图7所示。

图6 程序开始格式

图7 修改轴起始位置
选择“Move”列表中的直线插补模块“Move Linear”,机床直线插补运动设置如图8所示,增加旋转轴的坐标参数Machine A和 Machine C两个参数,用来定义、两旋转轴,修改两参数为坐标系格式并且分别加上前缀A、。快速进给模块“Move Rapid”设置如同。
单击Program End,同样添加、轴,设置程序结束各轴运动顺序和位置,如图9所示。修改参数方法如同起始行设置。至各项参数以及数据格式符合要求,机床运动形式设置完毕。

图8 直线插补运动设置

图9 程序结束格式
打开“Option File Settings”对话框,选择“MachineKinematics”节点,打开“Kinematics Model”的下拉菜单,选择 External MTD...,选择打开制作的机床文件*.mtd,根据机床实际参数,设置、、的运动极限值行程,、轴可旋转极限角度和A轴旋转中心到机床加工原点的距离,如图10所示。单击Preview,预览机床模型及各轴运动方向和位置,如图11所示。
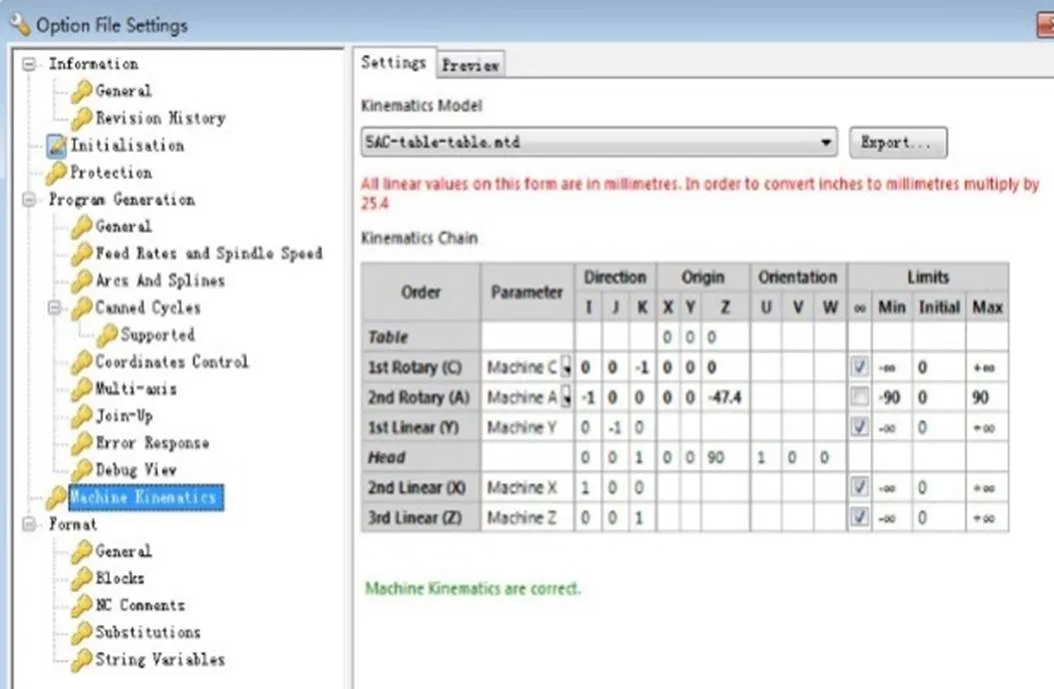
图10 机床参数格式
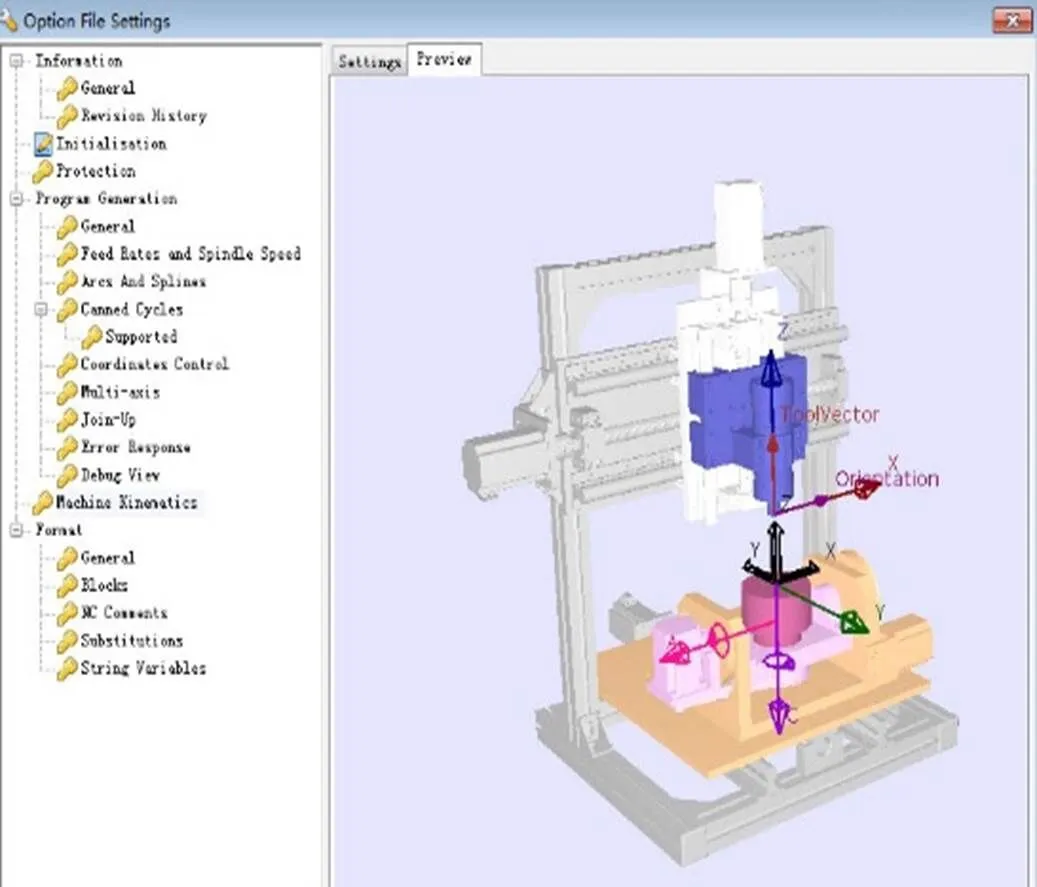
图11 预览机床模型
由于系统没有RTCP功能和刀库,其他参数设置不变,设置完成后,选中机床选项文件*.pmoptz,单击右键选择保存,完成Powermill五轴固定龙门摇篮式后处理文件的修改编制。
5 结语

[1] 鲁淑叶.基于PowerMILL的五轴加工中心后处理研究[D].成都:西南交通大学,2017.
[2] 范绍平.Delcam PowerMILL五轴后处理研究[J].现代制造工程,2016(10):55-60.
[3] 廖海平,曾翠华.基于PowerMILL的后处理及其设置方法[J].制造技术与机床,2007(8):122-125.
[4] 鲁淑叶.基于Powermill的五轴加工中心后处理的研究[J].煤矿机械,2017(10):78.
[5] 乔世民.机械制造基础[M].北京:高等教育出版社,2003.
猜你喜欢
经纬天地(2022年3期)2022-07-20
中国设备工程(2022年12期)2022-07-11
今日农业(2020年20期)2020-12-15
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年2期)2017-05-04
光学精密工程(2016年4期)2016-11-07
汽车与新动力(2013年3期)2013-03-11
