
纺天丝纤维用胶辊胶圈常见问题探讨
2021-04-06 05:56魏俊虎邹小祥
纺织器材 2021年1期
魏俊虎,邹小祥,陈 建
(1.无锡市兰翔胶业有限公司,江苏 无锡 214171;2.江苏大生集团有限公司,江苏 南通 226002)
1 天丝纤维性能特点
天丝(Tencel)纤维是再生纤维素纤维,它采用溶剂纺丝工艺、在物理作用下纺制完成,因此也属于绿色纤维,适应环锭纺、转杯纺、包芯纺等纺纱型式,能制成各种棉型纱、毛型纱、包芯纱等。天丝纤维常见的规格有:2.2 dtex×38 mm,1.4 dtex×38 mm,1.3 dtex×38 mm,1.25 dtex×38 mm,1.25 dtex×32 mm,0.9 dtex×38 mm[1]。天丝纤维具有较高的干强和湿强,纤维间抱合力较大、易混纺;高湿模量使其织物的缩水率很低(-0.44%);高强度使其适于制造超细纤维和织造轻薄织物(80 g/m2),可以用传统纤维素纤维的预处理、漂白和染色工艺加工;纤维的圆形截面和纵向良好的外观使天丝织物具有丝绸般的光泽、优良的手感和悬垂性,服装具有飘逸感。
2 纺天丝纤维用胶辊胶圈选型及周期管理
2.1 选型
2.1.1 胶辊
纺制天丝系列产品用胶辊的邵尔A硬度值宜为64度~68度,纺中粗号纱时硬度值应偏大,而细号纱偏小;为了减少纱号更改频繁的中小企业备用胶辊量、简化管理,可选用硬度值偏小的胶辊。为了稳定生产和提高纺纱质量,建议选用“零套差”、无套制内应力的铝衬管胶辊,如选用LXC-966A型、LXC-966D型等[2]。
2.1.2 胶圈
细号纱上圈偏软、中号纱上圈偏硬、下圈统一偏硬选择;上车以“新旧搭配”使用LXA-J-60/62型、LXA-2010/-70型系列高品质胶圈。
为了提高胶辊的抗绕性、保证成纱质量指标,未经处理的胶辊表面粗糙度Ra值一般约为0.6 μm,经表面处理的则约为0.8 μm;纺细号纱时宜偏小掌握Ra值,中粗号纱偏大掌握,检测用粗糙度仪。
2.2 使用周期管理
2.2.1 胶辊
由于集聚纺和赛络纺几乎无纺纱动程,因此前胶辊使用2~3个月即应回磨,赛络集聚纺纱用胶辊周期宜偏小掌握;细号纱完全不处理胶辊采用“勤磨少磨,以磨代洗”的方法,其回磨周期短至约1个月、回磨量约为0.15 mm(注意:非全自动高精度磨床一般无法达到此要求)。
2.2.2 胶圈
根据企业的保养周期和质量控制要求,上胶圈使用60 d~90 d后清洗,下胶圈180 d天后清洗并剔除不良品[4]。
3 应用问题与对策
3.1 胶辊溶胀
山东某纺企在纺某批次天丝纤维时,部分胶辊在上车10 d后出现了溶胀问题,现场分析发现主要是更换台湾产天丝纤维造成。之后,将该纤维样品送交公司研发部门研究,发现是因纤维使用的化学油剂变化,与橡胶中抗油亲油基不吻合而造成溶胀。经兰翔胶业公司和德国拜耳化学公司等战略合作单位携手,仅用了1个月时间就攻克了胶辊亲油基问题,生产出的小样胶辊经客户使用后反馈良好。
3.2 成纱细节高
江苏某纺企反馈新磨胶辊上车后造成成纱条干CV值恶化,纺某品种更换新胶圈后使纱线-40%细节增大为2~3倍。不同胶辊用于赛络集聚纺LF天丝7.4 tex的质量指标见表1,赛络集聚纺A天丝9.8 tex纱,胶圈试纺现场取样数据见表2。
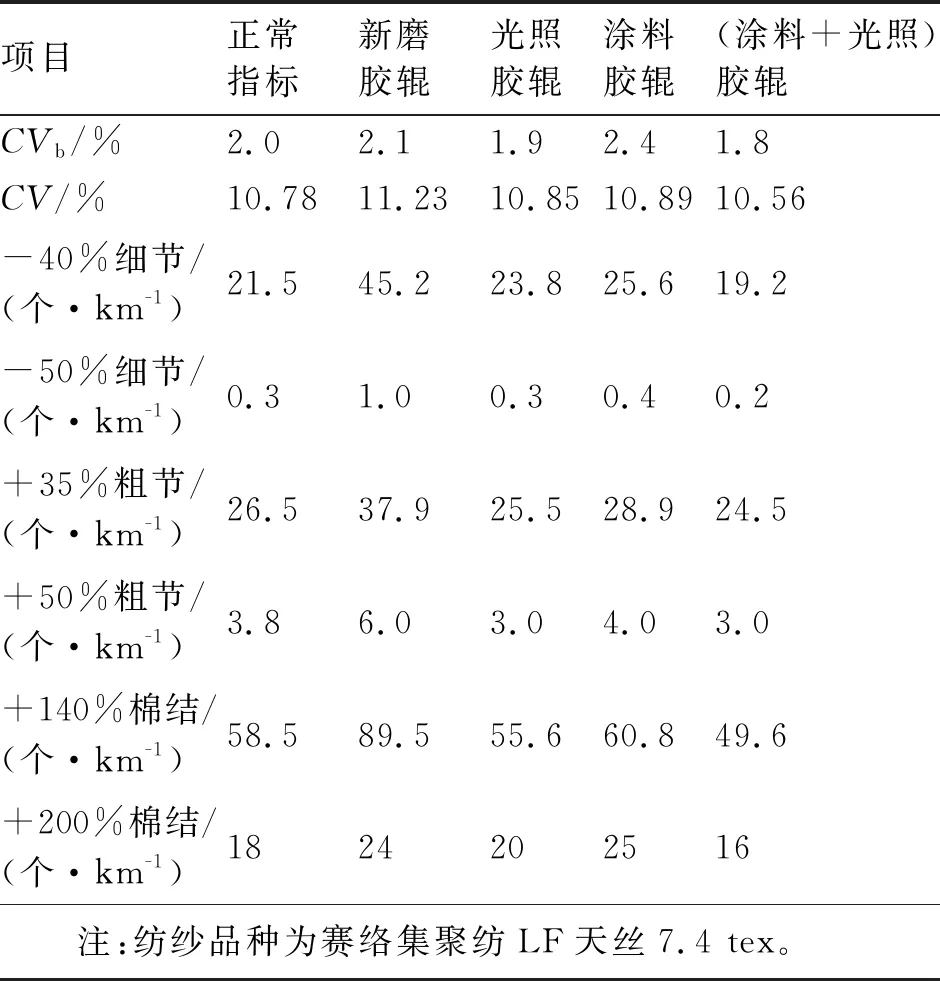
表1 不同胶辊纺纱指标对比一
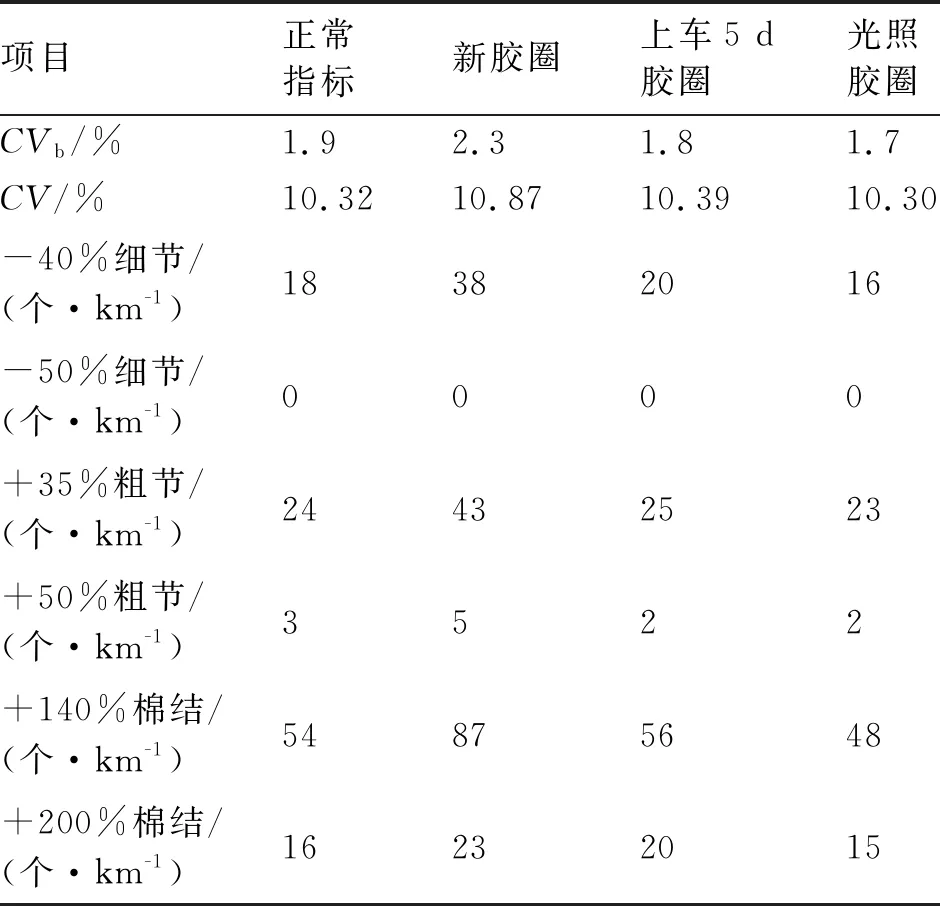
表2 赛络集聚纺A天丝9.8 tex纱取样数据
3.2.1 牵伸力与握持力
纱线条干CV值主要与牵伸力和握持力有关。理想牵伸要求握持力与牵伸力平衡稳定,使纤维伸直平行度好、纤维变速均匀,以获得较好的条干。
3.2.2 纤维流失
影响成纱条干的另一个重要因素是牵伸时纤维流失无规律,特别是细号纱横截面上纤维根数少,流失后易粘附在前胶辊的纺纱通道上。这种纤维流失与粘附造成纤维再分布,就产生了粗细节,尤其天丝纤维在油剂作用下表现更明显。使用强光手电可观察前胶辊纺纱通道纤维粘附情况,分析其与车间温湿度、胶辊表面粗糙度间的关系。紫外线光照能改变新胶辊表面摩擦因数与走熟胶辊趋于一致,从而改善胶辊纺纱性能、减少纤维粘附,这是紫外线光照胶辊改善纱线粗细节和成纱条干的原因所在[5]。
3.2.3 走熟期
新胶辊、胶圈刚上车时纺纱条干通常会有恶化问题,即胶辊、胶圈存在走熟期问题。走熟期长短一般与纺纱号数正相关,纱号越小走熟期越长,且胶辊走熟期长于胶圈,一般为1 d~7 d。因为要求严格的企业不允许出现这种走熟期纱线质量波动,所以上车前要对胶辊进行表面处理[6]。一个使用周期中,纱线条干与胶辊使用天数关系见图1。
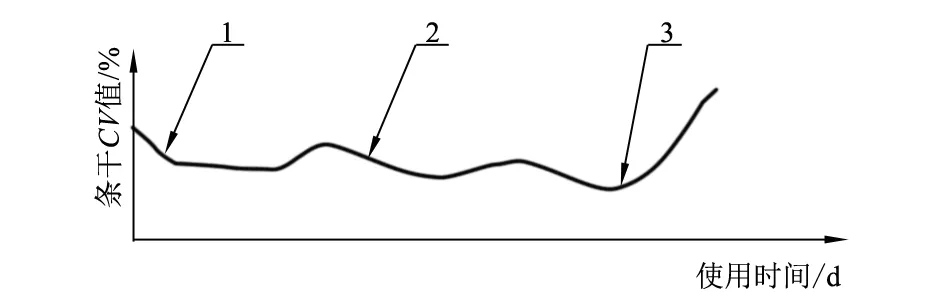
1—走熟期;2—稳定期;3—衰退期。
由图1可知,胶辊上车使用后纱线条干快速趋于正常,即经过较短的纺纱走熟期后进入质量稳定期,随着纺纱时间的延长,胶辊出现中凹、纱线通道磨损和涂料脱落后,进入衰退期导致纱线条干恶化,一般在此前就应将胶辊下车进行研磨处理。
3.2.4 表面处理
从表1和表2中数据可知,使用涂料或者光照处理的胶辊、胶圈,纺纱指标明显改善。双组分涂料处理胶辊操作不当则会形成涂料波,严重影响条干;使用紫外线光照处理的措施比较环保,先敷涂料、再光照胶辊的复合处理技术,纺纱效果最好。
将研磨好的胶辊放进烘箱预热2 h~3 h,取出以A∶B=1∶(12~15)的配比用笔涂机涂1遍;放置3 h~4 h待胶辊表面涂料干燥后,再放入紫外线光照机光照3 min。注意涂料比例和时间应随纺纱品种要求及光照机型号、功率不同进行调节。
以TM-U型紫外线光照机为例,2支灯管功率均为2 kW,胶辊与灯管距离一般为7 cm~10 cm,每次可以处理60套胶辊;纺天丝纤维纱胶辊采用先笔涂、后光照的复合处理法,每次只需光照3 min即可。
表2中光照胶圈技术较繁琐,需将胶圈套在芯棒上再光照,这是兰翔胶业与部分战略工厂的小样探索结果,目前尚不具备大面积推广的条件。
3.3 落纱再开车“吐粗纱”
某纺企智能化车间反馈纺制天丝细号纱时,落纱再开车在集束区的网格圈上产生“吐粗纱”问题,断头多,严重影响生产效率。
分析发现是因为该车间生产品种变化后,通过加大粗纱定量解决前后纺的供求问题,怀疑因牵伸不开而造成“吐粗纱”;通过增大胶辊弹性握持力再上车验证,问题更为严重。之后,通过胶辊上涂料、光照、提升硬度、加大中区加压和将中胶辊直径加大为26 mm等措施,“吐粗纱”问题明显好转(由原先整车30%吐粗变为现在正常开车留头率97%以上)。总结分析系天丝纤维刚性好、粘附性强导致快慢纤维变速不畅造成,一般增大胶辊握持力的措施不能解决以上问题。
3.4 不处理胶辊通道发黑
由于该车间胶辊完全不处理上车,加上天丝纤维的油剂易粘附罗拉,胶辊上车1个月后走纱通道即有发黑问题。通过对胶辊表面进行处理,有效阻断其与油剂发生氧化、发黑问题,情况明显好转。
3.5 温湿度差异性台差、锭差
由于天丝纤维对环境温湿度比较敏感,影响牵伸时快慢纤维的变速,导致条干CV值差异(锭差大)。除注意检查专件一致性和设备状态完好外,更要关注长车车头、车中及车尾的温湿度差异,以及车台与通道的温湿度差异。一般而言,通道处车台该拦的拦、该隔的隔,上面送风道截面采用渐缩型,改变上送风道叶片方向,采用挡风板等措施保证车间各处温湿度差异性最小,有利于天丝纤维锭差CVb值。
3.6 四罗拉集聚纺用集聚胶辊直径小、回磨周期长
在四罗拉集聚纺装置中,主牵伸胶辊的承压约为160 N/双锭~180 N/双锭,集聚胶辊的承压约为40 N/双锭,两档胶辊的磨砺周期也不同。纺企习惯使用直径偏小的集聚胶辊,且回磨周期较长,甚至用了1年还未回磨。集聚胶辊直径过小,则易使网格圈打顿,从而出现严重的短粗(类似棉结)纱疵,因此,主牵伸胶辊和集聚胶辊直径差不应大于0.6 mm,以免断头和纱疵增加。
3.7 胶辊消耗偏大
天丝纤维对温湿度比较敏感,湿度小易产生静电缠绕,湿度大易缠罗拉。由于纤维滑顺,纤维与机件间摩擦力小、易打滑使须条难于控制,从而产生大量断头。为了减少细纱上部断头,粗纱的捻度宜偏大掌握;合理选择钢丝圈圈型和号数,跟踪掌握钢丝圈与钢领的磨合及周期,观察钢领、锭子和导纱钩“三对中”情况,观察细纱大、中、小纱的气圈形态,控制好细纱断头,才能最大限度地减少断头缠绕及胶辊因缠绕巡回处理不及时造成的损坏。
为减少胶辊消耗,还要加强胶辊表面处理技术研究与周期管理,使细纱断头后的须条吸入笛管、不至缠胶辊或罗拉;加强吸棉笛管位置、状态检查,保证笛管畅通、负压不小于700 Pa;运转加强风箱花及时清洁;派专人处理缠绕胶辊,及时用备用胶辊进行更换;值车工不得使用钩刀钩割缠绕纤维以防止损伤胶辊,造成不正常的胶辊消耗。
3.8 胶辊的“回性期”
胶辊的“回性期”并非普遍存在,部分纺企有可能发生,特别是纺细号天丝纤维或者粘胶纤维的企业。有纺企在工艺、原料未改变的情况下,使用同型号新胶辊时条干数据恶化约0.5个百分点,怀疑胶辊质量波动,通过前批次胶辊试验验证,发现数据确实有差异。现场查看发现胶辊的生产日期接近上车日期,而橡胶制品在硫化定型后要存放1~2个月后纺纱性能才稳定,即胶辊的“回性期”问题。为此,建议企业将该批次胶辊存放1个月再上车,指标差异消失。有条件时,纺企应提前1~2个月购买胶辊,以避开胶辊的“回性期”问题。
3.9 胶辊存储不当
福建某纺企反馈某批次胶辊与同规格胶辊上车相比较,纺纱条干质量下滑且易缠绕,而现场胶辊的外包装已破损,甚至有散乱胶辊外露,也未用黑色避光塑料纸遮盖。胶辊必须在常温、干燥环境中避光存放,否则会影响上车纺纱性能。不同胶辊试纺赛络集聚纺A天丝11.8 tex纱指标见表3。
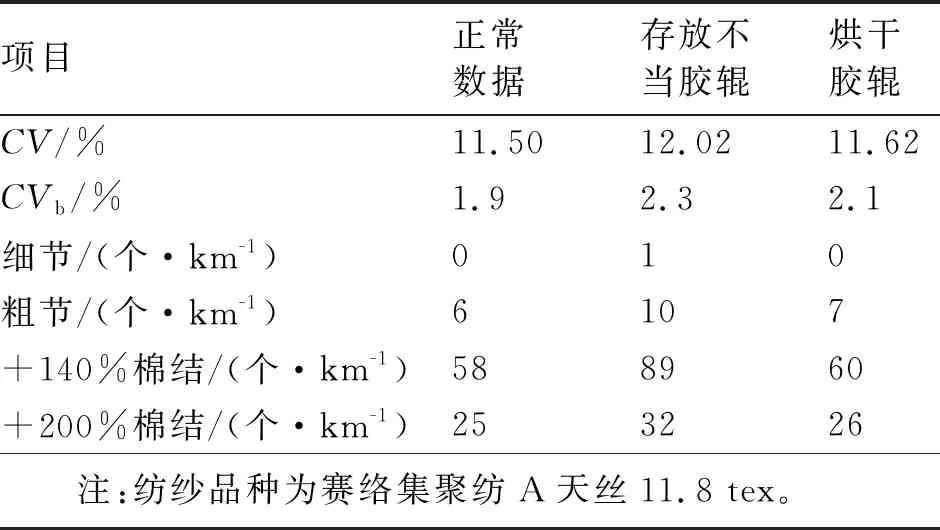
表3 不同胶辊纺纱指标对比二
从表3可知,因存储不当而吸湿的胶辊正常制作上车纺纱条干差;烘干再进行涂料处理的胶辊纺纱条干基本接近正常纺纱数据。
表4是纺企因胶辊存储不当,试纺CJ 14.6 tex纱和赛络集聚纺R 11.8 tex纱的结果。A组免处理胶辊套制磨砺好可以直接上车纺纱,若搁置时间过长则制造过程中添加的石蜡助剂致使胶辊表面形成白霜。B组胶辊使用涂料处理后放置于烘房货架、未避光保存,肉眼观察胶辊表面并无明显的“阴阳面”,其纺纱数据仍有差异。这是因为B组胶辊虽然已经涂料微处理,然而胶辊表面橡胶分子受到的空气中臭氧作用有差异,造成表面的摩擦因数、硬度差异,从而影响了纺纱质量。
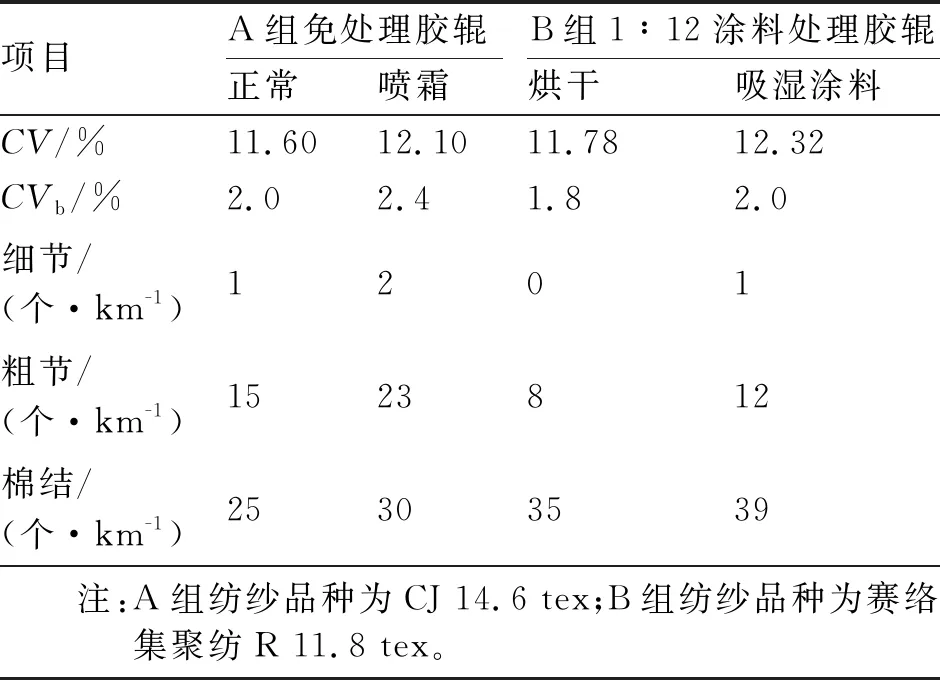
表4 不同胶辊纺纱指标对比三
4 结语
天丝纤维是一种新型纤维素纤维,比传统粘胶纤维表面滑爽、光泽且服用性更佳,发展前途广阔。纺制天丝纤维纱线用胶辊、胶圈的选型、表面处理、使用管理等要根据具体情况分析处理,在使用过程中摸索总结,才能充分发挥小器材的大作用,这也是胶辊、胶圈制造企业和纺纱企业的共同责任。
猜你喜欢
奇妙博物馆(2022年9期)2022-09-28
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年1期)2022-07-12
现代装饰(2022年1期)2022-04-19
纺织学报(2022年2期)2022-03-18
客联(2021年5期)2021-09-10
纺织科学研究(2021年6期)2021-07-15
纺织科学研究(2021年6期)2021-07-15
中国纤检(2017年3期)2017-04-06
纺织导报(2015年6期)2015-12-31
