基于AGV 的自动运输及转接单元设计
2021-04-08 12:25于洪
机械管理开发 2021年1期
于 洪
(广州普华灵动机器人技术有限公司, 广东 广州 510800)
引言
近年来,AGV 导航在工业领域被广泛应用,尤其是物流行业和机加工行业,其通过引导小车沿规定的路径行驶,可以实现物流和零件输送的柔性和自动化,实现无人、准确、安全、智能的货物转载运输、自动上架货架等功能[1]。
本文拟设计一套物流产品和机加工零件(后面用物料代替)的自动运输及转接单元,作为AGV 自动运输及转接网络建设的最小单位。良好的AGV 自动运输及转接网络用于物流行业,可以实现多种物料,多种搬运方案的组合,完成大范围的自动装载、自动转运和自动卸料:用于加工行业,可以完成不同加工工位的零件的自动转运,实现真正的无人工厂目标。
1 AGV 导航小车及物料基站的设计
智能物流、无人化工厂的建设都需要真正实现物料、零件、产品转运的自动化和无人化,形成大量物料、零件、产品的网络化转运,本单元拟设计一套物料的自动运输及转接单元,包括设计一个专门的AGV 导航小车和相应的物料基站和磁条导轨的建设。该系统将选择广州普华灵动机器人技术有限公司(蜂系列)磁条导航AGV 底盘,其为普华灵动针对小配重物流物料开发出的快速物流专用AGV,该系列具有体积小、速度快、自主充电、自动避障等优点。该AGV 小车采用磁条导航原理,两轮差速驱动,其底部安装有专门的磁条传感器,配以相应的程序,可以沿着安装好的磁条导轨自动行走。
如图1、图2 所示,图1 为普华灵动(蜂系列)AGV 底盘,图2 为根据设计需求与AGV 底盘设计的AGV 导航小车,该小车可分为AGV 底盘、车架、滚轮滑道、挡块撞头和活动挡块5 个部分。为了完成物料的自动运输及转接功能,为本系统设计了物料A 站和物料B 站,作为物料的自动运输及转接的起点和终点,具体结构如图3 所示[2]。
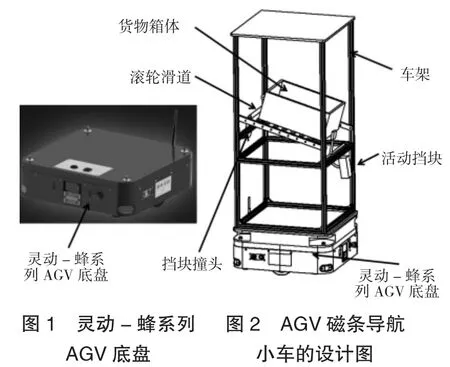

图3 物料基站设计图
在整套系统中,物料A 站为物料的运输和转接的起点,装载物料的物料箱体会放在物料A 站上的滚轮滑道上,由物料A 站上的活动挡块顶住;当系统开始工作时,AGV 导航小车会沿着磁条导轨,抵达物料A 站正前方,并直接撞向物料A 站。在撞击过程中,AGV 导航小车上的挡块撞头会撞向物料A 站上的活动挡块,活动挡块便会绕着其安装轴转动,从而使得活动挡块上的挡块向下旋转,直至活动挡块全部转到滚轮滑道平面以下,此时,装了物料的物料箱体便会在重力的作用下沿着滚轮滑道向AGV 小车的滚轮滑道滑动,直至顶住AGV 导航小车的活动挡块,完成物料从物料A 站到AGV 导航小车的转接。当AGV 导航小车完成物料的转接以后,便可以脱离物料A 站,沿着磁条固定路线运动(与此同时,物料A 站重新装载物料箱体),直至到达物料B 站位置,当到达物料B 站位置后,AGV 导航小车便会撞向物料B 站,同从物料A 站转运物料箱体原理,物料B站上的撞头撞到AGV 导航小车上的活动挡块以后,AGV 导航上的活动挡块便会绕着其安装轴转动,活动挡块上的挡块转到滚轮滑道平面以下,AGV 导航小车上的物料箱体沿着滚轮滑道向物料B 站上滚轮滑道滑动,直至完全进入物料B 站位置,完成物料从A 站到B 站的卸料[3]。另外,为了保证整套设计方案的真正实现,需要说明以下几点:
1)物料基站和AGV 导航小车的活动挡块下端需为质量较大的重物,保证物料箱体可以被活动挡块顶住;
2)为了保证物料基站和AGV 导航小车撞击时不会撞坏东西,基站和小车撞击时小车的运动速度需要调得较低,且撞击面上需要安装一些橡胶垫,缓冲撞击力;
3)滑轮滚道两侧的连杆要比滚轮高些,防止物料箱体滑动时脱离滚道。
2 AGV 自动运输及转接单元磁条导航路线的设计
2.1 磁条导航路线的设计
磁条导引是指在工作区域铺上特定轨迹的磁条,AGV 小车通过其底部的磁传感器检测磁条的磁信号自动定位行走的导引方法。该导引方法可以驱动运输小车按照实际需要的运动方案行走,即通过地面铺设的磁条导轨给于AGV 小车运动指令,由车载控制系统负责AGV 导航计算,导引实现AGV 小车行走,再配合AGV 小车本身的机械功能,可以实现小车自动装载、自动行走、自动卸料的功能[4]。
本单元设计了特定的AGV 小车导航路线,其应用目的是通过磁条导引的方法,自动将特定的物料从物料A 站搬运到物料B 站,实现整个搬运过程的自动化和无人化。
如图4 所示,物料A 站和物料B 站分别为两个具有功能要求的AGV 基站,这里需要将物料从物料A 站输送到物料B 站,其横向距离为8 m,本单元将其中间的搬运路线设计为如图4 所示的路线,空白的地方可以安装相应的物流设备或者加工设备,为了方便AGV 导航小车拐弯行走,其路径需要设计为弧线[5]。
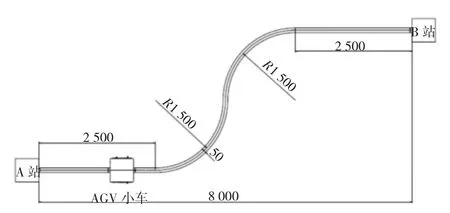
图4 AGV 小车导航路线设计(单位:mm)
2.2 AGV 自动运输及转接单元模型的设计
根据整套AGV 自动运输及转接单元的磁条导航路线设计,现设计其硬件模型如图5 所示,物料A站和物料B 站之间铺设了如图4 所示的磁条导轨,该导轨的两端正对物料A 站和物料B 站,AGV 导航小车可以通过磁条传感器在导轨上按照AGV 自动运输及转接单元的移动方案移动,即AGV 导航小车先在物料A 站装载物料,再移动到物料B 站卸掉物料,然后再回到A 站继续装载物料,再运到物料B站,形成连续不断的物料的自动装载、自动运输和自动卸料的自动化单元。
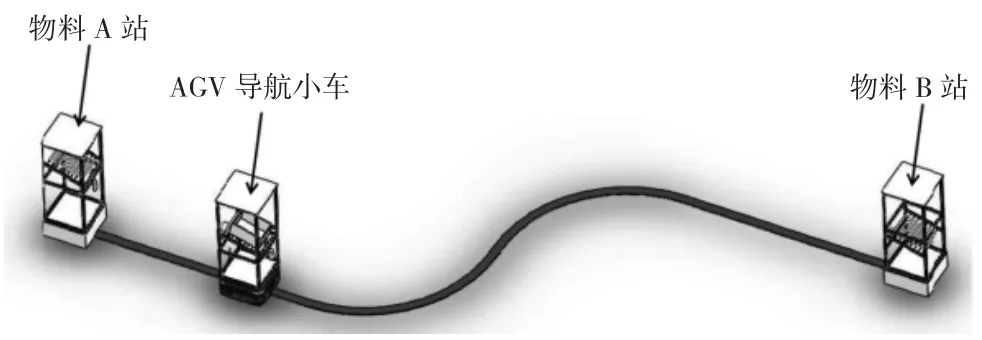
图5 AGV 自动运输及转接单元设计模型
2.3 AGV 自动运输及转接单元磁条导航程序的设计
根据整套AGV 自动运输及转接单元设计,该AGV 导航小车需要沿着磁条导轨从物料A 站到物料B 站运动,其运动过程需要磁条传感器感应铺设好的磁条导轨路线,并配以适当的程序进行控制,其AGV 小车磁条导航控制主程序如下:


3 磁条导航自动运输及转接单元的优点
1)特定磁条导轨的铺设,可以保证AGV 磁条导航小车沿着固定路线行驶,不容易发生搬运过程的障碍物阻挡事件,AGV 磁条导航小车可以更加精确地与物料基站进行物料箱体的装载和卸料。
2)磁条导航成本较低,可以根据需要调整、扩展相应的导轨,及时调整AGV 小车的行进路线,且编程简单,容易更新整个AGV 导航系统。
3)磁条导航更加稳定,不容易被其他单元所干扰,选择磁条导航的方式更容易建设多个导航单元的组合,形成AGV 导航的自动运输及转接网路。
4 结论
采用AGV 磁条导航原理设计的一套物流产品和机加工零件的自动运输及转接单元,实现了物料从一端转运到另一端的自动装载、自动运输、自动卸料的功能,可以作为AGV 自动运输及转接网络建设的最小单位,同时,多个AGV 自动运输及转接单元组合在一起,配以其他的自动化设备(机器人、自动化装置),可以完成复杂的运输及搬运任务,形成自动运输及转接网路,从而提高产业自动化水平,提高企业工作效率。
猜你喜欢
港口装卸(2022年3期)2022-07-06
环球市场(2021年33期)2021-12-17
装备制造技术(2020年11期)2021-01-26
四川建筑(2020年1期)2020-07-21
冰雪运动(2019年2期)2019-09-02
阅读(中年级)(2016年11期)2017-01-23
新时代职业教育(2016年2期)2016-02-06
现代制造技术与装备(2015年4期)2015-12-23
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04