
钳口压力棒对集聚纺纯棉精梳细号纱质量的改善分析
2021-05-21 09:37盛庆石
纺织器材 2021年2期
盛庆石
(山东飞泰纺织有限公司,山东 莘县 252400)
在BS516型棉纺环锭细纱机上应用四罗拉负压集聚纺纱装置配钳口压力棒,试纺CJ 5.83 tex和CJ 9.72 tex品种,结果发现在合适的工艺配置条件下,钳口压力棒对集聚纺细号纱质量指标改善明显、效果较好[1-2]。
1 集聚纺CJ 5.83 tex纱
1.1 试纺一
在第167号BS516型四罗拉负压集聚纺纱装置的棉纺环锭细纱机上,在同锭、同粗纱条件下,改变钳口隔距块、钳口压力棒和网格圈空隙率,对比集聚纺CJ 5.83 tex纱成纱质量,具体数据见表1。
从表1数据可知:在网格圈空隙率为30%、使用2.75 mm钳口压力棒和后区牵伸倍数为1.29时,方案2成纱指标最好;方案2和方案3仅调整网格圈空隙率由30%变为28%的成纱指标未改善。因此,选用方案2工艺配置,其老式上销加后区压力棒、T型下销,摇架刻度(前×中)为“-2×46”。

表1 集聚纺CJ 5.83 tex纱试纺一的成纱质量指标
1.2 试纺二
在第167号BS516型四罗拉负压集聚纺纱装置的棉纺环锭细纱机上,在同锭、同粗纱条件下,改变后区牵伸倍数、上销类型、后区压力棒以及摇架刻度,对比集聚纺CJ 5.83 tex纱成纱质量,见表2。
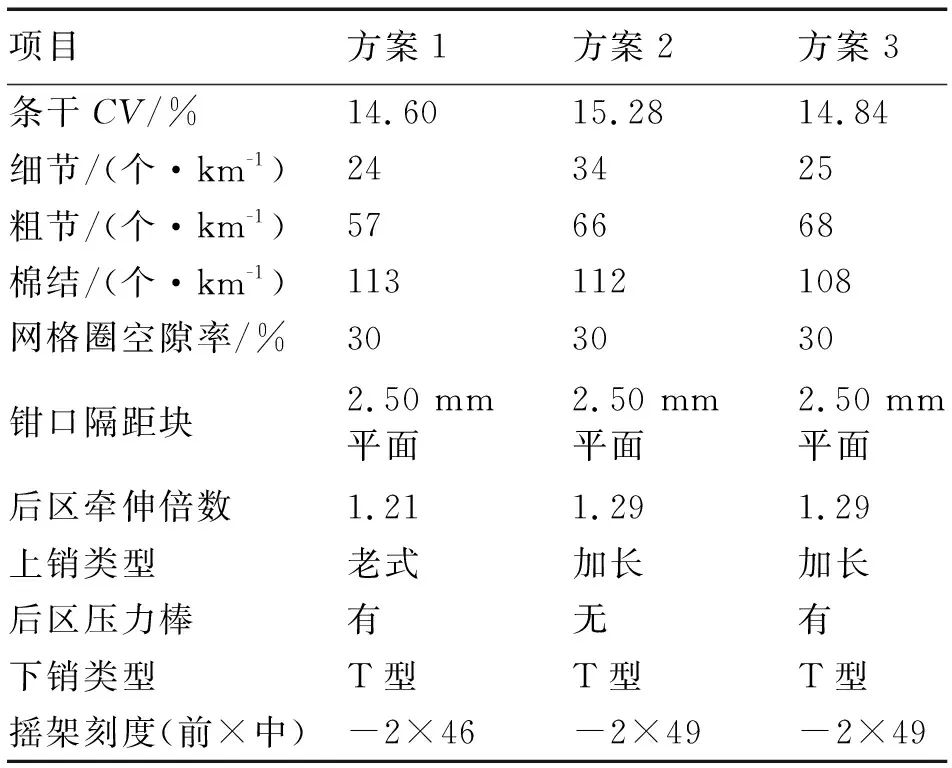
表2 集聚纺CJ 5.83 tex纱试纺二的成纱质量指标
从表2数据可知:方案1,即网格圈空隙率为30%、使用2.50 mm平面钳口隔距块、后区牵伸倍数为1.21、老式上销加后区压力棒、T型下销、摇架刻度(前×中)为“-2×46”的成纱质量指标较好。
1.3 试纺结论
跟踪2次试纺CJ 5.83 tex纱的6个方案发现:试纺一中方案2的成纱质量指标最好,即在网格圈空隙率为30%、钳口压力棒隔距为2.75 mm、后区牵伸倍数为1.29、老式上销加后区压力棒、T型下销、摇架刻度(前×中)为“-2×46”条件下,钳口压力棒对集聚纺纯棉精梳细号纱成纱质量有改善。
2 集聚纺CJ 9.72 tex纱
2.1 试纺一
在第132号BS516型四罗拉负压集聚纺纱装置的棉纺环锭细纱机上,在同锭、同粗纱、老式上销加后区压力棒、摇架刻度(前×中)为“-2×46”条件下,改变钳口隔距块和压力棒,集聚纺CJ 9.72 tex纱成纱质量对比见表3。

表3 集聚纺CJ 9.72 tex纱试纺一的成纱质量指标
由表3可知:方案2相对方案1的各项质量指标均改善,表明使用钳口压力棒对聚纺纯棉精梳细号纱成纱质量有改善作用。
2.2 试纺二
在第139号 BS516型四罗拉负压集聚纺纱装置的棉纺环锭细纱机上,在同锭、同粗纱条件下,应用老式上销加后区压力棒,当摇架刻度(前×中)为“-2×46”时,改变钳口隔距块和压力棒,对比集聚纺CJ 9.72 tex纱成纱质量,具体数据见表4。
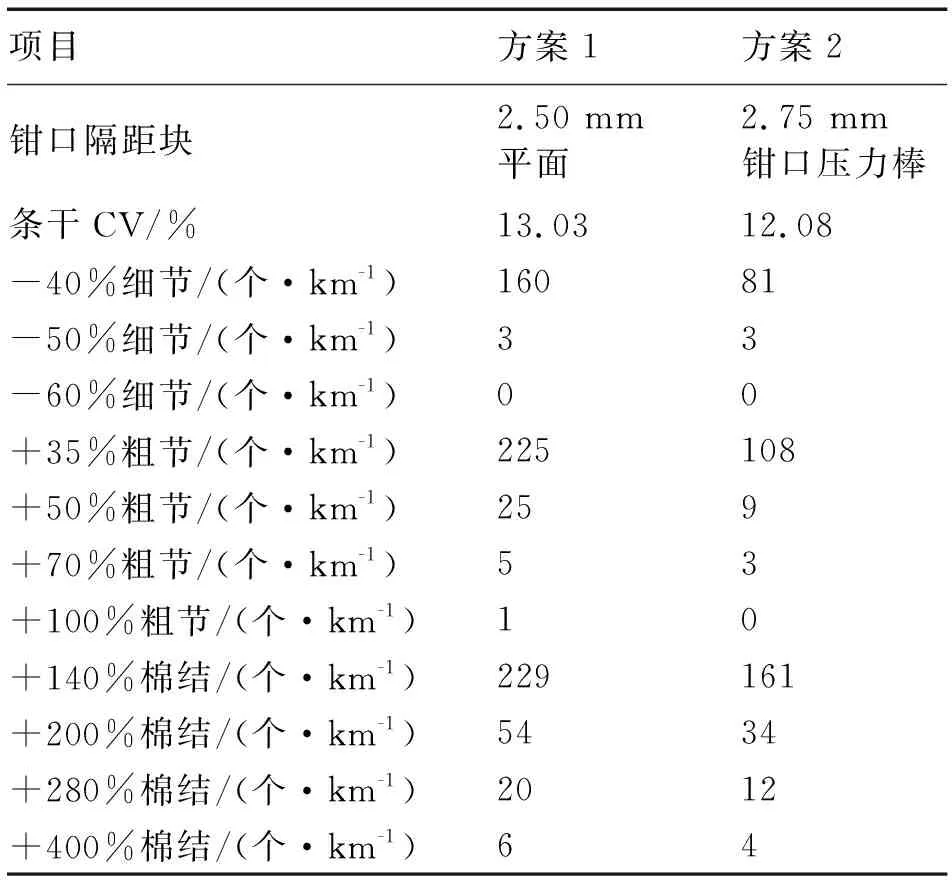
表4 集聚纺CJ 9.72 tex纱试纺二的成纱质量指标
由表4试纺数据可知:方案2相对方案1各项质量指标均有不同程度的改善;使用钳口压力棒,纺纯棉精梳集聚纺细号纱成纱质量有改善。
2.3 两次试纺、不同方案改善成纱质量分析
两次试纺、不同方案的改善数据比较,见表5。

表5 集聚纺CJ 9.72 tex纱两次试纺成纱质量指标改善对比
从表5数据对比可知,使用钳口压力棒纺集聚纺CJ 9.72 tex纱的成纱质量指标多数有显著改善。其中:条干CV值减小0.76个百分点,-40%细节减少62个/km,-50%细节减少1个/km,+35%粗节减少88个/km,+50%粗节减少11个/km,+70%粗节减少2个/km,+100%棉结减少1个/km,+140%棉结减少64个/km,+200%棉结减少16个/km,+280%棉结减少6个/km,+400%棉结减少1个/km。
3 结语
通过集聚纺CJ 5.83 tex纱2次试纺、6个方案的试验数据对比,以及集聚纺CJ 9.72 tex纱2次试纺、不同机台各2个方案的数据对比,表明使用钳口压力棒纺集聚纺CJ 5.83 tex、CJ 9.72 tex品种的成纱质量指标改善较大。因此,集聚纺纯棉精梳细号纱品种,在合适的工艺配置条件下宜推广使用钳口压力棒。
猜你喜欢
临床输血与检验(2022年3期)2022-11-25
智慧健康(2022年14期)2022-07-14
好日子(2022年3期)2022-06-01
学苑创造·A版(2019年9期)2019-11-07
陕西画报(2018年6期)2018-02-25
学苑创造·B版(2017年1期)2017-02-21
学苑创造·B版(2017年1期)2017-02-21
考试周刊(2016年95期)2016-12-21
小天使·二年级语数英综合(2016年9期)2016-05-14
科技与创新(2016年1期)2016-01-19
