浅谈涂装裙边胶泵空打造成的颗粒问题解决
2021-04-02 12:07章新国邓烈雄廖章龙
时代汽车 2021年4期
章新国 邓烈雄 廖章龙


摘 要:探讨了汽车裙边胶喷涂工艺和参数,简单介绍了裙边胶泵空打造成颗粒缺陷问题的原因,论述了在裙边胶泵设备增加防空打装置解决汽车裙边胶颗粒缺陷问题。
关键词:汽车裙边胶 颗粒缺陷 防空打
The Dirt Solution for Skirt Sealer Pump Empty Play
Zhang Xinguo Deng Liexiong Liao Zhanglong
Abstract:This article discusses the spraying technology and parameters of automobile skirt sealer, briefly introduces the reason of dirt defect caused by skirt sealer pump empty playing, and discusses adding empty playing precaution device to skirt sealer pump to solve the problem of dirt defect of automobile skirt sealer.
Key words:automobile skirt sealer, dirt defect, empty playing precaution
1 引言
目前,各大汽车企业越来越关注车身底部防腐性能,通过市场反馈的锈蚀问题来看,车身裙边是锈蚀问题的高发部位,主要原因是汽车车身底盘在行车过程中承受着砂砾、泥土、雨水等杂物的冲击,尤其是与前轮正对的下边梁部位更是车轮带起杂物的直接冲击对象,因此车企纷纷采用裙边胶喷涂工艺来解决该部位锈蚀。
在生产过程,裙边胶喷涂像其他工序一样也会产生一些质量缺陷,本文将就汽车裙边胶喷涂工艺和参数及裙边胶喷涂出现颗粒质量缺陷问题的解决方法进行论述。
2 汽车裙边胶喷涂工艺和参数
2.1 喷涂工艺
目前各汽车厂一般把裙边胶喷涂工位定在电泳完成后,中面涂喷漆之前,而实施裙边胶喷涂的方式也分为多种,目前最常用的喷涂方式分为二大类:机器人喷涂方式(图1)和人工手工喷涂方式(图2)
2.1.1 机器人喷涂
机器人喷涂如图1所示。机器人喷涂裙边胶工艺是大部分汽车企业采用的喷涂方式,它的优点是运行稳定、喷涂效率高、喷涂效果均一等特点,但它也存在前期投入高,运行及维护费用高的缺点。
2.1.2 纯手工喷涂
纯手工喷涂如图2所示。在少数汽车企业考虑到成本因素会采用纯手工喷涂裙边胶工艺,因为手工喷涂投入少,很适合前期没有裙边胶工艺,后期经过技改增加裙边胶喷涂的生产线,或者产量低、节拍慢的老生产线体。但它存在手工喷涂稳定性差,工作效率低,质量缺陷较多的缺点。为了控制喷涂范围,一般手工喷涂裙边胶时会采用遮蔽工装遮蔽车身后进行喷涂。
2.2 喷涂工艺参数
汽车裙边胶喷涂工艺参数主要有如下3个方面:
2.2.1 喷涂粘度
汽车裙边胶喷涂粘度范围一般为10~30Pa.s,夏季比冬季粘度稍高些,一般情况,裙边胶供应商根据汽车厂所处地气候、气温和工艺要求在出厂时就确定了粘度。
2.2.2 施工温度
由于裙边胶系统控制的温度会影响材料本身的黏度,为了保证现场施工的稳定性,一般情况下供胶系统均配有伴热装置,且设定了温度范围(一般为15℃~35℃),建议施工温度范围为(30±10)℃;当然车间内部的环境温度也需要进行控制,在冬季生产线室体内温度不宜低于18℃。
2.2.3 喷涂压力
根据现场实际工作经验,通常情况下裙边胶的喷涂压力设置在1000~3000PSI(当然此喷涂压力为参考值,根据所用设备及材料的不同,喷涂压力会有差異),因为如果喷涂压力设置过低,将会出现裙边胶雾化不良、扇形打不开的弊病;如果喷涂压力设置过高,将会出现扇形偏高、喷胶表面粗糙(胶粒冲击所致)、雾胶等品质不良。
3 汽车裙边胶颗粒缺陷问题解决
汽车裙边胶质量缺陷主要有流挂、飞溅、胶颗粒、残胶等。下面浅谈汽车裙边胶胶颗粒质量缺陷问题分析和解决。
3.1 问题描述:
在某汽车公司涂装车间裙边胶工序,裙边胶操作工发现喷涂过程裙边胶膜层表面呈现不平整状,员工采取排胶措施再尝试喷涂,喷涂后发现裙边胶膜层表面仍然不平整且带有胶颗粒物(图3,图4),该质量问题影响到生产线停线。
3.2 原因分析:
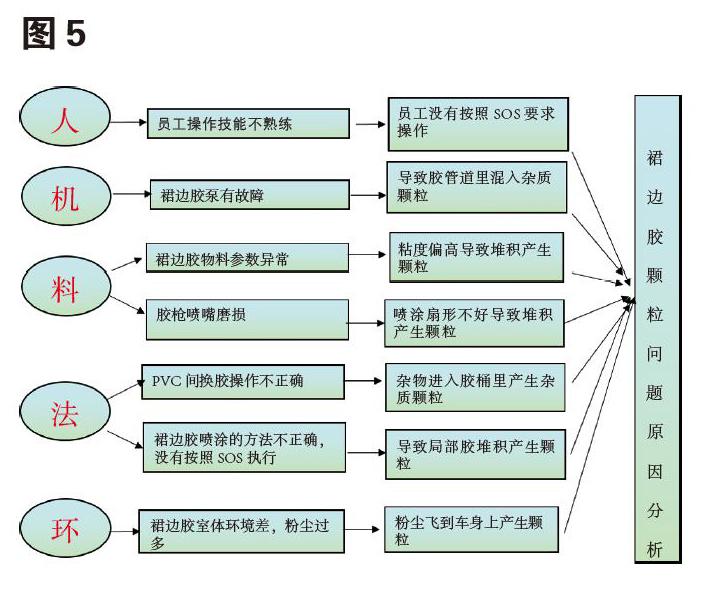
采用下图5的鱼骨图从人,机,料,法,环五方面因素变化进行原因分析。
3.2.1 人员
查看裙边胶工位的标准操作单(SOS)并对照员工实际操作,员工实际操作与标准操作单一致;查看该工位员工的岗位技能均达到3/4独立上岗的要求。
结论:员工没有按照SOS要求操作,是非要因。
3.2.2 料
查看裙边胶来料记录,裙边胶的粘度在工艺范围,未见异常;上胶工段更换裙边胶枪的喷嘴后喷涂结果仍然出现胶颗粒现象。
结论:裙边胶物料参数异常,裙边胶枪喷嘴磨损是非要因。
3.2.3 法
查看裙边胶工位的标准操作单(SOS)和PVC间换胶操作规程,对照员工实际操作,员工实际操作与标准操作单和PVC间换胶操作规程一致。
结论:PVC间换胶操作不正确和裙边胶喷涂的方法不正确,是非要因。
3.2.4 环
用颗粒计数仪对裙边胶室体内空气进行颗粒数检测,检测结果是10微米以上的颗粒数为0,符合该区域的洁净度要求。
结论:裙边胶室体环境差,粉尘过多,是非要因。
3.2.5 机
经调查,问题发生前后过程如下:
4月9日
8:30输胶间员工发现1#裙边胶泵运行动作异常(提升速度正常、下压速度过快),询问裙边胶线是否有排胶,得知没有排胶时,随即对胶管沿线巡查并通知维修。维修到现场后发现泵体温度异常偏高(约70~80℃),马上停止1#泵,切换2#泵使用。
10:45 将1#泵出口主管路拆下后,发现管路内的胶体已经固化呈条状。
13:00 将1#泵拆解,确认泵内提升阀芯磨损严重,查无备件,于是将3#备用泵泵体挪过来安装使用。15:15安装完成,并进行排胶。
21:55 裙边胶线一左工位出现喷涂不均匀,发现胶枪喷嘴被块状胶体堵,员工自行排胶约2分钟后喷涂发现涂层表面颗粒群。呼叫上胶班长支持,班长怀疑是胶枪喷嘴堵塞,但更换喷嘴后,问题现象不变。随后通知维修人员拆调压器过滤网进行清洁,滤网完整无损坏,调压器顶针无异常,回装后现象不变,喷涂仍有颗粒。
操作班长回想起白班1#泵曾发生过胶固化结块问题,认为颗粒问题可能是1#泵引起,且当时发现故障时胶结块颗粒已经进入胶管道系统了,由于胶管道长,需要一定时间才能到达喷涂工位,于是进行排胶处理(把胶管道系统的混入的胶结块排出来)。 排胶42分钟后试喷涂出胶正常。
结论:裙边胶泵有故障是导致胶颗粒产生的主要原因,是要因。
为了更直观对裙边胶颗粒问题根本原因分析,采用“5个为什么”进行原因分析如下:
为什么裙边胶线一左工位出现喷涂不均匀、喷涂表面出现颗粒质量问题?
——因为裙边胶系统管道里有成颗粒状结块;
为什么裙边胶系统管道里有成颗粒状结块?
——因为1#裙边泵内胶体有固化胶结块,胶体固化后经系统出口过滤器打散成颗粒状进入胶系统管道里;
为什么1#裙边泵内胶体有固化胶结块?
——1#裙边泵发热严重,使泵内胶体固化结块;
为什么1#裙边泵发热严重?
——因为1#泵泵内V型密封圈背面受高压压迫胀开,V型密封圈与缸体、轴杆摩擦力剧增,导致发热严重;
为什么1#裙边泵内V型密封圈背面受高压压迫胀开?
——因为1#裙边泵泵体提升单向阀磨损致泵体内漏,使得泵内V型密封圈背面受高压压迫胀开;
根本原因是——1#裙边泵泵体提升单向阀磨损。(如图6,图7)
3.3 措施:
增加裙边胶缸体过热温度检测和报警
经过组织工艺工程师,设备工程师等相关专业工程师多次讨论,一致决定在裙边胶泵设备增加防空打装置(如下图8,图9),装置原理为把一个接近开关的开关信号接入PLC,做一段时间段内的计数,当计数大于设定值就认为泵频过快,输出报警信号并自动停机保护设备,防止胶泵设备空打。该措施实施一年多以来,没有出现过裙边胶颗粒缺陷质量问题。
4 结语
裙边胶对于车身下边梁的防护起着至关重要的作用,裙边胶的喷涂质量也是各涂装车间质量关注点之一,另外各个生产线都有其独有的特点,在对质量问题原因分析与查找过程中要结合現场实际。通过本文也为大家指引了一个方向,如果出现了裙边胶胶颗粒质量缺陷,可以考虑在裙边胶泵设备增加防空打装置,可以有效减少裙边胶颗粒缺陷出现频次。
参考文献:
[1]陈克举,邢汶平,田冰星 浅谈汽车裙边胶循环回收喷涂技术 汽车实用技术10.16638/j.cnki.1671-7988.2017.11.001.
[2]赵永欢,芦年群,刘漩,万旭辉 车身裙边胶喷涂工艺及防腐性能研究 现代涂装.