
纱线捻度测试方法分析与建议
2021-03-29 01:24
中国纤检 2021年3期
1 引言
纱线捻度是纱线的基本物理指标,它关系到纱线生产效率、纱线强力、纱线伸长及纺织品的弹性、手感、风格等,准确地测试与控制纱线捻度,具有重要的意义。测试有两个常用的测试方法:GB/T 2543.1—2015 《纺织品纱线捻度的测定 第1部分:直接计数法》[1],GB/T 2543.2—2001《纺织品 纱线捻度的测定 第2部分:退捻加捻法》[2]。GB/T 2543.1纱线作为捻度测试的基准,因技术上有一定难度,现行捻缩测试多用于股线与揽线测试,很少用于单纱;GB/T 2543.2因具有简洁快速的特点,成为常用的纱线捻度测试方法,但退捻加捻法受预加张力影响很大,测试方法本身不能确定准确的预加张力,因此常会产生测试误差。本文对纱线捻度测试方法、测试参数进行分析对比,探讨准确、可靠又简洁、快速的纱线捻度测试方法。
2 捻度测试方法
GB/T 2543.1—2015《纺织品 纱线捻度的测定 第1部分:直接计数法》等效采用ISO 2061—1995《纺织品 纱线捻度的测定 直接计数法》,作为捻度测试的直接方法,避免了捻度间接测试方法中试验参数(关键是预加张力)的不同选择,相比间接的退捻加捻法减少了捻度测试的测量不确定度,成为捻度测试的基准方法,在我国纺织企业这种测试方法主要用于股线及缆线,其可操作性受以下条件限制:1)测试次数高于退捻加捻法。直接计数法中10mm或25mm的隔距长度小,捻度分布的离散性大,其测试次数多于退捻加捻法500mm的测试次数,才能提高测试结果的准确性和可靠性。2)操作难度。受现今纺纱生产设备状况的影响,直接计数法中的纤维伸直、平行不易确认。认真、规范、细致、严谨的操作,是捻度直接计数法测试试验的基本要求,操作不当会因此产生明显的测量不确定度。
退捻加捻法特点简洁、快速。GB/T 2543.2—2001有两种测试方法:方法A与方法B,方法B即是因退捻加捻法对预加张力比较敏感,在方法A的基础上,在计数器不复零的情况下,再取第二个试样,按第一个试样测得捻回数的四分之一后进行退捻,再加捻到初始长度(以上为专门程序,非手工操作),以此校正因预加张力的设置不准确而引起的测量不确定度。B法减少了退捻加捻法测试的测量不确定度,相对于A法提高了测试结果的准确性和可靠性,但作为间接的退捻加捻法,测试结果的准确性仍因方法本身受到限制,不能从根本上解决预加张力设置不当的问题。因B法中的两次测试中计数装置不能复零,我国仪器公司以前生产的多数捻度仪难以进行B法测试,GB/T 2543.2—2001中A法仍是单纱捻度测试的最常用的方法。A法中有3个基本的测试参数:预加张力(cN)、允许伸长(mm)、退加捻转速(r/min),科学、规范地设置测试参数,是减少测量不确定度、提高捻度测试准确性的重要条件。
3 GB/T 2543.2—2001试验参数对检验结果的影响与分析
3.1 试验参数分析
(1)退加捻转速。现行标准的退捻加捻法,退捻加捻转速由GB/T 2543.2—1989的1500r/min~2000r/min,调整为现在的(1000±200)r/min;测试前的允许伸长还需要5次测定试验,纱线捻度的测试工作量与测试时间都有较大增加。提高退捻加捻速度,是实现退捻加捻法简洁、快速的基础。为验证退捻加捻速度对测试结果的影响,本文以不同的转速(500r/min、1000r/min、1500r/min)进行对比试验,以探讨捻度试验提高转速的可行性。
(2)预加张力。退捻加捻法测试结果对预加张力比较敏感。GB/T 2543.2—2001规定的预加张力范围为(0.50±0.10)cN/tex,在这个范围内可以有不同的选择。以CJ 18.5texK为例,其预加张力可以选择为11.10cN(0.6cN/tex),也可以选择9.25cN(0.5cN/tex)、7.40cN(0.4cN/tex)。预加张力的不同,试样退、加捻至捻缩达到初始长度的时间不同,退捻加捻时间的不同,就产生了捻回数的不同。CJ 18.5texK预加张力的选择范围大小差异近4cN,捻度试验结果肯定会产生相应变化。本文依据标准规定的(0.50±0.10)cN/tex,以CJ 18.5texK为例,分别以0.4cN/tex、0.5cN/tex、0.6cN/tex的预加张力进行比对试验,以分析不同预加张力对捻度测试影响的大小。
(3)允许伸长。标准以5次断裂伸长值平均值的25%作为允许伸长,但标准有两点没有明确:一是允许伸长测试没有规定样本大小。样本的多少关系到测试结果代表性,允许伸长的代表性会影响到捻度测试准确性和可靠性;二是允许伸长以5次断裂的伸长值的25%确定,标准给出了记录5次断裂伸长值的精度为±1mm,允许伸长的确定会存在数据修约问题,数据修约不同,会产生不同的允许伸长。标准没有提供数据修约规则。本试验所做的允许伸长,随机抽取5支管纱各做一次试验,断裂的伸长值分别为11mm、12mm、13mm、13mm、12mm,平均值为12.2mm,允许伸长为12.2×0.25=3.05mm。捻度仪长度尺的分度值为1mm,通常的分辨力可达到0.5mm,可本试验选取2.5mm、3.0mm、3.5mm3个伸长值进行试验,探讨允许伸长对试验结果的影响。
3.2 试验准备
样品选取:样品因生产波动造成的棉本色纱片段之间捻度差异对试验结果的影响,会影响比对测试的分析与推断,特选取质量稳定的CJ 18.5texK一支管纱进行比对测试。
采用标准:因比对试验需要,以正交试验不同水平设置测试参数,其他程序皆同GB/T 2543.2—2001。
温湿度:温度为20℃;湿度为65%。
测试仪器: YG156AG全自动纱线捻度仪。
3.3 因子、水平选择及试验方案
本测试以转速(A)、预加张力(B)、允许伸长(C)3个参数作为分析因子,每一因子各选取3个不同的水平:A.(1)500r/min、(2)1000r/min、(3)1500r/min;B.(1)7.5 cN、(2)9.5 cN、(3)11.0 cN;C.(1)2.5mm、(2)3.0mm、(3)3.5mm。为提高测试结果的准确性和可靠性,每一试验条件下重复测试10次。结果见表1。

表1 正交试验计算表
各因子不同水平的捻度值见表2,各因子对捻度值的影响见图1。从图1可以看出,纱线捻度退捻加捻法中的纱线捻度值与退捻加捻转速成反比,与预加张力、允许伸长成正比。各因子对试验结果的影响也各不相同。因子A各水平捻度值极差Ra=0.3;因子B各水平的捻度极差Rb=0.8;因子C各水平捻度值极差Rc=0.6。从各因子捻度极差图看出各因子对捻度值的影响大小依次为:Rb>Rc>Ra。方差分析见表3。
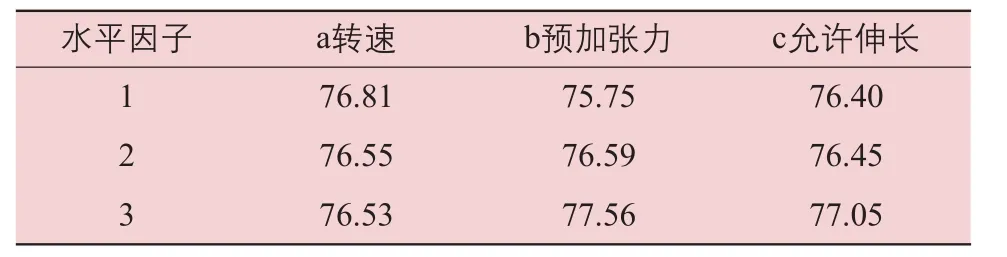
表2 各因子不同水平捻度值

表3 主体间效应的检验因变量:平均值

图1 各因子不同水平对捻度值的影响
从F分布表查得,在显著性水平α=0.10时,F0.90(2,83)=2.38;α=0.05时,F0.95(2,83)=3.13。因FB大于F0.90(2,83)、F0.95(2,83),故因子B在显著性水平0.05、0.10上都是显著的;FA、FC均小于F0.90(2,83)、F0.95(2,83),比误差对试验结果的影响还小,对试验结果影响最大的是预加张力B。
4 退捻加捻法与直接计数法相结合,准确测试纱线捻度
从前文可知,预加张力对捻度测试的影响比较大,因此以下以预加张力作为调整对象。为体现退捻加捻法简洁快速的特点,将转速提高至1500r/min;允许伸长的确定按上述试验,保留一位小数,修约到5的倍数。选取不同线密度的纱线CJ 9.7tex—T、CJ 18.2texK、C 27.8tex—T、C 36.4tex—T,按照线密度的大小,均以不同的预加张力进行比对试验,为减少样品本身捻度的离散性对测试结果的影响,每样品各选取管纱一支进行试验。为抵消随机因素造成的误差对试验结果的影响,退捻加捻法每样品分别试验10次;直接计数法隔距长度小,捻度分布离散性大,每样品分别重复测试20次。试验结果见表4。

表4 退捻加捻法与直接计数法比对测试
从表4可以看出,样品预加张力采用0.5cN/tex时,测试结果均不同程度地小于直接计数法的捻度值。预加张力采用1.0cN/tex时,4样品中CJ 9.7tex—T、CJ 18.2texK、C 27.8tex—T的捻度与直接计数法基本一致;C 36.4tex—T的捻度值大于直接计数法捻度值,此结果可能是因预加张力偏大,现采取降低预加张力:以0.8cN/tex、0.7cN/tex(29cN、25cN)再分别进行试验,试验结果见表5。

表5 退捻加捻法不同预加张力比对
从表5可知,C 36.4tex—T预加张力在采用0.8cN/tex时,捻度测试结果仍大于直接计数法捻度值;当预加张力减小为0.7cN/tex时,测试结果方与直接计数法基本相当。从比对数据可以看出,标准统一采用预加张力(0.50±0.10)cN/tex,很多情况下与基准的直接计数法的试验结果存在差异,偏差大小因线密度不同而不同。因不同的用途需要,其设计捻度也有很大不同,如C 14.6texT一般设计捻度为80捻/10cm,而有些特殊用途的纱线要求设计捻度达到180捻/10cm,在捻度测试中不考虑捻度设计大小,统一预加张力,或在标准规定的范围内设置预加张力,会产生捻度的测量不确定度。因此,纱线捻度测试中仅依据线密度是不够的,还需要结合实际捻度大小,采用不同线密度的倍数确定预加张力,可提高与基准的直接计数法捻度试验结果的一致性。
5 结语
退捻加捻法是简单、快捷的捻度测试方法,受预加张力的影响很大;GB/T 2543.2—2001标准中预加张力不是唯一性选择,要保证退捻加捻法测试结果的准确和可靠,需要依据直接计数法与退捻加捻法测试结果的差异大小,根据预加张力与捻度测试结果的线性关系,才能确定合理的预加张力;由比对试验可以证明,转速对捻度的影响是不显著的,因而为体现退捻加捻法简洁快速的特点,将转速提高至1500r/min是可行的。
猜你喜欢
国际纺织导报(2022年4期)2022-11-04
玻璃纤维(2022年4期)2022-09-26
中国典型病例大全(2022年11期)2022-05-13
产业用纺织品(2021年9期)2021-08-09
产业用纺织品(2021年1期)2021-04-13
纺织科技进展(2021年1期)2021-01-27
数学小灵通·3-4年级(2019年9期)2019-09-19
河南工程学院学报(自然科学版)(2016年2期)2017-01-05
初中生世界(2016年13期)2016-08-19
江苏丝绸(2015年5期)2015-02-13
