
多股线绳加捻制备中等长问题的探讨
2021-04-10 03:12宜昌经纬纺机有限公司李艳红汪斌潘松
纺织机械 2021年1期
宜昌经纬纺机有限公司 李艳红 汪斌 潘松/文
1概述
随着各种新兴纤维材料的成功研发,如高强涤纶丝、尼龙、芳纶、碳纤维、玄武岩等,由这些高性能纤维制备的线绳,其强度及伸长率与相应的钢缆相近,但重量仅为钢缆的10%,等重量时,其强度比钢缆高10倍之多,具有高强、高模、轻质、低延伸等优良的工程应用特性,同时还具备耐海水腐蚀、漂浮于水、操作方便等特点,被广泛应用到船舶、冶金、机械、矿山、港口、电力、渔业、运输、军事等领域。特别在工程应用中,被用作橡胶工业制品的骨架材料,如汽车轮胎、三角传送带、同步带、矿山输送带、承受中高压的胶管等。部分应用如图1所示。

图1 线绳的应用
随着市场需求和应用越来越广泛,对线绳制备技术装备的研发也越来越受到人们重视,一般线绳的制备工艺为:

在线绳制备技术中,捻线是一个关键工艺过程,对线绳的品质、强力等技术指标起到主要作用。宜昌经纬纺机有限公司是国内规模最大、品种最全,拥有自主加捻核心技术和专利,集研发、生产制造和销售各类捻线设备的高新技术企业,是国内“捻线机生产基地”,主要技术有环锭、直捻、倍捻、并络等成熟的工艺技术。本文重点讨论重型环锭加捻设备对多股线绳加捻中纱线等长问题的实践与探讨。
多股捻线,是指将多股有捻或无捻纱线进行并合加捻的工业过程。
等长指标是指随机选取捻线机捻制的线绳1米,将单丝充分解捻后,其单丝长度的最大差值。比如等长要求为10mm,即1米长的线,在充分解捻后,每根单丝长度最大差异小于等于10mm。
线绳强力是制作线绳的一个重要技术指标,强力除了在制备过程中纱线有损伤外,合股线单股的等长与强力有着较大的关系,等长差异小,强力保持越好,等长差异越大,则强力损失越多[1,2]。

表1 K3783型捻线机主要技术参数

图2 加捻机
2 试验设备简介
以宜昌经纬纺机有限公司生产的K3783捻线机为例,分析各种影响等长的因素。
K3783型多股加捻机,适用于各种化学纤维长丝如锦纶、涤纶、人造纤维及玻璃纤维的多股并合加捻,用以加工线、绳等产品。其主要技术参数,见表1。

表2 生产随机抽查,等长测试数据,单位mm
机器主要特点:纱线退绕可配置机上纱架或外置纱架,送纱机构为双罗拉气动压辊结构,钢领润滑为集中供油方式,锭子为独立电锭结构变频调速控制,配有停车时自动气动刹车,可单锭独立操作,具有原丝单丝断头单锭停车功能,见图2。

图3 双罗拉压辊送纱机构
3试验对比分析
试验条件:设备配置为双罗拉压辊气动加压,纱架为机上纱架。原丝为高强涤纶丝1500D,初捻品种为6股,复捻为3*6股,因此最终产品为18股1500D的线绳,合股纱27000D。
在设备安装调试完成,经过试样及测试,设备进入正常生产,按照上述规格品种,随机测试等长数据。
测试说明:每次试验随机抽取2卷纱,每卷纱间断的(不连续)取样10次进行测试。测试数据见表2。
技术要求中,该品种线缆等长要求为≤8mm。从实验数据看,平均值是满足标准要求的,但数据离散性大,部分测试数值超过了10mm,超过标准要求次数有6次。经过多次测试,数据结果与上述测试数据基本一致,需要解决的问题是,如何调整与改变,以改善等长指标,更好的满足标准要求,提高合股线的强力。
我们分析,纱线经过退绕、合并、加捻、卷绕的整个工艺中,影响等长的主要因素,在于若干根单丝的张力,合股前单丝张力一致性差或者波动大,则一定会影响到等长。由此,我们计划从送纱机构、丝道、加捻三角区、纱架形式等四个方面进行试验、测试、分析。
3.1改善送纱压辊的压纱力
送纱机构为双罗拉压辊机构,上压辊置于2只下罗拉中间,对罗拉的压力可通过气压进行调整。纱线径向退解后,经过换向轮、断纱检测装置、分丝轮,平行进入后罗拉。考虑到化纤长丝与金属表面的摩擦系数较低,上罗拉采用包胶罗拉,设计合理的压辊直径以增加纱线的包覆长度,同时,为适应多合股线绳的大张力退解,2只下罗拉呈45°角排列,上罗拉采用了气动加压方式,见图3。压纱力可根据纱线粗细及退绕张力进行调节,避免纱线与罗拉表面的滑移,确保纱线经过罗拉送纱时其速度与罗拉输线速度一致,从而确保纱线的加捻品质,理论上,合股纱线的等长与单纱在罗拉表面是否滑移相关。
试验纱成品为涤纶27000D,为3股9000D合股加捻制成,根据经验,纺纱压纱力一般在0.4Mpa,为改善等长效果,该实验将压纱力增大到0.65Mpa,测试数据见表3。
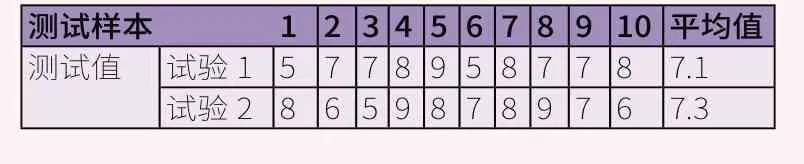
表3 生产随机抽查,等长测试数据,单位mm
试验数据说明,增加压纱力,对等长略有改善,效果不明显。
3.2改善丝道部件,由滑动摩擦改为滚动摩擦
纱线从卷装上退解后到进入罗拉前,会有比较长的丝道路径,并有多处比较大的折弯,一般纱线换向的位置,采用导纱杆的方式,纱线与导丝元件表面为滑动摩擦,现将纱线换向改为导轮方式,纱线与导丝元件表面为滚动摩擦,这样就改善了纱线与导纱元件的摩擦方式,减小纱线在换向时的张力波动,将有利于改善合股纱线的等长。经过现场试验,测试数据见表4。

表4 生产随机抽查,等长测试数据,单位mm
试验数据说明,改善丝道中纱线换向时的转向方式,由滑动摩擦改为滚动摩擦,对等长有改善,效果不明显。
3.3改变线绳输出前罗拉加捻三角区形态
多股纱线经过双罗拉压辊机构的输送,保持进入罗拉时的平行状态,在前罗拉出口与加捻点之间形成加捻三角区,将加捻点前移,两种结构示意图见图4。

图4 加捻点前移示意图
在这两种状态下,做对比试验,测试数据见表5。

表5 生产随机抽查,等长测试数据,单位mm
试验数据说明,改善加捻三角区形态,使平行喂如的三根初捻纱,在进入罗拉压辊的包覆区间至出罗拉后的一段,使其保持平行的状态,对等长的改善有一定的效果。
3.4改机上纱架为外置纱架
机上纱架,是将纱架安装在主机车面以上的部位,这种纱架可以有效的减少设备占地面积,但丝道短,纱线退绕张力波动大,且操作不方便。外置纱架,是指将退绕卷装设置在主机两侧,中间通过丝道部件进行连接,其优点在于丝道较长,纱线张力波动较小,操作方便。
在采用机上纱架进行试纺时,由于所加工品种较粗,特别是3根经过初捻的纱线在径向退解时,纱道较短,张力波动大,不利于合股线的等长,因此设计并制作了一组外置纱架进行试验,改前与改后,见图5。测试数据见表6。

图5 机上纱架与外置纱架示意图

表6 生产随机抽查,等长测试数据,单位mm
试验数据说明,通过改进纱架,延长丝道后,合股线等长改善明显,效果很好,能较好的满足用户对线绳的品质要求。
4 结语
1)通过实验可以看出纱线是分股入还是分丝入罗拉,对等长的影响并不大。
2)改善丝道部件状态,由过丝表面由滑动改为滚动,对等长的影响并不大。
3)通过对送纱机构压辊压力的调整试验,说明了对某一种线绳,当压力值达到某一数值时,再增加压力对等长没有改善,相反地却增加罗拉运行负载,轴承承受更大的径向载荷,因此送纱机构压纱力选择应该综合考虑。
4)退绕方式。机上纱架,由于丝道短,每一根纱线退绕张力一致性差,波动大,合股等长效果不理想;采用机器外置纱架,丝道长,有利于单丝退绕张力的一致,且波动小,合股纱等长效果好,但缺点是设备占地面积较多。
综合以上结论,可以发现,改善加捻三角区位置,改内置纱架为外置纱架退绕,都会取得比较好的捻线效果。实际生产中,需要根据所捻纱线的规格、品种、合股纱股数、捻度等来选择合理的工艺参数及纱线退绕方式,以获得优良的制线品质。
猜你喜欢
玻璃纤维(2022年4期)2022-09-26
橡塑技术与装备(2022年5期)2022-05-17
合成纤维工业(2021年5期)2021-10-31
科学与生活(2021年10期)2021-09-10
纺织科技进展(2021年1期)2021-01-27
纺织报告(2020年10期)2021-01-19
合成纤维工业(2020年4期)2020-09-16
纺织报告(2020年3期)2020-07-13
科技与创新(2018年23期)2018-12-18
橡塑技术与装备(2018年21期)2018-11-13
