
自动拧紧技术浅析
2021-05-17 15:05王武葛阳
汽车实用技术 2021年8期
王武,葛阳
(陕西重型汽车有限公司,陕西 西安 710200)
引言
运用螺纹使零部件结合是最常见的零件装配方法之一,拧紧机是重工业生产现场装配作业最常见的设备,可将定制强度螺母以一设定扭矩旋紧于螺栓之上。常出现于汽车工厂中前伸梁与车架连接、转向机螺栓拧紧、平衡轴与车架连接螺栓、推力杆螺栓拧紧、后桥骑马螺栓拧紧、轮胎螺母拧紧等重点关乎整车工艺质量及行车安全的装配工位。在车辆装配过程中,零部件的结合方式有很多种,其中采用螺纹拧紧工艺进行连接是最可靠的方法,其特点是装配快速,方便,更换修正快捷便利,也是车辆装配所有环节中最常见的方法之一。
1 螺纹联接过程中力的分析
螺纹联接过程中,所受外力共有四种:扭转力,剪切力,拉应力和弯曲应力。拧紧的实质是将适当范围的夹紧力作用在结合区,其下限是由本身联接结构的功能锁定,下限值是保证被联接件在使用中可靠贴合;而其上限是由两者强度决定,螺栓拧紧时,轴向力和扭转力最终共同作用到螺栓上直至螺栓发生屈服变形,即出现了永久的伸长变形,当拧紧后可以测量出来。认识到这种永久变形最开始出现在螺栓体最外圈,然后逐步向内圈扩展。如果某处的应力超过了材料极限螺栓就会开始断裂合格的夹紧力须保证被连接件在预紧和使用中不会发生过度形变,甚至压缩,断裂。
在实际拧紧过程中,我们要控制的力是加紧力,然而目前还没有一种准确的方法可实现对夹紧力的精确控制,因此我们转向控制影响夹紧力的角度或力矩。
夹紧力在贴合后随着角度线性增长,如图1所示。可以描述为:F=K·A。

图1 夹紧力与角度关系
夹紧力 F通过螺栓头下摩擦、螺距和螺纹副摩擦转化为扭矩:T=F×r,T为扭矩,F为施加力,L为着力点到轴的距离。典型的螺纹联接,螺栓头和工件表面摩擦力,螺纹副之间摩擦力,仅仅约10%的拧紧扭矩转变为实际夹紧力,如图2所示。
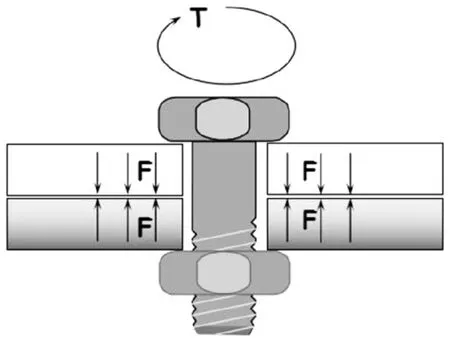
图2 夹紧力与力矩关系
在拧紧螺母时,其拧紧扭矩M需要克服被旋合螺纹间的摩擦力矩和螺母与被联接件(或垫圈)支承面间的摩擦力矩,并使联接产生预紧力P,它们的关系为:M=KDF×10-3;其中D:螺纹公称直径(mm);F预紧力(N);K:阻力系数。
在一般地制造装配环节,预紧力F取螺栓破坏荷载的70%-80%,破坏荷载是材料的屈服极点与螺栓有效面积乘积,通常在0.1-0.3之间,一般取中间值0.2。
根据中国汽车行业标准,汽车用螺纹紧固规范提出了标准[1]:
螺纹紧固件标准拧紧力矩:M=0.142DF×10-3
螺纹紧固件最小拧紧力矩:M=0.114DF×10-3
螺纹紧固件最大拧紧力矩:M=0.17DF×10-3
在装配时大多数螺纹都必须拧紧,确保连接在受工作负荷之前,预先受到力的作用,这个预先附加的力叫做预紧力。预紧力的意义是增强部件连接的可靠性及紧密型,防止出现缝隙或滑动。螺纹的联接对螺栓总载荷,联接临界点载荷,抗横向的载荷能力以及密封性产生影响。过小或者过大的预紧力都会对工件的可靠性构成隐患,故预紧力精度,大小,准确度至关重要。螺纹拧紧质量控制的关键不是拧紧控制的扭矩,而是轴向的预紧力,通过灵敏型动态扭矩传感器精确控制轴向预紧力。
2 最大预紧力理论[2]
预紧的过程中,预紧力过大将会使螺纹发生静力破坏,或螺纹齿牙被压断,甚至发生断裂。其在螺栓上的应力称之为σ。因为拧紧扭矩的作用,又产生了切应力τ。根据力学强度理论,其等效应力σ0。

通常情况下允许螺栓工作载荷引起的拉应力增量为0.1σs,由力学理论可得,τ/σ=0.5,代入式中,可得σmax=0.7σs,即最大的预紧力尽量须在屈服点附近70%。
2.1 预紧力与转角关系
在影响因素最小的条件下,即使施加相同的拧紧力矩,其预紧力偏差也在±25。所以须对预紧力F与转角θ关系进行分析。
转角即位移量:s=Pθ/360°;
其中θ为转角;P是螺距;
由于不同联接件的刚度比不同,转动螺母一面压缩零件,一面拉伸螺栓,类似两个弹簧,系统刚度Cs=CbCj/(Cb+Cj),Cj-被联接零件刚度,Cs-系统刚度,Cb-螺纹刚度。
在拧紧过程中,最开始的几周内不会有预紧力,预紧力产生于接触联接后,随伸长量迅速增加。由前面系统刚度公式得出预紧力F与转角θ为线性关系。
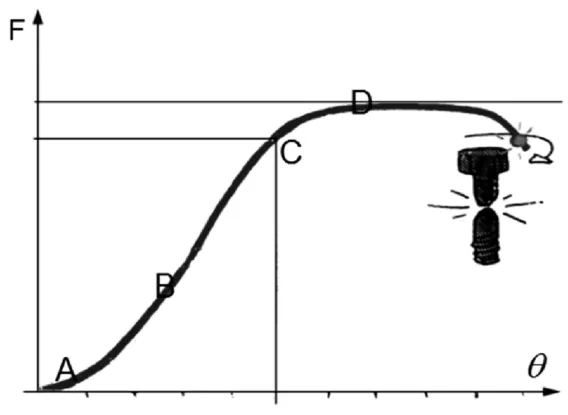
图3 F和θ关系曲线
如图3所示,原点到A为空转,此时无预紧力;AB之间是贴近过渡过程,BC可近似线性,从C点开始屈服,CD为屈服后曲线。
2.2 预紧力与伸长量关系
伸长量在预紧力屈服之前关系是:δb=F/C=Fl/(EA),其中δb为伸长量,E是弹性模量,A为螺栓横截面的面积,l是螺栓长。
可见,预紧力与伸长量成线性关系,由于摩擦系数和刚度关系,难以估计,故只需对比拧紧前后长度差就可知道准确伸长量,这样控制预紧力精度最好。
3 螺纹拧紧的控制方法
在拧紧控制的方法中,通过比较,结合重型汽车实际装配过程中的特点,选用较先进、精度高的扭矩-转角法[3],同时实现扭矩-转角监控法的应用,可适用于实际装配场所。
是根据螺纹副内螺母转角与螺栓预紧力之间关系形成的方法。先将螺纹件拧紧至规定扭矩后,一般为最终装配的25%,而后再转动螺纹件至规定角度。转动角度为前期测量或实验取值。
常用扭矩—转角法有两种,一种是将连接件拧紧至屈服点之上,产生形变,称为塑性区,如图4所示,此时预紧力与屈服点有关。
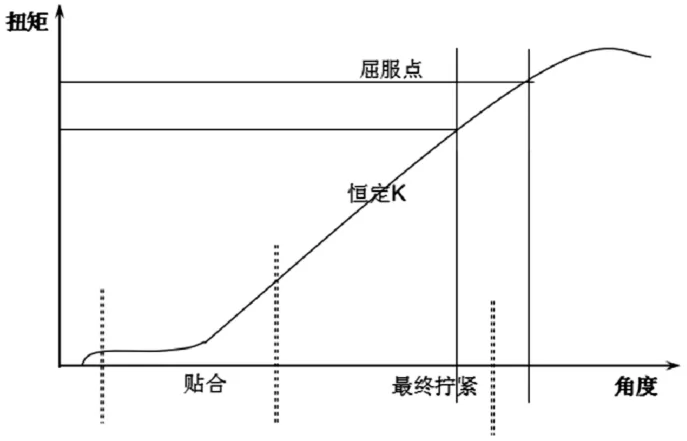
图4 扭矩-转角塑性区
一种是弹性区域,其中预紧力F和转角θ的关系为F·S=CaPθ/360°,其中Ca为系统刚性强度,可推出预紧力F和转角θ的关系,如图5所示,与Ca成正比。
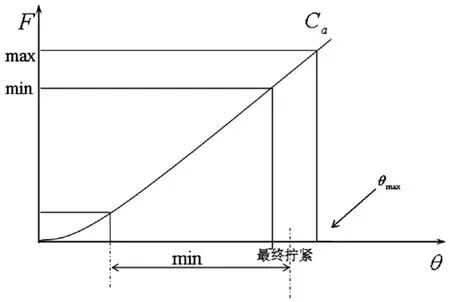
图5 扭矩-转角弹性区
尽管在拧紧过程中摩擦因素对阶段预紧力有影响,但是影响甚微,如图5所示,仅仅影响起始阶段,在角度阶段,摩擦因素对转角所产生预紧力无影响,因为弹性区内Ca是恒定的。此时F仅与伸长量相关,根据前面提到的F与S成正比,即当θ为360°时,伸长量为一个螺距,此时控制精度显著提高。
根据扭矩-转角法要求,运用小型PLC控制器,基于对平衡轴拧紧工艺的分析,提出基于多PLC模块的多轴拧紧控制系统,该系统由输入显示界面(显示单元)、主控制单元、轴控制单元组成;轴控制单元均采用独立的模块化版本结构,使用高性能中小型PLC,主控制单元采用相应的PLC协调各轴控的动作。
轴控制模块和主控单元分别采用欧姆龙[4]CP1H-XACP1H-XA-N,该型号控制器具有高精度,扩展性强的特点,同时具备中型控制器的部分功能;该控制器集成4轴高脉冲输入/输出、2通道D/A.4通道A/D模拟量传输等功能,可扩展功能卡RS-422、RS-485、RS-232,可实现控制器之间及控制器和工控机之间的数据流。运用Link协议使主控制器连各接轴控单元,可实现对多个轴控单元转角,转速模式,传感器测距数据的获取,PLC使用RS-232串口可与可编程终端交互,对拧紧策略进行调整。
当加载任务时,拧紧工作的执行和检测是根据扭矩-转角法的原理执行的,故加载的过程分为两个环节,即扭矩控制和角度控制。在角度控制同时对扭矩实时监控,实现监测的目的。
(1)其动作执行顺序可分为:低速认帽,即按下启动开关后,气缸驱动执行箱体下降,拧紧套筒向螺栓逼近,气缸达到下位后,操作者抓住拧紧箱手柄将套筒对准螺栓进行认帽,伺服电机低速正转,进行预订时间内认帽。
(2)高速拧紧,认帽完成后,电机进入高速转动状态,拧紧端迅速消化完空行程,拧紧头高速转动时,控制器实时采集各拧紧单元的传感器数据,判定是否达到预设值。
(3)中速拧紧,也称为次高速状态,即当实时采集的扭矩值达到预设值后,伺服电机平稳转动,这时控制器仍然实时采集传感器信号,判定是否到达预设起始扭矩。
(4)中停等待,当拧紧扭矩达到扭矩-转角法中所测算地起始扭矩的时候,对该轴停止电机动作,待其他轴达到预设起始扭矩。
(5)低速拧紧,待各轴达到起始扭矩,各轴电机进入低速角度控制阶段,各控制器实时采集伺服电机的电机编码器反馈信号,计算角度与规定预设标准角度进行比较。若超出角度控制上限则终止电机转动。
(6)卸荷,达到规定合格预设角度范围后,此时拧紧轴反转,套筒端与螺母分离。
只有当角度达到预设值范围内,该次拧紧任务才算合格,此时拧紧面板合格指示灯亮起,完成拧紧任务。在拧紧过程中,发生紧急情况时,操作员可以选择“停止”按钮,程序任务中断,结束任务,选择其他模式,系统退出当前加载执行任务同时进入任务。
综上加载拧紧步骤可得出控制拧紧的算法流程框图,如图6所示。

图6 加载任务流程框图
4 总结
作为工业生产中质量控制关键工艺的重要组成部分,拧紧工艺是否,从标准件的选用到拧紧流程的控制,再到拧紧结果的检测,每个环节都至关重要,任何一个环节的优化改造升级,对拧紧工艺的控制都会产生质的飞跃。当然,所有的优化都要遵从受力学的基本原理,因为拧紧的本质就是对力的控制,只有把握好最基本的控制原则,再寻求工艺的优化和升级,才会得到稳定牢固的产品。
拧紧控制方法是汽车零部件组装的核心,也是企业质量的生命线,业内有很多企业运用组态软件或嵌入式的方式进行管控,这样的方式在数据采集和应用方面的能力较差。伴随着工业4.0的临近和数字化工厂的建设,在大数据应用和挖掘方面是多方争抢的一块战略重地,本文所设计的系统在数据应用层面还有很大的升级扩展空间,随着工艺水平的升级,产品的更新换代,对制造工艺的要求也会越来越苛刻。同时,随着自动化水平的不断提高,新型控制器和传感器的发展,将会出现一批高集成高精度的自动化拧紧设备,这会使重型汽车装配的效率大大地提升。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
汽车实用技术(2021年18期)2021-10-11
数码设计(2020年3期)2020-08-21
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
小资CHIC!ELEGANCE(2019年20期)2019-07-02
中国建筑金属结构(2018年4期)2018-05-23
环球市场信息导报(2017年6期)2017-06-15
