
核电工程除氧器焊接质量控制
2021-04-06 02:03张栋李志龙马林梅
商品与质量 2021年5期
张栋 李志龙 马林梅
中核工程咨询有限公司天津分公司 天津 300450
1 除氧器系统功能
辅助给水除氧器系统的主要功能是向给水系统的贮水箱提供充足的除氧除盐水,以提供给蒸汽发生器二次侧[1]。
当反应堆停堆超过两小时后,辅助给水箱的正常贮水量不能满足要求时,必须由除氧器系统向辅助给水箱补水。
2 设备功能
核电工程所用除氧器采用热力除氧法,及时除去系统水中溶解的氧气和其他气体,以防止对热力设备的腐蚀和对传热的影响。
某核电厂常规岛安装工程共安装2 台除氧器,其中除氧器外形尺寸为Φ3036×18×1900 mm,壳体材质为Q345R+304SS,壳体材质为Q345R,有效容积408m3,总容积为614m3,除氧器水箱在厂家分三段预制,运抵现场后再在现场进行组合焊接。常规岛安装除氧器水箱组合缝焊接之前,所涉及的焊接工艺需经过《钢制压力容器焊接工艺评定》(NB/T47014-2011)评定合格[2]。
3 除氧器焊前先决条件检查
焊工应取得相应证书,所用的焊接材料现场验收合格。
4 除氧器水箱焊接及热处理
4.1 除氧器水箱环缝组对
(1)焊缝坡口形式为X 型,要求双面焊接;
(2)组对时采用8-10 块骑马铁点固,使对口间隙控制在合格范围内,在存在错边位置用敲楔块的方法顶平;
(3)除氧器水箱筒体组对间隙为2±1mm,错边≤5mm;
(4)焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷;
(5)焊接前将坡口表面及两侧(距离坡口边缘各100mm)的水、铁锈和其他有害杂质清理干净,并经过PT 检验合格后;
(6)点焊工艺与正式焊接一样,点焊间隔≤700mm,焊点长度100-150mm,厚度≥3mm。
4.2 除氧器水箱环缝焊接
焊接从筒身内侧开始焊接,对于每层焊缝,两名焊工同时分别按图示顺序先焊接A、C 区,再同时焊接B、D 区,其焊接顺序如图1 所示。
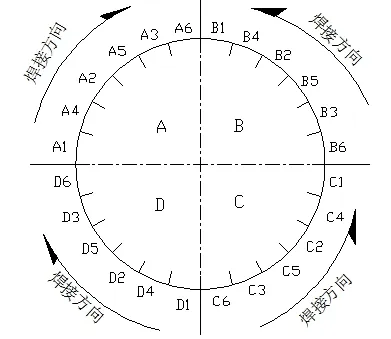
图1 除氧器水箱焊接顺序示意图
注:A、B、C、D 表示四个区域,1、2、3、4、5、6……表示每个区域焊缝焊接的顺序,箭头表示焊接方向。
4.3 除氧器水箱环焊缝焊后热处理
4.3.1 热处理工艺
焊后需进行热处理,恒温温度为600-640℃,恒温时间72分钟;升降温速率如图2 所示;任意两测温点之间的温差不宜超过50℃时,否则应停止温度较高端的加温,待通过热传导使温差减少后方可再次加热升温,以避免因加热不均引起除氧水箱变形[3]。
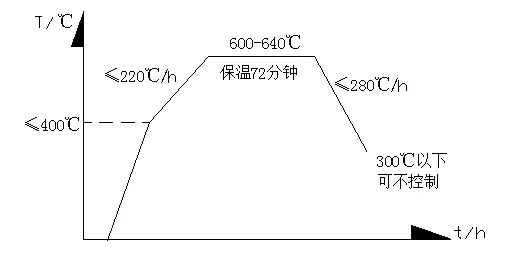
图2 除氧器热处理工艺曲线示意图
4.3.2 加热器及热电偶布置
(1)焊缝应在加热器的中心线上,加热器用扁铁和铁丝扎紧,包上保温材料后,再用铁丝扎紧;
(2)热处理采用柔性陶瓷电阻加热器,加热器的布置宽度≥14δ,即≥350mm;
(3)保温宽度≥加热器的安装宽度+300 ≥650mm,厚度≥40mm,保温棉用自制的托架或保温钩将保温材料托起贴在焊缝上,筒内层的保温棉固定方法应根据现场实际情况确定;
(4)为确保升降温的均衡性,在热处理过程中将采取多点测温,加热器和热电偶都应均匀布置,每组块加热器下布置一个热电偶,共6 个,如图3 所示;对于水箱环缝内侧在上部和下部增设监控热电偶,以保证焊口内外温度差在50℃范围内;
(5)采用氩弧焊将热电偶端部点焊在距焊缝中心线约15-20mm,布置或移动加热器时,不要在焊缝上拖动加热器,以免扯掉或扯断热电偶;
(6)为便于对热处理曲线进行标识,对各组加热器及热电偶分别编号为1、2、3、4……一一对应。
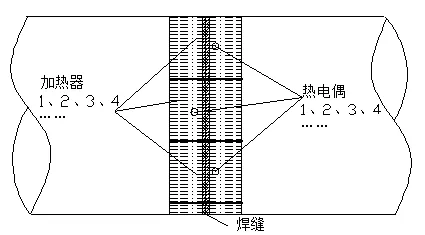
图3 热处理加热器及热电偶布置图
5 除氧水箱环焊缝检验
(1)焊缝焊后应进行100%目视检查,不得有裂纹、未焊透、夹渣、气孔等缺陷,焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不大于100mm,焊缝两侧咬边的总长不得超过该焊缝长度的10%,焊缝余高范围为0-4mm,外观检验不合格的焊缝,不允许进行其它项目检验;
(2)除氧器水箱筒体终接环焊缝在热处理完成后进行100%RT,技术等级为AB 级,按JB/T4730.1、JB/T4730.2III 级合格;
(3)对于缺陷修磨或补焊处的表面、卡具等拆除处的表面进行磁粉或渗透检验[4]。
6 结语
除氧器水箱虽然直径大,坡口间隙大,焊接时极容易产生变形,若焊接时采取合理的焊接工艺和有效的变形控制措施,而合理的焊接工艺需有合格的焊接工艺评定为依据,有效的变形控制措施如分段焊、对称焊接或两者相结合,再加上严格的焊接控制过程,就可以很好的控制好除氧器水箱环缝焊接质量。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
电力勘测设计(2022年6期)2022-07-05
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
中国新技术新产品(2021年18期)2021-12-01
航空发动机(2021年1期)2021-05-22
科技视界(2020年17期)2020-07-30
中国新技术新产品(2020年6期)2020-06-19
科技视界(2019年24期)2019-09-28
科学导报·科学工程与电力(2019年40期)2019-09-10
