
一种新型PLC 联合控制包封设备的设计与应用研究
2021-05-02 12:52GunhoiKim
科技创新与应用 2021年12期
陈 旭,Gun-hoi Kim
(全州大学 机械与汽车工程系,韩国 全州 430074)
现在市场上采用小型塑膜包装的模型包封效率低下且包封精度不高,鉴于目前劳动密集型、小微产业生产率不高的现状,设计搭建一种包封模型。
该设计采用一种立式组合挤压包封模式,通过PLC 自动控制系统使这台机器从堆叠的面包片中把所需切片面包喂入生产系统,通过皮带输送机将面包片喂入奶油卸料装置、定位装置、包封塑模装置下,直至完成整个成型过程。
最后评估其奶油夹心面包包封系统原型的效能。所考虑的预期性能是:卸下的奶油重量范围为45±3g,奶油夹心面包的包封能力至少为每分钟8 片。同时评估奶油的出料精度、夹心面包的包封效率及原型包封系统的经济可行性。
1 包封设备的系统结构与流程
1.1 搭建系统结构
夹心面包包封系统(H1840×L2610×W640mm)是定制设计制造的全自动顺序程序系统(图1)。该系统包括:控制单元、带式输送机、下切面包弹出单元、卸料单元、上切面包弹出单元、定位单元、包封单元和控制单元,通过可编程逻辑控制器(PLC 控制面板)进行控制。
1.2 包封设备工作流程
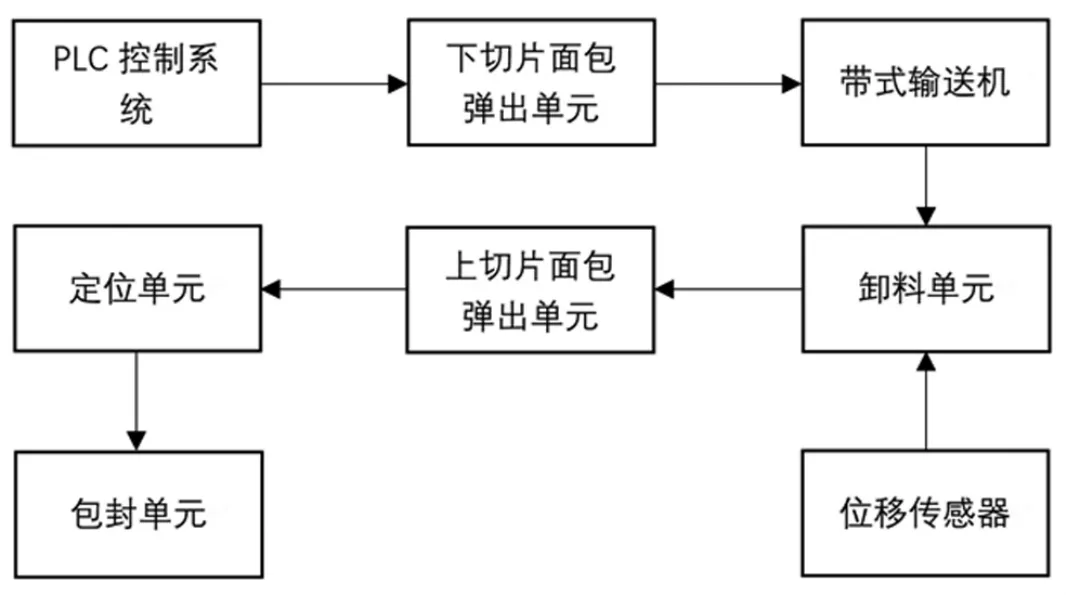
图1 系统结构流程图
下切片面包弹出装置是由食品安全透明塑料板制成的一个方形容器(W530×D140×H535mm)、一个弹出板和四个挡板组成(图2)向带式输送机的输送方向水平移动,当推板完全弹出时垂直安装在每个柱子上的阻塞杆由气缸带动下放至凹槽处使面包片放置在带式输送机上,随后弹出板回缩至原始位置。
卸料装置由料斗、腔体、四个卸料喷嘴、电动机和旋转连接杆组成,通过PLC 控制电动机旋转带动出料轴的旋转杆运动,将奶油从料斗中拉出到腔体。腔体内的奶油通过两个活塞的往复运动推动,四个喷嘴将腔室中的奶油排到切片面包上,上切片面包弹出装置的原理和结构与下切片面包弹出装置相似,只是比前者方形容器高67mm,允许从带式输送机表面垂直的空间输送。

图2 下切片面包弹出装置示意图
定位装置由一个矩形框架和两个气缸组成,气缸控制矩形框架的水平和垂直往复运动,将奶油夹心面包推送到包封装置下。定位单元与带式输送机联锁,定位四个奶油夹心面包,定位单元的操作由带式输送机的开/关控制初始化(图3)。

图3 定位装置示意图
包封单元由四个气压缸和型腔模具组成。型腔模具的设计是一个可垂直移动的半模,而底板被替换为下半固定模架(图4),四个夹心面包放在一个扁平的铝床上(即下半固定模架),被四个模腔的边缘覆盖,同时压力机被抽出时面包屑是通过空腔模具的外部挤压剪切而产生的。
2 PLC 流程设计
设备采用西门子PLC 控制系统,该系统主要是通过控制柜完成数据信息采集并处理模拟信号,通过变频器完成电机转速的动态调节(如图4 所示)[1]。
根据流程图设计电气控制电路(图5),其中包括开关按钮、位移传感器、延时继电器等元器件,利用EPLAN软件绘制部分电机主回路和控制回路,并进行测试(如图6 所示)。
3 实验测试及分析
实验前依据旋转杆的旋转周数估算从卸料装置喷嘴排出的奶油量,用电子秤测量了纸杯中收集到的奶油重量,扣除了纸杯的自重。此试验重复30 次,取每个喷嘴的数据,并将奶油的重量范围进行比较将其归类,确定超出范围与奶油排放总量的比率。包封率是指包封奶油夹心面包的成功次数。用型腔膜具包封的不完整性被归为失败包封(包括表面无法粘合)。在本实验中,通过观察切片面包的外观状态来评估包封失效。
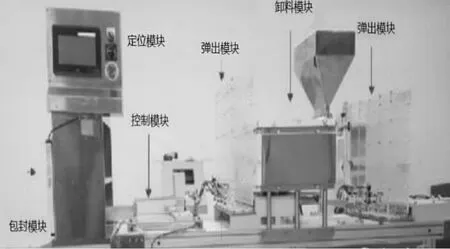
图4 机构工作结构示意图
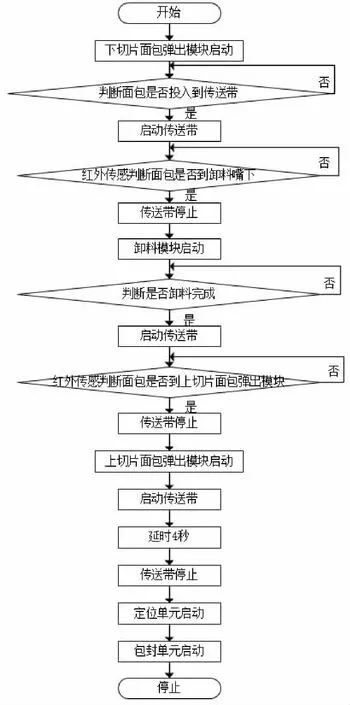
图5 控制顺序流程图
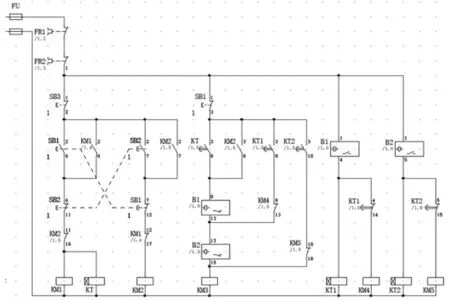
图6 部分电气控制接线图
对于从顶部卸下的奶油可接受重量范围为42~48g。从图7 看出42 克以下的有7 个样品,48 克以上样品的有2 个,共120 个样品,超标率为7.5%。86.7%的样品从喷嘴1 到喷嘴4 的重量为42 到46 克。

图7 喷嘴卸料散点图
从图8 可以看出在30 次重复试验中,喷嘴1 到喷嘴4 排出奶油重量的最小值、平均值和最大值,且最低与最高之间的范围。平均值之间存在着显著的统计学差异,从4 个喷嘴的120 个样品中排出的奶油平均重量在43.7~44.5g 之间。

表1 喷嘴卸料可靠性指标数据
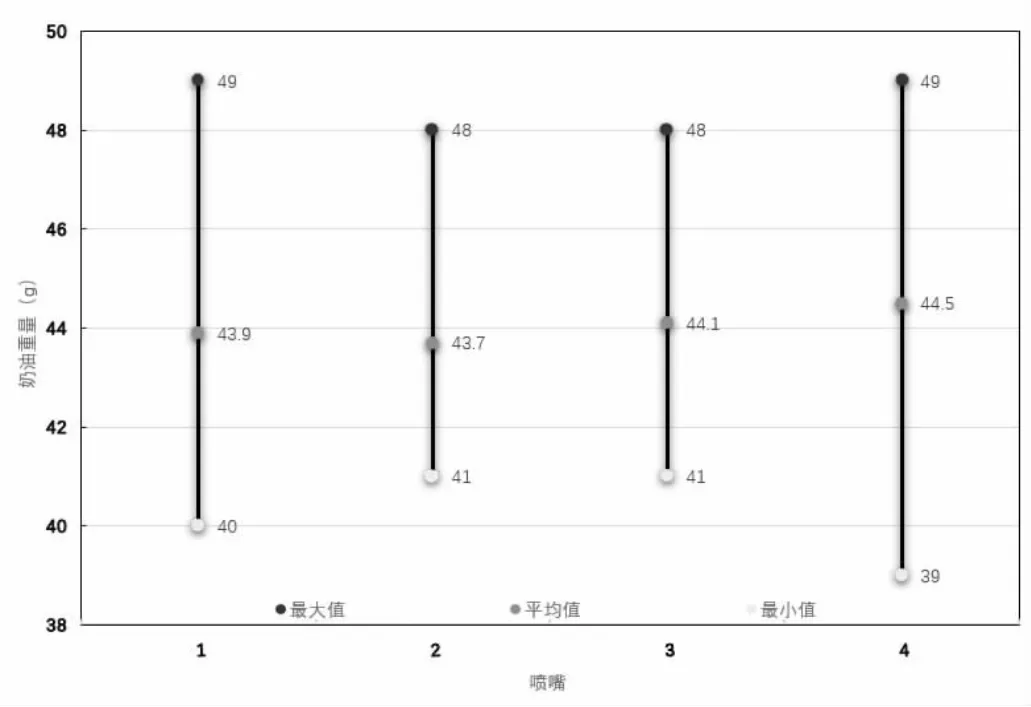
图8 奶油重量示意图
依据统计学原理计算出4 个喷嘴排出奶油的平均值、标准差、平均误差,得到总体样本统计参数的95%置信区间(如表1)。
实验结果与系统卸料性能具有可靠性。从顶部卸下奶油的重量被认为是稳定可靠的,足以满足包裹需求。在120 个样品中包封装置包封率为93.2%。
4 结论
依据生产需求设计整体包封系统结构和流程,并通过设计PLC 自动化程序控制生产设备,解决复杂的工控流程达到所需包封效率。
通过实验数据分析,对PLC 全自动顺序控制夹心面包的制造装备性能进行了评估,并通过统计学的可靠性研究,结果表明:PLC 顺序包封系统完全达到了生产刚需,提高了生产率、降低了生产成本。
猜你喜欢
新作文·小学低年级版(2022年5期)2022-08-30
阅读(快乐英语中年级)(2022年3期)2022-03-30
家庭影院技术(2020年11期)2020-12-28
防爆电机(2020年5期)2020-12-14
现代装饰(2020年8期)2020-08-24
红领巾·探索(2019年9期)2019-10-09
建材发展导向(2019年11期)2019-08-24
小学生作文(中高年级适用)(2018年5期)2018-06-11
美食堂(2017年8期)2017-08-14
山东工业技术(2016年15期)2016-12-01
