
浅析PCM快速成型技术
2021-04-21 14:15侯伟健魏秀宾徐光磊
汽车实用技术 2021年7期
侯伟健,魏秀宾,徐光磊
浅析PCM快速成型技术
侯伟健,魏秀宾,徐光磊
(山东格瑞德集团有限公司,山东 德州 253000)
随着我国新能源电动汽车的快速发展,对电动汽车的性能要求也越来越高,其中电动汽车轻量化问题占据了首要位置,作为新能源电动汽车动力电池的上盖也成了主要减重目标。文章主要介绍PCM快速成型技术、产品成型工艺及设备需求,并通过对PCM快速成型技术的介绍、技术优势、原材料与设备需求情况进行浅析,简述技术的应用现状、技术发展必要性及优化改进的建议。
PCM;FRP;电池盖;原材料;轻量化
1 前言
新能源汽车进入了迅速发展的时期,动力电池的能量密度等也不断提升,因此对高能量密度的电池安全问题的关注度也越来越高。轻量化是目前电动汽车发展的重要方向,是节能减排的重要手段[1-2]。作为电动汽车关键部位的电池箱盖,其轻量化也是提高车辆续航里程的重要途径。
经过近几年的不断研究开发,现有电池箱盖主要采用玻璃纤维增强树脂基热固性复合材料(FRP)及玻璃纤维增强聚丙烯热塑性复合材料(PP)制成,其中包含的成型工艺有SMC、RTM及LFT-D等工艺,因工艺技术及原材料的限制电池盖的厚度均在3mm以上,故电池盖重量无法继续降低。PCM快速成型技术的出现,利用玻璃纤维环氧预浸作为原材料,电池盖成型厚度最小可达到0.9mm,因此电池盖重量可减少40%以上,此种电池盖的性能参数也远远超过设计标准,为电池安全带来保证。
2 PCM快速成型技术概述
PCM快速成型技术是基于快速固化环氧预浸料以及结合模压工艺产生的一种快速成型工艺技术。
电池盖快速成型工艺流程包含预浸料裁剪、预浸料铺贴、模压固化、后加工等,流程如图1所示:
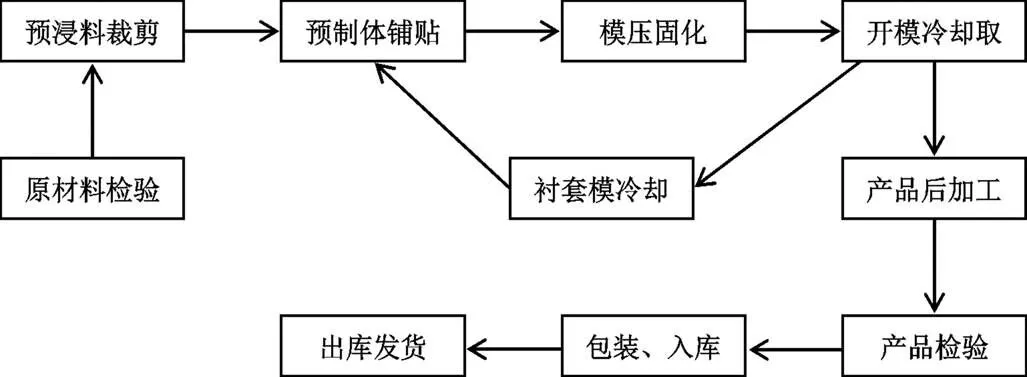
图1 PCM快速成型技术流程图
(1)利用FiberSim软件对产品进行铺层设计,输出二维裁剪图纸,操作自动化裁布机对所需预浸料进行程序化裁剪,完成需要的料片形状裁剪,为下一步准确铺贴做好准备工作。
(2)操作人员在待用的转移衬套模上进行产品预制体铺贴,严格处理边角对接位置,避免模压时影响产品性能。铺贴过程中需在20-25℃的洁净房间内进行,来确保操作过程中的方便性与准确性。
(3)衬套模定位后,利用五轴机械手将铺贴完成的衬套模放置在加热模具体上,操作液压机,主缸下行合模,电池盖进入固化阶段,加热模具型腔内温度控制在150±5℃,产品单位投影面积内压强在1-2Mpa之间。固化完成后将衬套模转移,开启大功率工业风扇对电池盖进行风冷后脱模流转。
(4)电池盖成型后,利用五轴机械手激光切割设备对产品各个安装孔进行精确切割,完成电池盖的最终加工。
(5)电池盖进行气密性检测以及尺寸检测。根据新能源汽车自燃的分析,大部分是由电池包进水短路造成,所以电池盖气密性的好坏直接影响到pack电池包的安全性,电池盖的气密性检测必须要严格执行。
快速成型技术中,衬套模需要多个同时进行人员铺贴,才可以保证快速成型的节拍,现阶段宁德时代新能源(CATL)已采购多家具有此工艺技术厂商的电池盖,并且在订单量上呈增加的趋势。
3 PCM快速成型技术优势
表1 三种工艺成型电池盖性能对比表
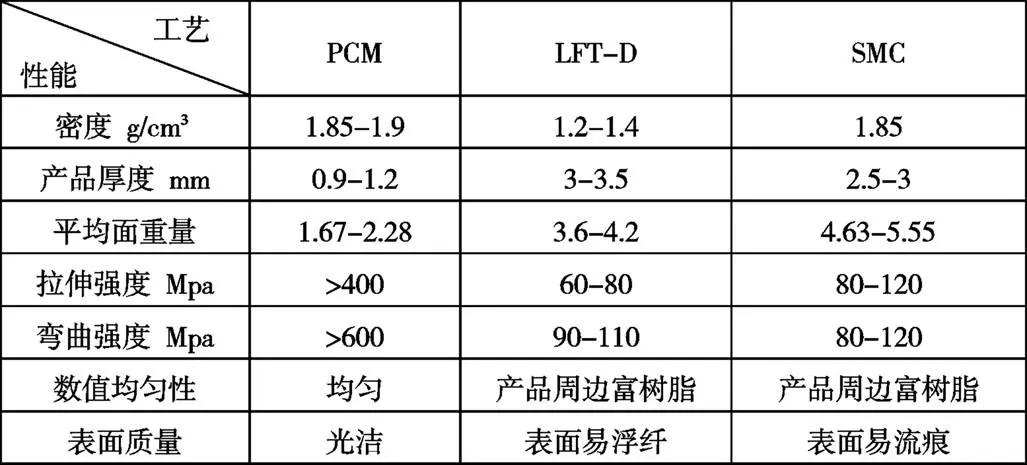
随着新能源汽车的不断发展,FRP、PP量产新能源电池盖的需求量也越来越大,作为汽车轻量化的方向上的主要部件,电池盖持续减重也至关重要。现有主流工艺性能参数比较如表1所示。
3.1 轻质、高强、高表面质量
(1)从平均面积重量性能参数看出,同类产品PCM减重≥40%。
(2)拉伸强度、弯曲强度与产品厚度的乘积,即为产品的强度,从表中数据可以得出,三种玻璃钢成型工艺,PCM的强度优势也十分明显。
(3)由于PCM成型工艺中,基体树脂流动相对很小,不会造成周边富树脂区,通过控制预浸料的树脂含量,能确保产品表面光洁,无玻纤痕和树脂流痕等缺陷。
3.2 成型效率
针对量产电池箱上盖,设计的方案是:每套模具配套3-5套衬套模,将预制体的制作与模压工序同步,每套模具的生产节奏可控制在10-15min/件。
4 PCM快速成型技术原材料支持
PCM快速成型技术的关键成型材料为玻璃纤维增强环氧快速固化预浸料,目前参与技术开发的项目所用的基本都是江苏恒神股份有限公司的EV101-UL 预浸料。
EV101-UL预浸料是一款阻燃环氧材料体系,可满足电池盖阻燃要求。织物预浸料纤维面密度为 200~650g/㎡,完全满足目前成型工艺的设计需求。 EV101-UL 系列预浸料树脂含量可以根据工艺要求进行调整,树脂含量偏差为±3%,可满足电池盖表面光洁度要求;同时按工艺要求可调节固化温度、固化时间,大大满足了工艺多样化的需求。
利用PCM快速成型技术工艺(150℃×5min)成型的玻纤织物预浸料层压板典型物理性能如表2所示:
表2 力学性能表

注:*预浸料纤维体积含量为 60%。
表3 阻燃性能表

5 PCM快速成型技术设备需求
目前已有较为成熟的PCM快速成型生产线及设备,自动化设备模块为快速成型技术提供了坚实的基础。为了能达到快速成型需求,目前生产线配备的自动化设备主要包含:
(1)自动化裁布机。FiberSim软件提供精确铺层图纸,自动化裁布机高效准确的裁剪预浸料样片。
(2)衬套模。采用P20模具钢加工的薄壳体衬套模,加快了温度传导速度,减少了成型节拍;表面呈亮光泽面,为电池盖外观提供保障。目前台州优普塑模有限公司加工此工艺技术用模具相对成熟。
(3)五轴机械手。利用ABB机械手臂对衬套模进行转移放置,准确放置定位杜绝了人员操作不当对衬套模的磕碰及损伤,缩短了操作时间。
(4)四柱式液压机。使用厦门泰田液压制造高精度四柱式液压机,进一步控制产品的成型精度。
(5)高精度激光切割设备。采用五轴激光切割设备,保证产品安装孔的加工精度。
(6)自主研发通用气密检测设备。全尺寸工作台面,满足各种型号规格的电池箱盖进行测试,气体泄漏量测量准确,全自动一键操作。
6 结束语
PCM快速成型技术作为新能源汽车电池盖生产的一项前沿技术,相比于SMC、LFT-D成型工艺,电池盖具有超薄的主体、超高的物理性能以及较优的制造环境。有着良好的经济效益和市场前景,目前国内多家复材制品公司已有产能布局,并已经在乘用车和商用车电池上应用,量产经验有待结合量产项目去进一步积累和完善。
PCM快速成型技术模具方面设计还是重中之重,目前国内制作经验还有所欠缺,建议与模具厂、主机厂、材料供应商等各方合作,积累经验进行模具优化使电池盖表面效果更加完美。
[1] 武万斌,年雪山.汽车轻量化技术发展趋势[J].汽车工程师,2017 (01):15-17.
[2] 郑斯泽.汽车轻量化技术[J].科技与创新, 2016, 000(001):131-131.
Brief Analysis of PCM Rapid Prototyping
Hou Weijian, Wei Xiubin, Xu Guanglei
(Shandong Great Group Co., Ltd., Shandong Dezhou 253000)
With the rapid development of new energy electric vehicles (evs) in China, the performance requirements for evs are becoming higher and higher, and the issue of evs'lightweight occupies the primary position, as a new energy electric vehicle power battery cover has become the main target of weight reduction. This paper mainly introduces the PCM Rapid prototyping, product forming process and equipment requirements, and analyzes the PCM Rapid prototyping's introduction, technical advantages, raw materials and equipment requirements, the application status, necessity of technological develop -ment and suggestions for optimization and improvement are briefly described.
PCM; FRP; Battery cover; Raw materials; Lightweight
10.16638/j.cnki.1671-7988.2021.07.040
U466
A
1671-7988(2021)07-126-03
U466
A
1671-7988(2021)07-126-03
侯伟健(1993.03-), 男,汉族,本科,就职于山东格瑞德集团有限公司,主要从事纤维增强复合材料技术及应用研究。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
汽车实用技术(2022年11期)2022-06-20
中国药学药品知识仓库(2022年10期)2022-05-29
汽车实用技术(2022年9期)2022-05-20
汽车实用技术(2022年5期)2022-04-02
科学与财富(2021年33期)2021-05-10
阅读(快乐英语高年级)(2021年11期)2021-03-08
当代陕西(2019年7期)2019-04-25
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
