
自动生产线中料位记忆功能的开发应用
2021-04-23 04:40邵卿
商品与质量 2021年16期
邵卿
通用技术集团大连机床有限责任公司 辽宁大连 116620
1 开发背景
随着现代工业技术的进步与发展,自动生产线早已广泛应用于机械、制造、化工、印刷、汽车、食品等行业。自动生产线不仅改善了劳动条件,减轻工人的劳动强度,而且能够确保生产安全,提高劳动生产率和产品质量,同时能降低能源及原材料的损耗,节省辅助加工时间,最终降低产品制造成本。为了响应国家节能的要求,自动化生产线增加了有工件时加工,无工件时待机的功能,同时自动化生产线的应用范围增加也相应的产生了一些问题:1.有些加工工序由于位置紧凑,不适合增加料位开关;2.自动生产线自动运行一段时间后,料位开关本身出现故障或料位开关固定位置松动,导致信号出错,甚至漏序断刀等等;3.断电或机床发生故障时,工件状态确定不了导致二次加工,浪费了能源。为了解决这些问题,在程序中开发了料位记忆功能。
2 料位记忆原理
料位记忆功能是通过程序的处理,在自动化生产线中各个存放工件的位置上生成一个软开关位,软开关位的接通和断开状态表示工件的有无状态。首先在自动生产线的进料位置处,根据工件的料位开关形态设定料位记忆功能的初始值;然后通过编写程序实现自动化生产线运行时,工件的移动导致的各个存放工件位置的软开关状态的改变,最终记录了自动化生产线中各存放工件位置的软开关形态。
3 具体PLC 实例方法
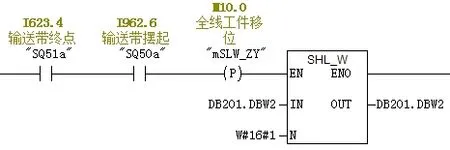
自动化生产线中工件的移动主要通过输送装置,如输送带、桁架机械手、机器人等等。本文主要阐述通过输送带输送工件的方式来开发料位记忆功能的方法。某一项目的自动生产线采用输送带输送工件,控制器采用西门子PLC,选用移位功能块SHL_W进行编程。由这种功能实现的料位记忆信号需要机床断电后仍然存在,因此使用DB块进行编程处理。
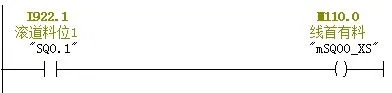
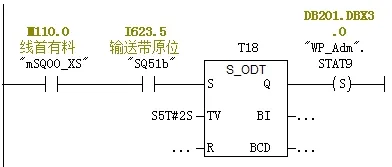
先用线首料位开关对料位记忆初始值进行赋值。
通过输送带的移动对料位记忆功能中的值进行移位。
当料位记忆功能中的功能位状态为“1”时,此功能位对应的自动化生产线中的相应位置有工件;功能位状态为“0”时,此处实际位置无工件。因此料位记忆功能可看作软件开关,根据其状态可知生产线中每个存放工件位置有无工件。具体编程应用时,将单机料位开关与料位记忆功能一起处理,做软件料位使用。当二者状态相同时,判定自动化生产线中工件状态正确,二者状态不同时,判定工件状态错误,报警,激活预停指令,使机床下一次循环停止运行。
在人机界面中增加“料位记忆”功能画面,通过人机画面可监控、修改料位记忆功能状态。通过查看料位记忆功能状态可实时掌控自动化生产线中工件的状态。当出现报警时,将画面上记录的料位记忆功能位状态与实际位置处的工件状态进行比对,可迅速找出是实际位置中工件状态不符,还是料位记忆功能位的故障。

4 结语
通过料位记忆功能的开发,无需增加硬件成本,仅通过程序就实现了自动化生产线中料位记忆与料位开关的冗余控制,解决了生产线加工过程中的漏序问题,避免了自动生产线发生故障恢复后的二次加工问题,使有工件加工,无工件待机的生产方式得以实施,既保障了生产的顺利进行,也实现了生产单位节能的需求。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
科海故事博览·下旬刊(2022年4期)2022-05-07
模具制造(2022年3期)2022-04-20
智能制造(2021年4期)2021-11-04
智能制造(2021年4期)2021-11-04
计算机与数字工程(2021年7期)2021-08-08
模具制造(2021年6期)2021-08-06
矿山机械(2021年2期)2021-03-03
科技创新导报(2019年16期)2019-11-13
