
换热器内部残留挥发油烘干研究与运用
2021-04-09 03:35邹成科刘孟杰
日用电器 2021年2期
邹成科 刘孟杰 杜 健
(格力电器(合肥)有限公司 合肥 230088)
引言
换热器主要结构组成由翅片(铝箔冲压制作)、长U管(铜管机械折弯)、钣金件(机械冲压),翅片和长U管的加工过程中都需要使用大量的挥发油(a铝箔在进入冲床前要用挥发油处理表面,冲压过程中设备冲头模具也都需要大量的挥发油降温、减少机械磨损、保证翅片质量;b长U管折弯和切割过程中也需要喷大量挥发油保证铜管成型和设备都起到保护作用),导致初步成型的换热器表面和内部残留部分挥发油,如果不尽快处理好残留挥发油,经过一段时间PH值会慢慢越来越小,酸性腐蚀铜管也越来越严重,铜管刚开始会氧化,发黑,轻微腐蚀,最后蚁巢腐蚀泄漏;同时铜管管口有油也会影响焊接时焊料流动性和子母材料的融合,严重降低焊接一次合格率[1]。
正因为换热器加工中对挥发油的依赖,同时质量影响也非常严重,烘干工艺是换热器生产流程中必不可少的一个环节。国内空调企业大部分采用传统隧道式烘干机(图1),工作时由循环风机提供动力,燃绕器提供热源,隧道内部形成循环热风,提高空气温度达到清理物料内部油和水的目的,主要的特点为加热温度提升快、温度调节上限高、加热面积全面,缺点是温度曲线不稳定、内部油份挥发不完全。近二年国内某知名空调企业也在研究真空烘干设备,利用负压(真空)降低物料中水或溶剂的沸点,通过传导传热提供足够的热量来蒸发物料中多余溶剂的干燥设备,技术上面还有很多难点未攻克。
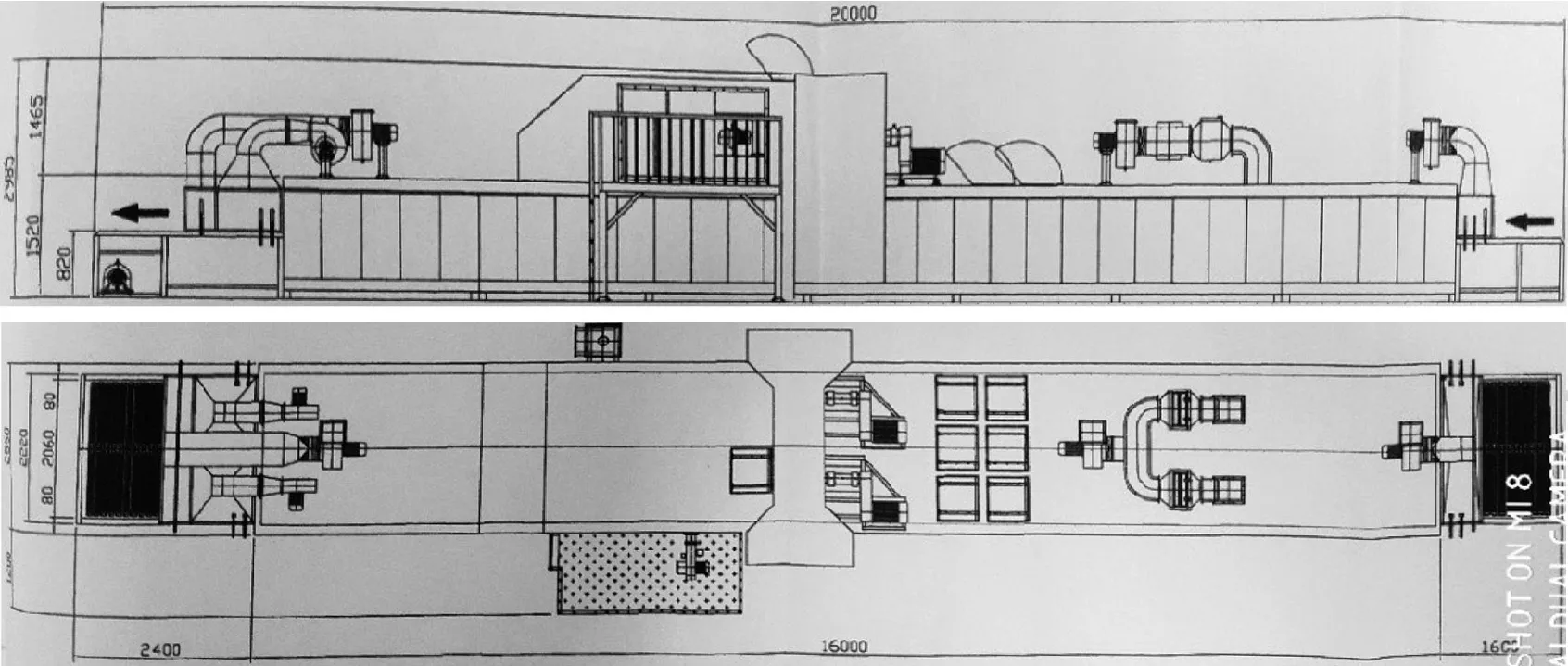
图1 传统隧道式烘干机示意图
1 烘干存在的问题
为了更好监控换热器烘干后的残油含量,利用设备红外三波数测油仪,从烘干后的两器中,抽检一定数量的两器用液萃取液清洗铜管,然后用油份分析仪(IR-200A)测量清洗液中的含油量,2013年以前铜管残油含量标准:C≤1 mg/m,2013年后铜管残油含量标准提高:C ≤ 0.5 mg/m[5]。
1.1 设备恒温差
国内空调企业的烘干设备一般烘道实际温度须控制都在:150~180 ℃(根据企业工艺要求、换热器规格、天气情况等有所不同),烘干设备的热源主要由燃烧室提供,为了保证烘道控制在一定温度中,燃烧室通过大小火转换来保证烘道温度可控,防止温度低了残油挥发更差,温度高了导致铜管过烘氧化。
选择同一条烘干线体选择不同时间段进行炉温测试(图2),发现最高温度相差10 ℃,最重要的铜管内部恒温相差约30 s。
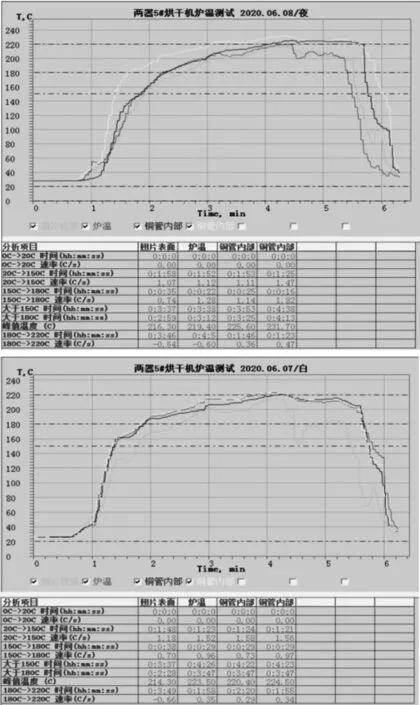
图2 炉温测试示意图
1.2 设备内部无横向气流
隧道式烘干机的结构是循环风路系统,由风机送风管以及回风管组成这是一个闭环循环系统,在送风管上设置了不同要求的风嘴循环风路系统用于不断地给炉内提供热空气,以满足对换热器进行烘干的需要;但所有循环风路均是上下运行方式,而换热器摆放管口是左右朝向(图3),这样的设计对换热器表面挥发油烘干效率非常高,从使用至现在还未发现表面出现过一次未烘干的现象,可以说已经远远超过了质量要求的标准。风向与换热器摆放方向的相反,主要还是影响铜管内部受热面积和气化挥发油的置换。

图3 烘干机左右朝向示意图
2 分析论证
2.1 炉温恒温分析
换热器现加工中过程所使用的挥发油主要二种翅片油和铜管油,他们虽然都属于挥发油但成份含量有所不同,后者密度略高于前者;换热器在加工成型中二者会形成混合油,根据挥发油规定挥发标准,取内径φ56 mm的培养皿准确称取挥发油5 g±0.001 g,在120 ℃的情况下在箱中烘10 min(烘干时,敞开培养皿盖子),开箱后立刻盖上盖子,并冷却至室温,准确称重为,计算该油的挥发率;标准挥发性分别为≥42 %、≥22 %。
实际现场生产情况和实验标准还是有所差别的,设备温度更高,但是烘干时间也未达到10 min,只能将实验标准作为参考。通过实际的研究150~180 ℃保持2.5 min以上,挥发性较差的铜管油也能完全气化。那么隧道式烘干机虽然恒温稳定性差,通过对设备温度幅度上下偏差值的研究,工艺参数的进行标准规范,是可以满足换热器残油需求。
经上述分析,温度不是导致换热器残油超标的核心问题。
2.2 设备横向气流分析
清理换热器残油的整个过程是高温将液体慢慢气化,然后将含有挥发油的气体进行置换,来达到清理的目的,再此之前一直分析和研究温度是否满足,油份液态变成气态前提条件,却忽略汽态下的油能否100 %的置换出来。
换热器表面的残油属于开放式置换不用进行考虑,主要分析铜管内部残油,管口朝向与设备风源方向不一致,气体置换的效果较差;初步预案按照整条烘干线增加3处吹气工装来验证效果,分别安装在上线段、中间段、下线段(图4)。

图4 隧道式烘干机气体置换工装示意图
1)上线段:换热器进入烘干流水线处,吹气工装安装在线体二边,达到置换铜管内部气体的目的。
2)中间段:在靠近燃烧室后面安装,此时的挥发油基本已是气态,达到含高浓度油的气体
3)下线段:在出烘干机主体尾部,此时铜管内部大部分高浓度含油气体已经置换,用相对更干净的空气进行置换。
根据预案增加三组吹气工装并实际进行评测,算出每组对油份的影响程度。实验验证:选取不同规格管径、同批次物料各28件,分为全部关闭气阀、开上线工装、开中间工装、开下线工装四种状态各测试7件换热器,最终出来的油份去掉上下限,得出5组数据;来推算换热器内部油份气化后的置换作用(如表1)。
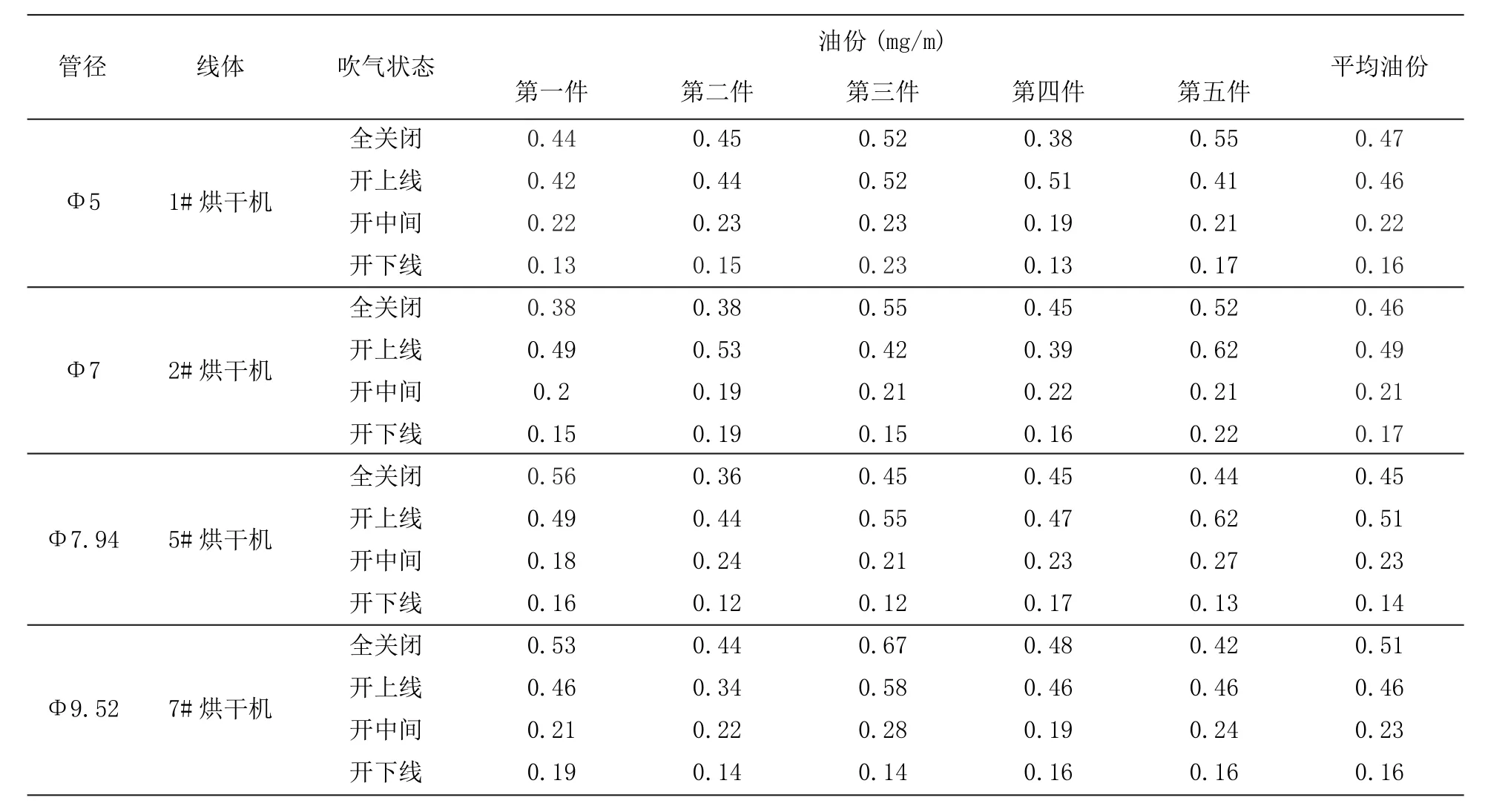
表1 油份测试数据
气阀全部关闭和只开上线工装时油份数据基本差不多,偶尔还有超出工艺范围数据,说明上线处对最终影响程度不大;而开启中间和下线工装时,油份数据有明显改善,且数据均合格,特别是下线处将内部气体置换的更加干净彻底。
3 解决方法
1)设备下线温度的设定,远程温度监控:对烘干机温度增加温度感应器,实时监控温度波动变化(图5),同时与设备进行联动,温度低于160 ℃自动停线,防止小火转换出现异常温度降到150 ℃以下。

图5 实时监控温度示意图
2)增加烘干机横向气流,便于换热器管内气体置换;在烘干线体主箱内增加气体置换工装,中间采用四排多孔尖嘴吹气工装、共计49孔尖嘴工装(左右各一个)(图6);此设计主要是考虑风源有效面积广,能够对不同规格的组件实现完美覆盖,能够将内部含油气体置换80 %以上。

图6 烘干机中间段置换气体工装示意图
烘干下线处为了防止常温压缩空气将气态的油液化,无法达到置换气体的目的,压缩空气连接管采用铜管,并在烘干线内部保证长度1.5 m以上用于吸热,将常温风变为热风;并选用可以增压的风刀作为吹气工装进行气体置换(图7)。此设计主要风源压力大换气非常快,且不会造成回流。

图7 烘干机尾段置换气体工装示意图
4 结论
换热器烘干过程中,应对烘干设备的中段和尾段按照气体置换工装有效保证油份的挥发,烘干前段无需安装,保证中后段气体压力。中段的气体置换工装采用四排多孔尖嘴吹气工装(49孔尖嘴工装);尾段增加热风风源,选用增压风刀作为吹气工装进行气体置换。
猜你喜欢
中国金属通报(2021年15期)2021-11-19
中国金属通报(2021年11期)2021-11-02
爆炸与冲击(2020年2期)2020-04-09
电子制作(2018年16期)2018-09-26
中央民族大学学报(自然科学版)(2018年1期)2018-06-27
天然产物研究与开发(2018年10期)2018-03-08
中成药(2017年7期)2017-11-22
青年歌声(2017年6期)2017-03-13
西藏科技(2016年9期)2016-09-26
现代农业装备(2015年4期)2015-12-15
